Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
MENGUKUR DENGAN ALAT UKUR MEKANIK PRESISI
Kompetensi Dasar : Menjelaskan cara penggunaan alat ukur mekanik presisi 1

2
VERNIER CALIPER Menjelaskan cara penggunaan vernier caliper
Setelah mempelajari Kopetensi Dasar ini, diharapkan siswa dapat Menjelaskan cara penggunaan vernier caliper Kompetensi Dasar Menjelaskan cara penggunaan alat ukur mekanik presisi

3
MISTAR GESER (JANGKA SORONG)
Vernier caliper Dial caliper Digital caliper

4
Macam-macam pengukuran dengan jangka sorong

5
MACAM-MACAM KETELITIAN PADA
JANGKA SORONG a. Vernier Caliper dengan ketelitian 0,1 mm 9 n = = 0,9 mm 10 i = x – n = 1 – 0,9 = 0,1 mm Maka: Selisih antara x dan n sebesar 0,1 mm. x = 1 mm, n dapat dicari dengan rumus : n = panjang skala utama (SU) dibagi dengan jumlah strip pada skala nonius Jumlah strip = 10 Jadi : tingkat ketelitian mistar geser (i) = 0,1 mm
 dibagi dengan. jumlah strip pada skala nonius. Jumlah strip = 10. Jadi : tingkat ketelitian mistar geser. (i) = 0,1 mm.")
6
VERNIER CALIPER DENGAN TINGKAT
KETELITIAN 0,05 MM Selisih antara x dan n adalah 0,1 mm. 19 n = = 0,95 mm 20 i = x – n = 1 – 0,95 = 0,05 mm x = 1 mm, n = panjang skala utama dibagi dengan Jumlah strip pada skala nonius. jumlah strip pada skala nonius sebanyak 20 strip Jadi : tingkat ketelitian vernier caliper (i) = 0,05 mm
 = 0,05 mm.")
7
VERNIER CALPER DENGAN TINGKAT
KETELITIAN 0,02 MM Selisih antara x dan n adalah 0,02 mm. 49 n = = 0,98 mm 50 i = x – n = 1 – 0,98 = 0,02 mm x= 1 mm, n = panjang skala utama dibagi dengan Jumlah strip pada skala nonius. Jumlah strip pada skala nonius sebanyak 50 strip (divisi).
.")
8
VERNIER CALIPER DENGAN TINGKAT
KETELITIAN 1/128 INCI Pada Skala Utama setiap 1 inci dibagi menjadi 16 bagian Pada skala noniusnya dibagi dalam 8 bagian. Satu bagian skala utama (x) = 1/16 inci.
 = 1/16 inci.")
9
Panjang skala utama dihitung
mulai garis nol sampai garis terakhir pada skala nonius yaitu sama dengan 7/16 inci. n = panjang skala utama dibagi dengan jumlahstrip pada skala nonius. selisih antara x dan n sebesar 1/128 inci. 7/ n = = x = inci i = x – n = 1/16 – 7/128 = 8/128 – 7/128 = 1/128 inci

10
VERNIER CALIPER DENGAN TINGKAT
KETELITIAN 0,001 INCI skala utamanya setiap 1 inci dibagi menjadi 40 bagian, berarti satu bagian skala utama (x) nilainya sama dengan 1/40 inciatau 0,025 inci. Pada skala nonius atau skala vernier dibagi dalam 25 bagian.
 nilainya sama dengan 1/40 inciatau 0,025 inci. Pada skala nonius atau skala vernier dibagi dalam 25 bagian.")
11
VERNIER CALIPER DENGAN TINGKAT
KETELITIAN 0,001 INCI Selisih antara x dan n sebesar 0,001 inci. x = 1/40 atau 0,025 inci, 1,225 n = = 0,049 inci 25 i = x – n = 0,050 – 0,049 = 0,001 inci n = panjang skala utama Dibagi dengan jumlah strip pada skala nonius. Panjang skala utama dihitung mulai garis nol sampai garis terakhir pada skala nonius yaitu sama dengan 1,225 inci.

12
CARA PEMBACAAN SKALA PADA
JANGKA SORONG 1. Lihat Skala Utama, Perhatikan angka terakhir sebelum Nol ( 0) pada skala Nonius 2. Lihat Skala utama dan skala nonius yang segaris, hitung skala noniusnya 1 Skala Utama = mm Skala Nonius = 3 x 0,05 = 1,5 mm Jumlah = ,5 mm = 10,5 mm 2 Kelitian 0,05 mm 3. Jumlahkan hasil pembacaan skala utama dan skala nonius
 pada skala Nonius. 2. Lihat Skala utama dan skala nonius yang segaris, hitung skala noniusnya. 1. Skala Utama = 9 mm. Skala Nonius = 3 x 0,05 = 1,5 mm. Jumlah = 9 + 1,5 mm = 10,5 mm. 2. Kelitian 0,05 mm. 3. Jumlahkan hasil pembacaan skala utama dan skala nonius.")
13
CARA PENGUKURAN Diameter luar Benar Salah

14
CARA PENGUKURAN Diameter dalam Benar Salah

15
CARA PENGUKURAN Kedalaman Benar Salah

16
PENGGUNAAN MISTAR SORONG
1. Pengukuran untuk ukuran luar benda ukur 2. Pengukuran Ukuran Dalam Benda Ukur 3. Pengukuran Kedalaman Benda Ukur 4. Pengukuran Ketinggian dengan Height Gauge

17
PENGUKURAN UNTUK UKURAN
LUAR BENDA UKUR Langkah-langkah 1. Buka rahang bergerak bawah mistar sorong gunakan rahang tetap dan rahang gerak) 2. Kuncilah mistar sorong 3. Lakukan pembacaan Usahakan pembacaan tanpa melepas mistar sorong dari benda ukur
 2. Kuncilah mistar sorong. 3. Lakukan pembacaan Usahakan pembacaan tanpa melepas mistar sorong dari benda ukur.")
18
PENGUKURAN UKURAN DALAM
BENDA UKUR Buka rahang geser. Untuk mengukur ukuran dalam gunakan rusuk tetap dan rusuk gerak. Kuncilah mistar sorong. Lakukan pembacaan

19
PENGUKURAN KEDALAMAN BENDA UKUR
Langkah-langkah Buka rahang geser sehingga batang kedalam keluar. Masukkan batang kedalaman ke dalam alur atau coakan yang akan diukur dengan tegak lurus, bila tidak akan terjadi kesalahan. Kuncilah mistar sorong. Lakukan pembacaan

20
PENGUKURAN KETINGGIAN DENGAN
HEIGHT GAUGE Langkah-langkah Bersihkan meja rata. Buka mistar sorong sampai pada ketinggian benda ukur. Kuncilah mistar sorong Lakukan pembacaan

21
CARA MENGGUNAKAN VERNIER CALIPER (VIDEO)
22
TES FORMATIF Bagaimana cara menggunakan vernier caliper agar diperoleh hasil pengukuran yang akurat ?

23
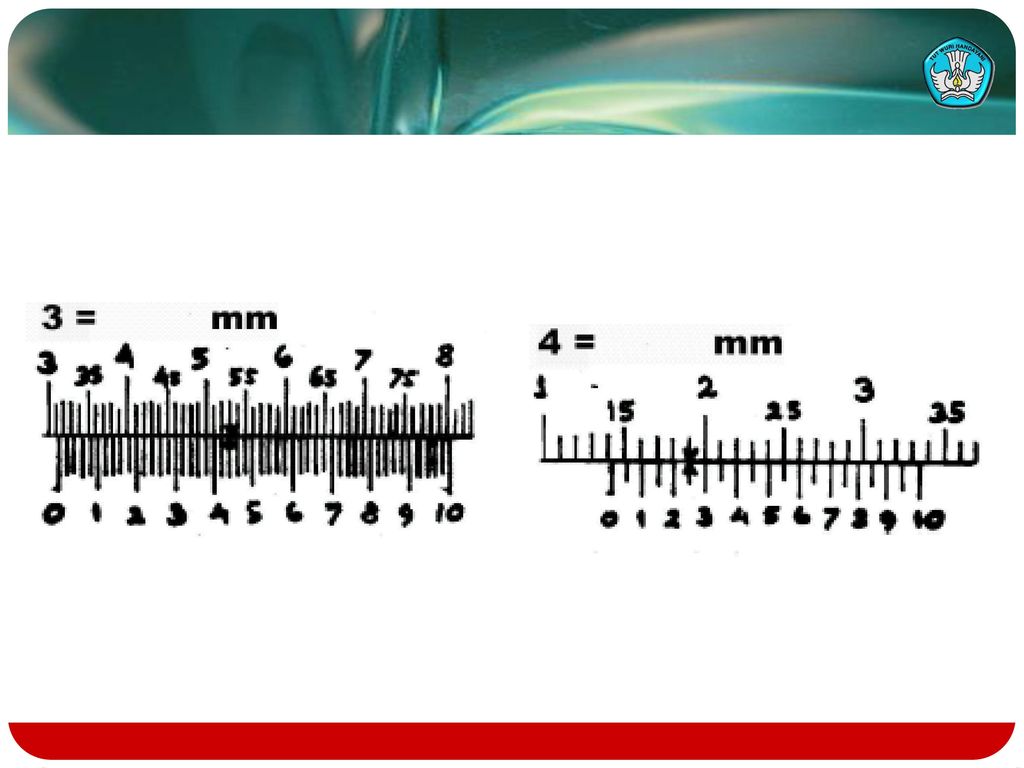
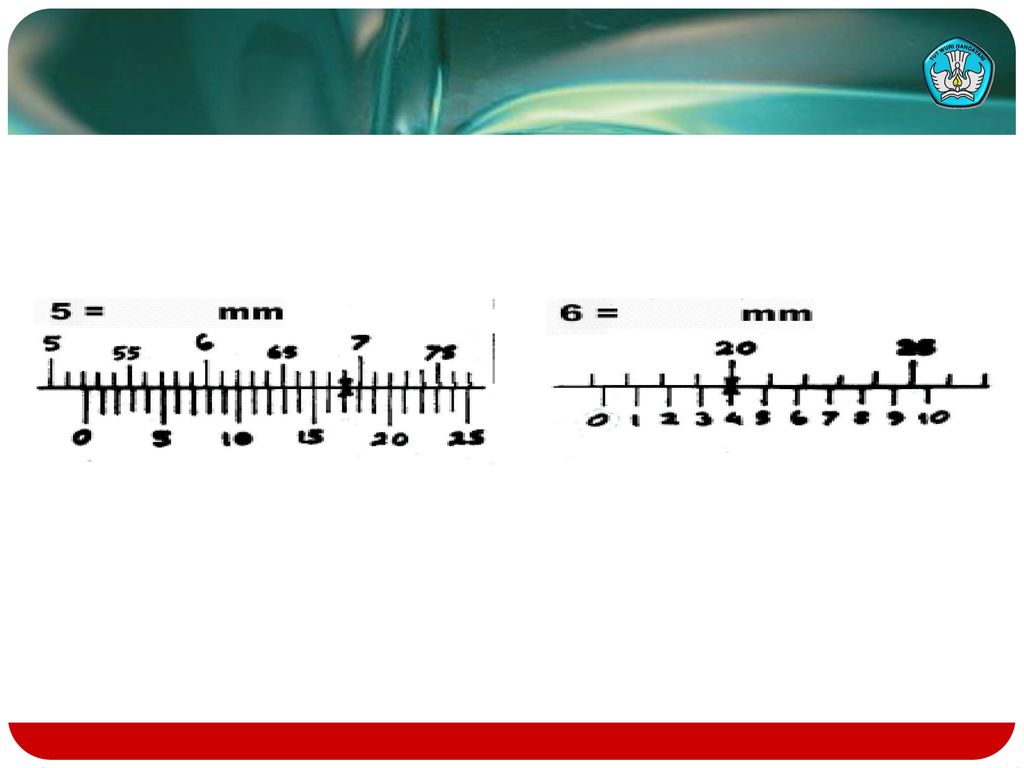
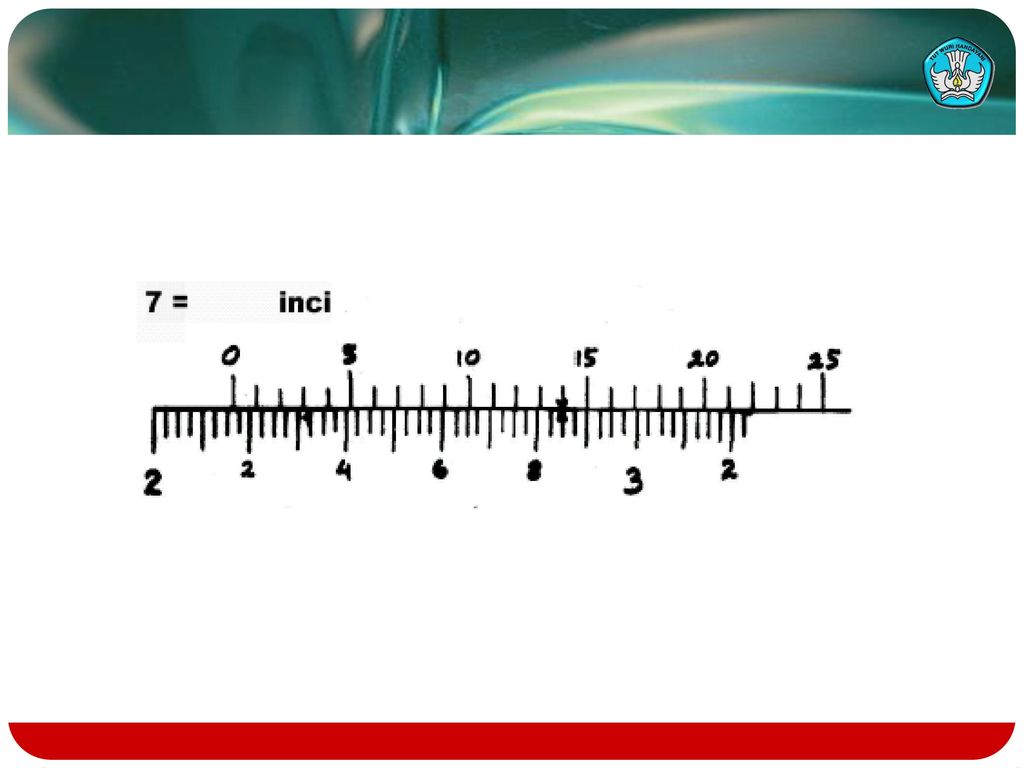
Tulislah hasil pembacaan skala pengukuran pada mistar geser berikut ini :

27
DAFTAR PUSTAKA Sudji Munadi. (1988). Dasar-Dasar Metrologi Industri. Jakarta : Depdikbud : Dirjen Dikti, Proyek Pengembangan LPTK. Tim Fakultas Teknik Universitas Negeri Yogyakarta . (2004). Penggunaan dan Pemeliharaan Alat Ukur. Yogyakarta : Departemen Pendidikan Nasional, Direktorat Jenderal Pendidikan Dasar dan Menengah, Direktorat Pendidikan Menengah Kejuruan, Bagian Proyek Pengembangan Kurikulum
. Penggunaan dan Pemeliharaan Alat Ukur. Yogyakarta : Departemen Pendidikan Nasional, Direktorat Jenderal Pendidikan Dasar dan Menengah, Direktorat Pendidikan Menengah Kejuruan, Bagian Proyek Pengembangan Kurikulum.")
28
THANK YOU PRESENTED BY DIDIK ISWANTO TIM SMKN 1 PUNGGING

Presentasi serupa










>")








