Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

2
PRESENT By: Bala Murugan Gopalsamy1*, Biswanath Mondal1 and Sukamal Ghosh2 1Central Mechanical Engineering Research Institute, Durgapur 713 209, India 2National Institute of Technology, Durgapur 713 209, India

5
D

10
pendahuluan

11
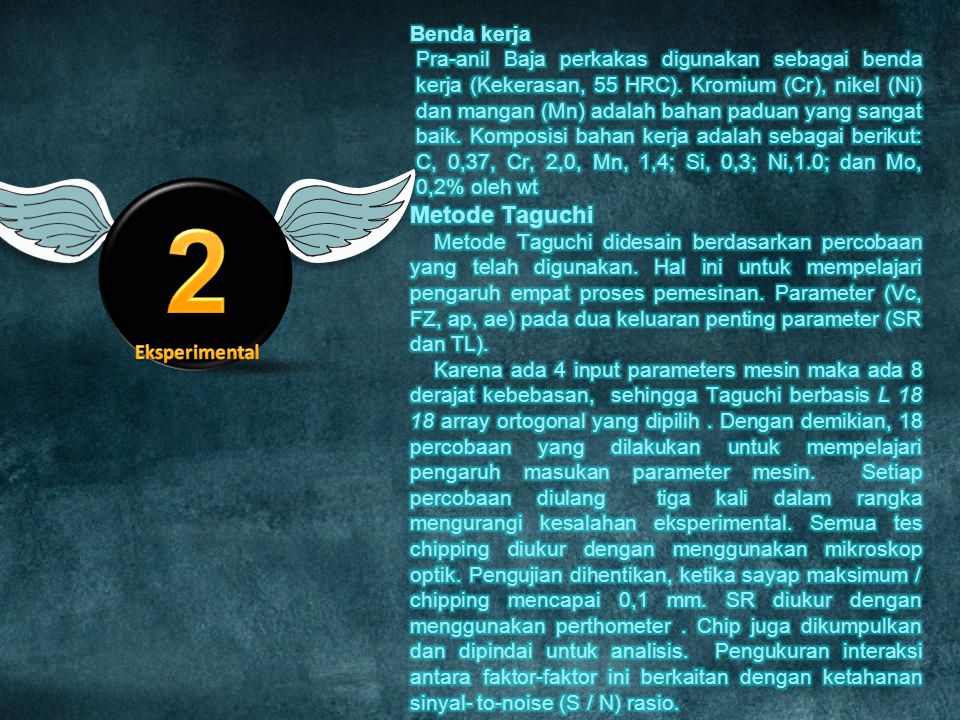
Dalam makalah ini, metode Taguchi diterapkan untuk menemukan parameter proses yang optimum untuk proses end milling pada mesin pengeras baja A L 18 array, signal- to noise rasio dan analisis varians (ANOVA) yang digunakan untuk mempelajari karakteristik kinerja, parameter pemesinan (kecepatan potong, gerak makan, kedalaman potong dan lebar dipotong) dengan pertimbangan permukaan akhir dan umur alat. Chipping dan adhesi diketahui merupakan penyebab utama keausan. Hasil yang diperoleh dengan metode Taguchi erat dengan hasil ANOVA dan parameter kecepatan potonglah yang paling yang berpengaruh. Persamaan regresi diformulasikan untuk memperkirakan nilai kekasaran permukaan dan umur pemakaian alat. Parameter desain's Taguchi pun menawarkan pendekatan sistematis untuk optimasi berbagai parameter sehubungan dengan performa, kualitas dan biaya. Metodologi Taguchi mengoptimalkan parameter pemotongan di pabrik akhir saat mesin baja AISI H13 mengeras dengan TiN-P10 dilapisi karbida, menyisipkan- kecepatan potong tinggi.

15
BLAH

16
Karakteristik Mutu S / N Karakteristik dirumuskan sebagai berikut: 1.Nominal and Smaller are Best Characteristic Data urutan untuk SR, yang lebih rendah adalah yang lebih baik. Karakteristik kinerja, adalah pra-diproses berdasarkan Persamaan. (2) 2.Larger is Best Characteristic Data urutan untuk TL (panjang potong, yang lebih tinggi adalah yang lebih baik). Kinerja karakteristik diproses sesuai Persamaan. (3) Analisis Varians (ANOVA) ANOVA dapat berguna untuk menentukan pengaruh setiap parameter masukan yang diberikan dari serangkaian hasil percobaan dengan desain percobaan untuk proses pemesinan dan dapat digunakan untuk menafsirkan data eksperimen Prosedur Percobaan Performa tinggi Heyligenstaedt FH1 CNC milling (ruang kerja, X, Y dan Z gerakan yang 1550 × 880 × 550 (mm); kecepatan variabel spindel, maks. 30,000 rpm; daya poros utama, 75 kW; dan laju pakan,10 m / menit) digunakan untuk melakukan eksperimen untuk akhir ball mill (diam, 10 mm; menyapu sudut, - 10, sudut, 10 °, dan sudut helix, 30 °). TL dalam hal panjang dan bekerja SR sepotong diselidiki. S / N rasio TL dan SR dihitung
 2.Larger is Best Characteristic Data urutan untuk TL (panjang potong, yang lebih tinggi adalah yang lebih baik). Kinerja karakteristik diproses sesuai Persamaan. (3) Analisis Varians (ANOVA) ANOVA dapat berguna untuk menentukan pengaruh setiap parameter masukan yang diberikan dari serangkaian hasil percobaan dengan desain percobaan untuk proses pemesinan dan dapat digunakan untuk menafsirkan data eksperimen Prosedur Percobaan Performa tinggi Heyligenstaedt FH1 CNC milling (ruang kerja, X, Y dan Z gerakan yang 1550 × 880 × 550 (mm); kecepatan variabel spindel, maks. 30,000 rpm; daya poros utama, 75 kW; dan laju pakan,10 m / menit) digunakan untuk melakukan eksperimen untuk akhir ball mill (diam, 10 mm; menyapu sudut, - 10, sudut, 10 °, dan sudut helix, 30 °). TL dalam hal panjang dan bekerja SR sepotong diselidiki. S / N rasio TL dan SR dihitung.")
20
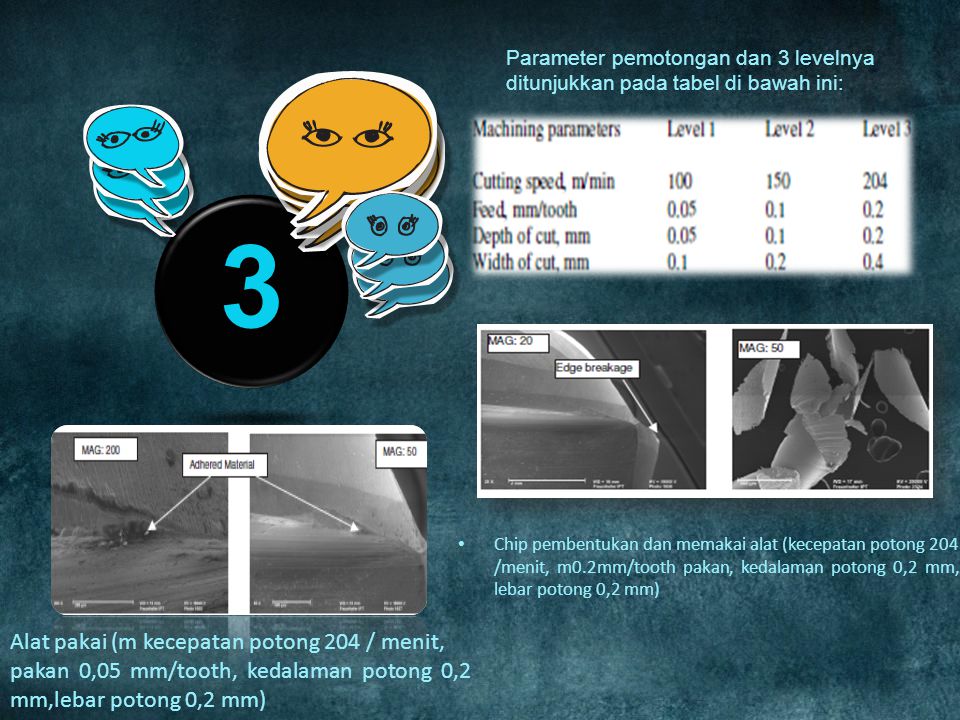
Parameter pemotongan dan 3 levelnya ditunjukkan pada tabel di bawah ini: 3 Alat pakai (m kecepatan potong 204 / menit, pakan 0,05 mm/tooth, kedalaman potong 0,2 mm,lebar potong 0,2 mm) Chip pembentukan dan memakai alat (kecepatan potong 204 /menit, m0.2mm/tooth pakan, kedalaman potong 0,2 mm, lebar potong 0,2 mm)
 Chip pembentukan dan memakai alat (kecepatan potong 204 /menit, m0.2mm/tooth pakan, kedalaman potong 0,2 mm, lebar potong 0,2 mm)")
21
SEM gambar menunjukkan bahwa penyebab keausan pahat yang chipping dan adhesi. Parameter terbaik untuk proses penyelesaian adalah kecepatan potong, 204 m / min; gerak makan 0.2 mm / tooth, kedalaman kecepatan potong, 204 m / min; kedalaman pemakanan, 0.2 mm / tooth dan lebar potong, 0.2 mm. Kecepatan potong yang paling sesuai dengan parameter yang mempengaruhi kualitas karakteristik TL dan SR

Presentasi serupa















>")









