Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
Oleh : Andhika Kurniawan (3333081554)
")
2
Abstrak Kualitas telah menjadi salah satu hal paling penting bagi pelanggan dalam faktor pengambilan keputusan pada pemilihan produk dan jasa. Alhasil, memahami dan meningkatkan mutu adalah satu faktor kunci kesuksesan dalam berbisnis, dalam perkembangan dan dapat menjadi salah satu hal unggul yang ditambahkan. Oleh karena itu, program peningkatan mutu harus menjadi bagian dari strategi bisnis keseluruhan. Sesuai dengan TQM, cara efektif untuk meningkatkan Mutu dari produk atau jasa adalah untuk meningkatkan proses dalam pembuatan suatu produk. Karenanya, TQM difokuskan pada proses dibandingkan pada hasil karena hasil dikendalikan oleh proses. Banyak ilmu pengetahuan tentang teknik yang tersedia untuk peningkatan mutu. Proses Statistik Kontrol (SPC) adalah salah satu ilmu pengetahuan tentang teknik TQM dimana secara luas diterima untuk meneliti masalah mutu dan peningkatan kinerja dari proses produksi. Artikel ini menggambarkan prosedur secara bertahap diadopsi pada satu perusahaan pabrikasi sabun untuk meningkatkan kualitas oleh pengurangan variabilitas proses dengan Proses Statistik Kontrol.
 adalah salah satu ilmu pengetahuan tentang teknik TQM dimana secara luas diterima untuk meneliti masalah mutu dan peningkatan kinerja dari proses produksi. Artikel ini menggambarkan prosedur secara bertahap diadopsi pada satu perusahaan pabrikasi sabun untuk meningkatkan kualitas oleh pengurangan variabilitas proses dengan Proses Statistik Kontrol..")
3
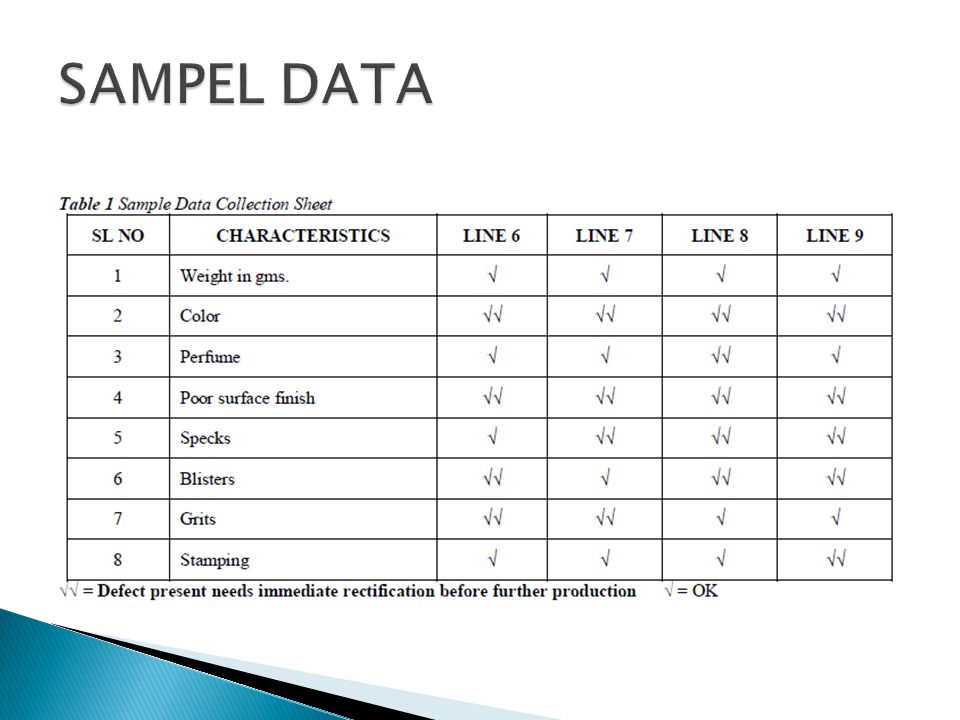
Pertama, hal yang diamati adalah mutu dari sabun bukan seperti per manual perusahaan. Kemudian pembahasan terperinci dari proses aliran dan tahapan yang dilakukan dalam pabrikasi sabun dicari dan menghasilkan pada ciri – ciri cacat sebagai berikut. 1. Permukaan tidak rata 2. Variasi warna 3. Permukaan: terdapat noda hitam pada sabun 4. Specks : warna coklat mengelilingi / terdapat sorot putih pada sabun 5. Blisters : penampilan berbeda tidak seperti pada sabun yang biasanya Hal ini menandai yang di situ mungkin terdapat beberapa kesalahan disebabkan pada proses pabrikasi. Karena hal inilah penyebab dari rendahnya mutu pada sabun. Sehingga, fokus objek dari pembahasan kali ini adalah meningkatkan kualitas dengan mengurangi variabilitas pada proses melalui Ilmu Pengetahuan Tentang Teknik Gugus Kendali Mutu.

4
Adapun tujuan penelitian ini adalah sebagai berikut : Untuk membangun bagan pengawasan untuk monitoring dan mendiagnose proses. Untuk melacak keluar penyebab utama untuk hal menyimpang dari masing-masing kemudian tiap – tiap hal tersebut diidentifikasi, yaitu dengan menentukan penyebab utama. Untuk menyarankan perbaikan untuk penyebab utama. Untuk menerapkan solusi dan mengukur peningkatan dari mutu.

5
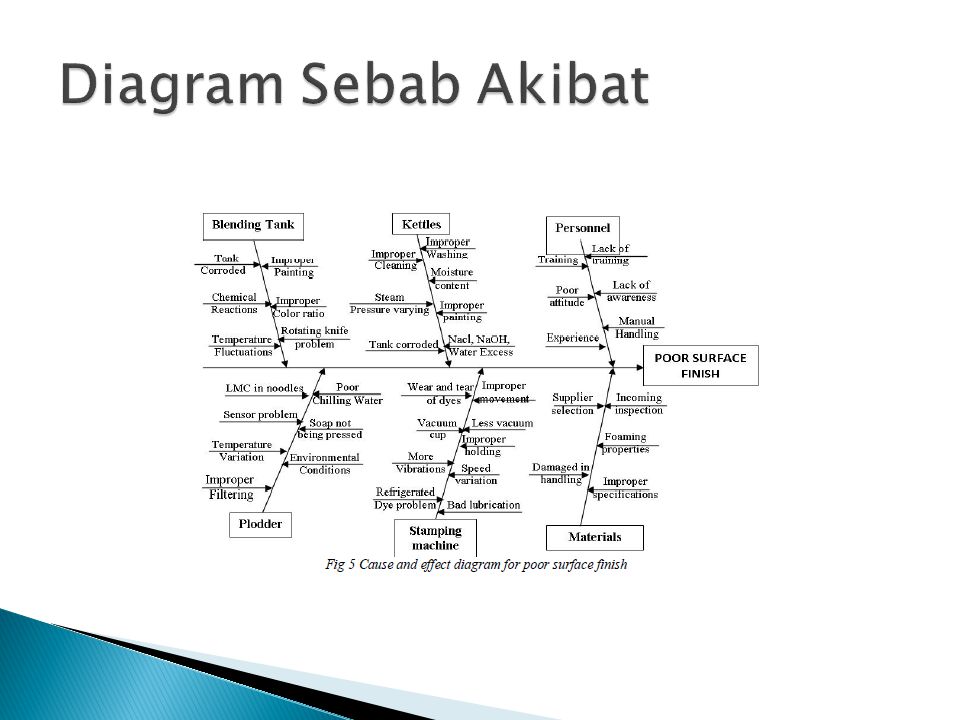
Satu analisa terperinci adalah dilakukan untuk masing-masing lini produksi. Data dikumpulkan pada berbagai langkah dari proses pabrikasi, kemudian digunakan beberapa alat dalam menganalisa hal tersebut dengan beberapa teknik. Bagan pengawasan variabel (peta Xbar – R) Bagan pengawasan atribut ( peta u ) Diagram Pareto Diagram Sebab Akibat
 Bagan pengawasan atribut ( peta u ) Diagram Pareto Diagram Sebab Akibat.")
6
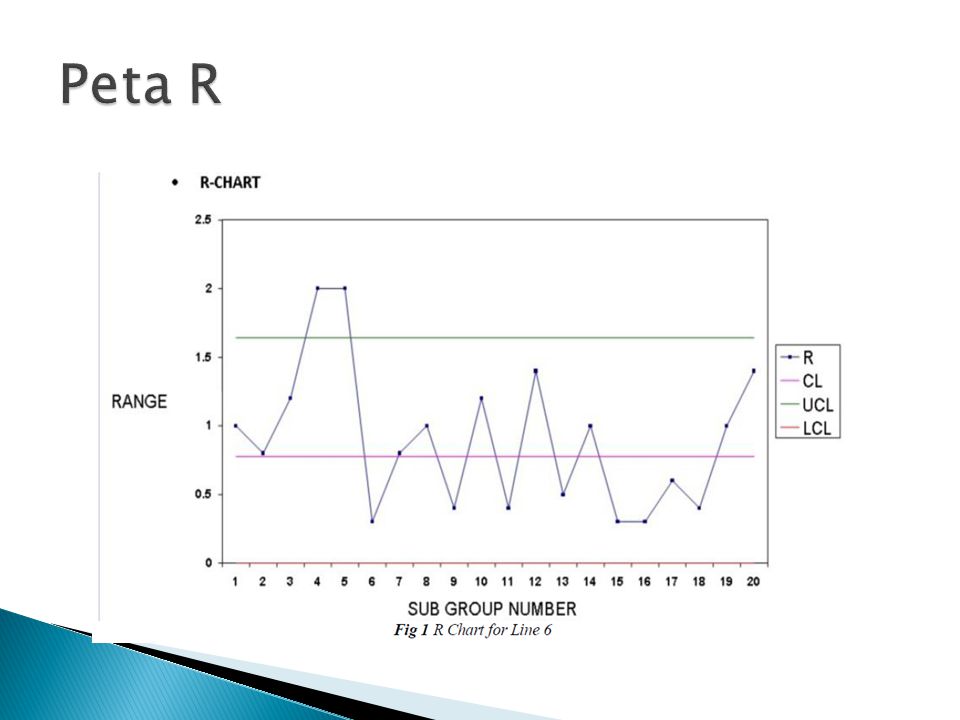
Tahapan yang diikuti untuk membuat peta Xbar dan R dapat dilihat di bawah ini : Langkah 1 Menentukan jenis data yang dikumpulkan: Data dikumpulkan untuk berat dari sabun untuk 20 bagian jenis ukuran 5. (Tabel 2) Langkah 2 Menghitung jangkauan untuk masing - masing jenis: Jangkauan dihitung oleh pengambilan perbedaan, diantaranya Nilai Paling Besar dan Nilai Paling Kecil pada masing-masing Bagian Jenis dan susun tabel. (Tabel 2) Langkah 3 Menghitung rata-rata dari jangkauan masing – masing jenis: Rata - rata dari semua bagian jenis menjadi median untuk area yang dipilih. Dimana, Ri = jangkauan perorangan dari masing-masing bagian jenis R bar = rata-rata dari jangkauan dari masing – masing bagian jenis. K = jumlah data Langkah 4 Menghitung pembatas kontrol untuk jangkauan: Pembatas kontrol dihitung mempergunakan rumus. Kemudian buat peta (R peta) dibuat dengan penggaris 6 (Figur 1). ketika terdapat dua titik yang keluar dari batas kontrol, Jangkauan diperbaiki dan dihitung dengan mengeluarkan titik itu yaitu melewati sebelah luar pembatas kontrol. sampai semua titik berada diantara pembatas kontrol, kemudian ini diproses ke langkah berikutnya 5.
 Langkah 2 Menghitung jangkauan untuk masing - masing jenis: Jangkauan dihitung oleh pengambilan perbedaan, diantaranya Nilai Paling Besar dan Nilai Paling Kecil pada masing-masing Bagian Jenis dan susun tabel. (Tabel 2) Langkah 3 Menghitung rata-rata dari jangkauan masing – masing jenis: Rata - rata dari semua bagian jenis menjadi median untuk area yang dipilih. Dimana, Ri = jangkauan perorangan dari masing-masing bagian jenis R bar = rata-rata dari jangkauan dari masing – masing bagian jenis. K = jumlah data Langkah 4 Menghitung pembatas kontrol untuk jangkauan: Pembatas kontrol dihitung mempergunakan rumus. Kemudian buat peta (R peta) dibuat dengan penggaris 6 (Figur 1). ketika terdapat dua titik yang keluar dari batas kontrol, Jangkauan diperbaiki dan dihitung dengan mengeluarkan titik itu yaitu melewati sebelah luar pembatas kontrol. sampai semua titik berada diantara pembatas kontrol, kemudian ini diproses ke langkah berikutnya 5..")
7
Langkah 5 Menghitung rata-rata untuk masing-masing bagian jenis: Rata-rata (arti) untuk masing-masing bagian jenis dihitung mempergunakan rumus berikut dan susun tabel. (Tabel 2) Dimana, Xbar = rata-rata dari pengukuran pada masing-masing bagian jenis. X n = pengukuran perorangan pada satu bagian jenis. n = jumlah data. Langkah 6 - Menghitung rata - rata dari rata-ratanya bagian jenis: rata - rata dari rata- ratanya bagian jenis(Xbar) dihitung dan ini menjadi nilai tengah untuk peta X bar. Dimana, X bar-bar= rata - rata dari semua rata - rata bagian jenis perorangan rata-ratakan x bar= rata-rata untuk masing-masing bagian jenis k= jumlah banyak data Langkah 7 Menghitung Batas Kontrol Atas (UCL) dan Batas Kontrol Bawah (LCL) untuk rata-rata dari bagian jenis: Pembatas kontrol untuk carta ditemukan mempergunakan rumus, Langkah 8 – Gambar carta: Sejak semua titik terjatuh pada pembatas kontrol untuk baris 6, Peta digambar (Figur 2). Kalau apapun titik keluar dari luar kontrol yang telah ditentukan, kemudian kontrol diperbaiki kemudian dihitung kembali dengan mengeluarkan titik itu yang berada di sebelah luar kemudian menggambar carta. Dengan cara yang sama, dan r carta digambar untuk baris 7, 8 dan 9 unit penghasilan.
 Dimana, Xbar = rata-rata dari pengukuran pada masing-masing bagian jenis. X n = pengukuran perorangan pada satu bagian jenis. n = jumlah data. Langkah 6 - Menghitung rata - rata dari rata-ratanya bagian jenis: rata - rata dari rata- ratanya bagian jenis(Xbar) dihitung dan ini menjadi nilai tengah untuk peta X bar. Dimana, X bar-bar= rata - rata dari semua rata - rata bagian jenis perorangan rata-ratakan x bar= rata-rata untuk masing-masing bagian jenis k= jumlah banyak data Langkah 7 Menghitung Batas Kontrol Atas (UCL) dan Batas Kontrol Bawah (LCL) untuk rata-rata dari bagian jenis: Pembatas kontrol untuk carta ditemukan mempergunakan rumus, Langkah 8 – Gambar carta: Sejak semua titik terjatuh pada pembatas kontrol untuk baris 6, Peta digambar (Figur 2). Kalau apapun titik keluar dari luar kontrol yang telah ditentukan, kemudian kontrol diperbaiki kemudian dihitung kembali dengan mengeluarkan titik itu yang berada di sebelah luar kemudian menggambar carta. Dengan cara yang sama, dan r carta digambar untuk baris 7, 8 dan 9 unit penghasilan..")
8
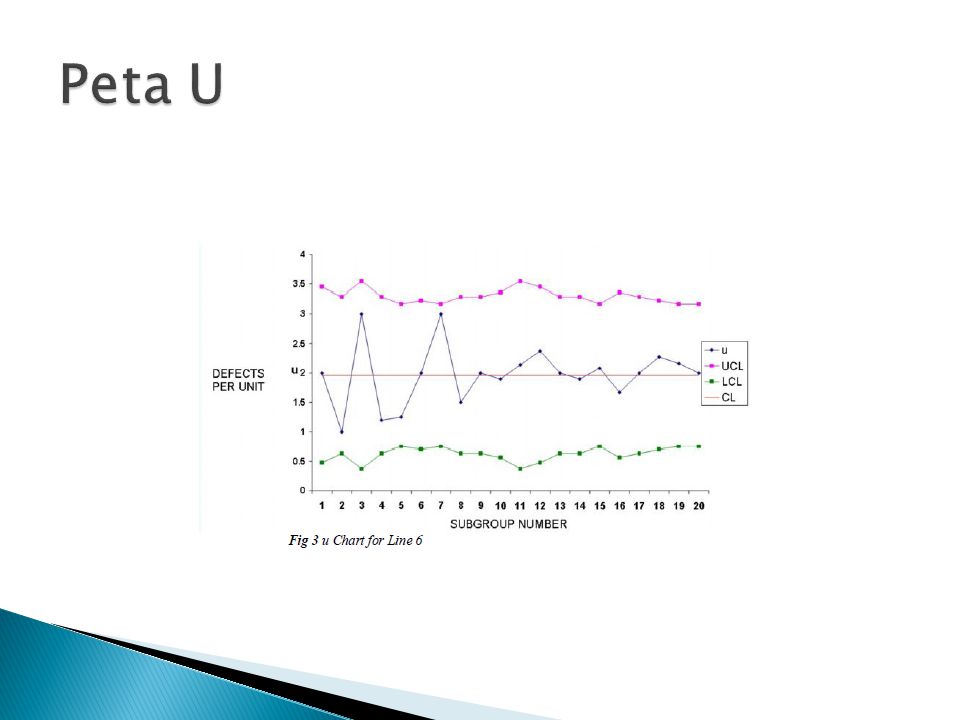
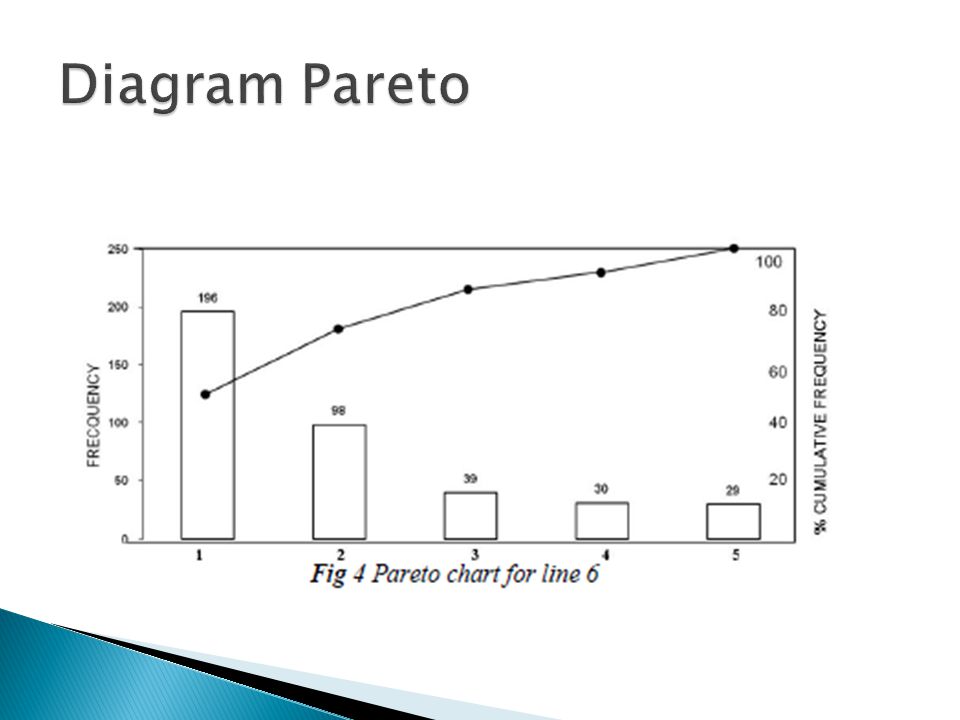
Prosedur yang diikuti dalam membuat peta u untuk baris 6 digambarkan di bawah. 1. 20 contoh dengan ukuran contoh bervariasi dikumpulkan untuk menggaris 6 dan susun tabel. (Tabel 3) 2. Angka dari seberang di masing-masing sebesar contoh dicatat. (Tabel 3) 3. Seberang per unit (u ) dihitung (Tabel 3 ) untuk masing-masing sebesar contoh mempergunakan rumus, u = c / n Dimana, c = total angka dari nonconformities. n = total angka butir data memeriksa. 4. Rata-ratakan angka dari bukan pemufakatan per unit dihitung. 5. Kontrol nilai – nilai dengan membatasi untuk masing-masing bagian jenis dihitung mempergunakan rumus berikut dan susun tabel. (Tabel 3) 6. Peta u untuk baris 6 dibuat (Figur 3), dan ini dapat dilihat bahwa semua jatuh titik pada pembatas kontrol. Prosedur serupa diikuti dan u carta digambar untuk baris 7, 8 dan 9 unit penghasilan.
 2. Angka dari seberang di masing-masing sebesar contoh dicatat. (Tabel 3) 3. Seberang per unit (u ) dihitung (Tabel 3 ) untuk masing-masing sebesar contoh mempergunakan rumus, u = c / n Dimana, c = total angka dari nonconformities. n = total angka butir data memeriksa. 4. Rata-ratakan angka dari bukan pemufakatan per unit dihitung. 5. Kontrol nilai – nilai dengan membatasi untuk masing-masing bagian jenis dihitung mempergunakan rumus berikut dan susun tabel. (Tabel 3) 6. Peta u untuk baris 6 dibuat (Figur 3), dan ini dapat dilihat bahwa semua jatuh titik pada pembatas kontrol. Prosedur serupa diikuti dan u carta digambar untuk baris 7, 8 dan 9 unit penghasilan..")
11
HITUNGAN UNTUK BARIS 6 Untuk ukuran bagian jenis n=5 D4 = 2.115, D3 = MEMASUKI, A2 = 0.577, d2 = 2.326 (Dari tabel SQC) · R CARTA Rbar= SR / N Dimana n = Total angka bagian jenis Rbar= 18 / 20 = 0.9 CLR =Rbar = 0.9 UCLR = D4 * Rbar= 2.115 * 0.9 = 1.9035 LCLR = D3 * Rbar= 0 * 0.9 = 0 Dari data, ini melihat bahwa 2 bagian jenis yaitu sub angka group 4 & 5 melewati bagian atas kontrol yang menandai terdapat kesalahan. Sehingga perlu disamakan. Perbaikan Rbar1 = 18 - 2 – 2 /20-2 = 0.778 Perbaikan batas kontrol: UCLR1 = D4 * Rbar1 = 2.115 * 0.778 = 1.645 LCLR1 = D4 * Rbar1 = 2.115 * 0 = 0 Sekarang dari data ini dilihat bahwa semua titik jatuh diantara pembatas kontrol.

12
UNTUK X bar CARTA BATAS Kontrol : CLX = Xbar =75.254 UCLx =Xbar + A2 * Rbar1 = 75.254 + 0.577 * 0.778 = 75.703. LCLx = Xbar - A2 * Rbar1 = 75.254 - 0.577 * 0.778 = 74.805. Jika Semua data tersebarpada batas kontrol, proses secara terkendali. · Menghitung KEMAMPUAN PROSES USL = 77.25 LSL = 75 s 1 = R1 / D2 = 0.778 / 2.326 = 0.3345 6 s 1 = 6 * 0.3345 = 2.007 6 s 1 (2. 007) < USL LSL ini digunakan untuk mengetahui apakah nilai dapat mencapai pembatas spesifikasi. rasio kemampuan proses = CP = USL – LSL /6s= 77.25 – 75/ 6 * 0.3345 = 1.12107 Cpk = Min (Cpu, Cpl) Cpk = Min (Cpu = (USL m ) / 3 s, Cpl =( m - LSL) / 3 s ) = Min (1. 98, 0. 25) = 0. 25. Persentase dari sabun tidak bertemu pembatas spesifikasi p = p( x 77. 25). = P( 75 – 75.254 / 0.3345) + P( 77. 25 – 75.254 / 0.3345) = 0. 2236 + 0 = 0.2236 yaitu 22.36%. Persentase dari band spesifikasi itu proses habiskan P = ( 1 / Cp) * 100 = (1 / 1.12107) * 100 = 89.207% Proses sedang mempergunakan tentang 90% band spesifikasi.
 < USL LSL ini digunakan untuk mengetahui apakah nilai dapat mencapai pembatas spesifikasi. rasio kemampuan proses = CP = USL – LSL /6s= – 75/ 6 * = Cpk = Min (Cpu, Cpl) Cpk = Min (Cpu = (USL m ) / 3 s, Cpl =( m - LSL) / 3 s ) = Min (1. 98, 0. 25) = Persentase dari sabun tidak bertemu pembatas spesifikasi p = p( x ). = P( 75 – / ) + P( – / ) = = yaitu 22.36%. Persentase dari band spesifikasi itu proses habiskan P = ( 1 / Cp) * 100 = (1 / ) * 100 = % Proses sedang mempergunakan tentang 90% band spesifikasi..")
16
Perhitungan U bar = s c / s n = (392 / 200) = 1. 96 Hitungan spesimen untuk angka contoh 2 UCL = u bar+ 3*V(u bar / ni) = 1. 96 + 3*V(1. 96 / 10) = 3. 288 LCL = u bar 3*V(u bar / ni) = 1. 96 3*V (1. 96 / 10) = 0. 631 Dari data, dapat diamati bahwa semua titik sedang tersebar dalam batas kontrol. Sehingga, proses secara terkendali.
 = *V(1. 96 / 10) = LCL = u bar 3*V(u bar / ni) = *V (1. 96 / 10) = Dari data, dapat diamati bahwa semua titik sedang tersebar dalam batas kontrol. Sehingga, proses secara terkendali..")
21
Analisa kemampuan proses bagi seluruh empat baris diperlihatkan di bawah. Untuk garis 6, Mean = 75.254 – ditaksir dari proses. s 1 = 0.3345, Cp = 1.1207, Cpk = 0.25. Sejak Cpk< Cp, proses adalah jauh dari pusat dan ke arah spesifikasi Lebih Rendah batasi. Kita menemukan bahwa sekitar 22.36% sabun yang menghasilkan spesifikasi jatuh di sebelah luar pembatas. P = (1 / Cp) * 100 = 90% band spesifikasi dipergunakan oleh proses. Untuk garis 7, Mean = 75.18 – ditaksir dari proses. s 1 = 0.365, Cp = 1.0273, Cpk = 0.164. Sejak Cpk< Cp, proses adalah jauh dari pusat dan ke arah spesifikasi lebih rendah batasi. Kita menemukan bahwa 31.21% sabun yang menghasilkan spesifikasi sebelah luar jatuh pembatas. P = (1 / Cp) * 100 = 97.34% band spesifikasi dipergunakan oleh proses.
 * 100 = 90% band spesifikasi dipergunakan oleh proses. Untuk garis 7, Mean = – ditaksir dari proses. s 1 = 0.365, Cp = , Cpk = Sejak Cpk< Cp, proses adalah jauh dari pusat dan ke arah spesifikasi lebih rendah batasi. Kita menemukan bahwa 31.21% sabun yang menghasilkan spesifikasi sebelah luar jatuh pembatas. P = (1 / Cp) * 100 = 97.34% band spesifikasi dipergunakan oleh proses..")
22
Untuk Garis 8, Mean = 75.263 – ditaksir dari proses. s 1 = 0.3326, Cp = 1.1274, Cpk = 0.263. Sejak Cpk< Cp, proses adalah off–centered dan adalah ke arah spesifikasi lebih rendah batasi. Kita menemukan bahwa 21.48% sabun yang menghasilkan spesifikasi sebelah luar jatuh pembatas. P = (1 / Cp) * 100 = 88.69% band spesifikasi dipergunakan oleh proses. Untuk garis 9, Mean = 75.28 – ditaksir dari proses. s 1 = 0.324, Cp = 1.1574, Cpk = 0.288. Sejak Cpk< Cp, proses adalah off–centered dan adalah ke arah spesifikasi lebih rendah batasi. Kita menemukan bahwa 19.49% sabun yang menghasilkan spesifikasi sebelah luar jatuh pembatas. P = (1 / Cp) * 100 = 86.4% band spesifikasi dipergunakan oleh proses.
 * 100 = 88.69% band spesifikasi dipergunakan oleh proses. Untuk garis 9, Mean = – ditaksir dari proses. s 1 = 0.324, Cp = , Cpk = Sejak Cpk< Cp, proses adalah off–centered dan adalah ke arah spesifikasi lebih rendah batasi. Kita menemukan bahwa 19.49% sabun yang menghasilkan spesifikasi sebelah luar jatuh pembatas. P = (1 / Cp) * 100 = 86.4% band spesifikasi dipergunakan oleh proses..")
23
Setelah mengumpulkan semua data yang peroleh, ini dapat ditemukan bahwa sistem sedang mengoperasikan pada tingkat 1.5 – 1.6 sigma. Di sekitar 23 - 28 % sabun yang dihasilkan sedang tersebar di sebelah luar pembatas spesifikasi dan 85 – 90 % band spesifikasi dipergunakan. Kemudian sejak Cpk < Cp bagi seluruh empat baris, proses adalah jauh dari pusat dan adalah ke arah spesifikasi lebih rendah batasi. Tidak ada titik tersebar di sebelah luar spesifikasi bagian atas batasi. Ini dengan jelas menandai bahwa variabilitas pada proses adalah sangat tinggi. Sekarang, untuk mengurangi angka dari sabun tersebar di luar band spesifikasi, ada dua jenis strategi siap. Yang pertama sesuatu adalah untuk mengurangi variabilitas pada sistem. Yang kedua adalah untuk mengalihkan sasaran (proses arti) ke arah pusat. Tapi, yang pertama strategi untuk mengurangi variabilitas lebih disarankan karena berat dari batang sabun adalah dipertahankan baru di sekitar 75g. Mengalihkan sasaran (proses arti) akan mengendalikan untuk bertambah di berat dari sabun, Langkah ini tidak menguntungkan untuk perusahaan. Akhirnya, perbaikan diberikan untuk mengurangi angka keluar batas yang dihasilkan, sehingga itu sistem dapat mencapai status dari kontrol data statistik.
 ke arah pusat. Tapi, yang pertama strategi untuk mengurangi variabilitas lebih disarankan karena berat dari batang sabun adalah dipertahankan baru di sekitar 75g. Mengalihkan sasaran (proses arti) akan mengendalikan untuk bertambah di berat dari sabun, Langkah ini tidak menguntungkan untuk perusahaan. Akhirnya, perbaikan diberikan untuk mengurangi angka keluar batas yang dihasilkan, sehingga itu sistem dapat mencapai status dari kontrol data statistik..")
24
Setelah satu analisa saksama dari digram fishbone didapatkan beberapa permasalahan, perbaikan berikut disarankan. 1. Frekuensi untuk Cat Campur dan Cerek harus ditingkatkan untuk dua kali satu tahun dari sekarang dari sekali setahun untuk mencegah kikisan. 2. Untuk satu lebih baik saponification berjalan, waktu kelebihan (lebih dari 2 jam) tidak boleh diberikan untuk campuran (bahan baku pencampuran) untuk mengatasi bawah. 3. Suhu harus dikontrol sekitar 50 – 60 derajat Celsius di dalam mencampur cat untuk memperoleh sabun yang baik dan rapi. 4. Dalam Mengukus harus dipertahankan tetap pada cerek untuk pembuat dari sabun dasar. 5. Spent Lye (limbah) dibentuk pada dasar cerek harus disingkirkan habis-habisan bahwa mereka tidak mereaksi dengan batch berikutnya dari bahan baku. 6. Edaran dari air pendingin harus dilakukan pada waktu yang tertentu (satu kali pada tiga jam) dari waktu pada orang lambat tetapi tekun untuk memelihara kelembaban diperlukan konten di sabun.
 tidak boleh diberikan untuk campuran (bahan baku pencampuran) untuk mengatasi bawah. 3. Suhu harus dikontrol sekitar 50 – 60 derajat Celsius di dalam mencampur cat untuk memperoleh sabun yang baik dan rapi. 4. Dalam Mengukus harus dipertahankan tetap pada cerek untuk pembuat dari sabun dasar. 5. Spent Lye (limbah) dibentuk pada dasar cerek harus disingkirkan habis-habisan bahwa mereka tidak mereaksi dengan batch berikutnya dari bahan baku. 6. Edaran dari air pendingin harus dilakukan pada waktu yang tertentu (satu kali pada tiga jam) dari waktu pada orang lambat tetapi tekun untuk memelihara kelembaban diperlukan konten di sabun..")
25
7. Alat pengatur panas harus diinstal selamanya untuk memonitor suhu diperlukan secara terus-menerus pada orang lambat tetapi tekun. Bahkan sensor dapat dipergunakan untuk mencek suhu. 8. Satu mekanisme lebih baik biasanya menciptakan ruang hampa di orang lambat tetapi tekun rangkap yang memudahkan aksi tekanan dari sabun. 9. Di amalgamator, pompa harus dipergunakan untuk mendosiskan benda cair kental menyukai silikat, parfum, dsb. pada kecepatan-angka diperlukan. 10. Bilah Amalgamator harus berputar dengan kecepatan bervariasi untuk homogenization lebih baik, tekstur dan warna dari sabun. 11. Lapisan pembalut tetap dari baja tahan-karat di dalam amalgamator diperlukan (paling tidak sekali setahun). 12. Menggiling alat penggulung harus tetap tenang selama operasi untuk menyingkirkan panas yang menghasilkan selama proses giling. Mereka harus dibuat dalam pabrik di baja lembut dengan aloi khusus mendingin gulungan untuk gerinda lebih baik. 13. Semua tiga alat penggulung giling harus berputar di dalam membedakan kecepatan untuk memperoleh pita baik dari sabun. 14. Di sana harus ketetapan untuk menyesuaikan celah di antara alat penggulung untuk memberikan ketebalan diperlukan ke opera sabun.
. 12. Menggiling alat penggulung harus tetap tenang selama operasi untuk menyingkirkan panas yang menghasilkan selama proses giling. Mereka harus dibuat dalam pabrik di baja lembut dengan aloi khusus mendingin gulungan untuk gerinda lebih baik. 13. Semua tiga alat penggulung giling harus berputar di dalam membedakan kecepatan untuk memperoleh pita baik dari sabun. 14. Di sana harus ketetapan untuk menyesuaikan celah di antara alat penggulung untuk memberikan ketebalan diperlukan ke opera sabun..")
26
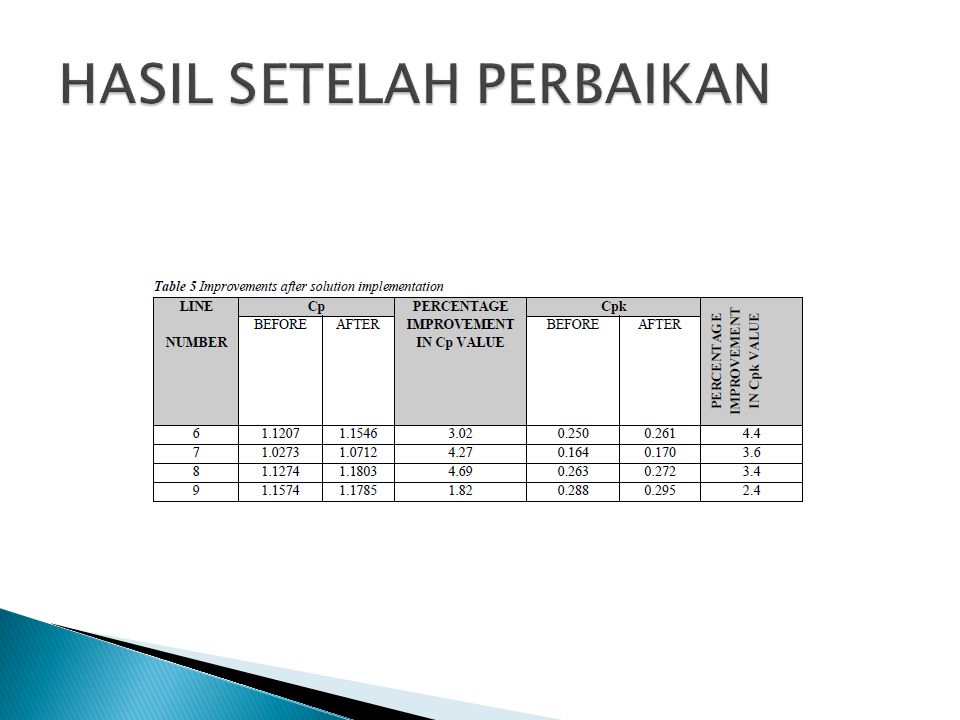
15. Pada saat mendinginka harus dibersihkan secara teratur (tiap bulan) dan disitu harus terdapat aliran air pendingin yang sesuai untuk selesai lebih baik dari sabun pada mesin pembuat. 16. Pekerja harus dengan baik terlatih dan termotivasi. 17. Sistem pemeliharaan pencegahan dapat diikuti tempat dari pemeliharaan Gangguan hadiah sistem. Pada satu jengkal dari tahun sesuatu, banyak dengan mudah executable perbaiki (memperbaiki angka 1,2,3,4,5,6,7,10,13,15,16,17 seperti terlihat di bagian 5.13) diterapkan. Kemudian pembahasan seluruh diulangi lagi untuk lini produksi yang sama 6, 7, 8 & 9 dan peningkatan berikut di Cp dan nilai Cpk diperoleh. Menempatkan pembahasan implementasi mengungkapkan seberang itu rate secara drastis turun kurang dengan demikian variabilitas proses.
 dan disitu harus terdapat aliran air pendingin yang sesuai untuk selesai lebih baik dari sabun pada mesin pembuat. 16. Pekerja harus dengan baik terlatih dan termotivasi. 17. Sistem pemeliharaan pencegahan dapat diikuti tempat dari pemeliharaan Gangguan hadiah sistem. Pada satu jengkal dari tahun sesuatu, banyak dengan mudah executable perbaiki (memperbaiki angka 1,2,3,4,5,6,7,10,13,15,16,17 seperti terlihat di bagian 5.13) diterapkan. Kemudian pembahasan seluruh diulangi lagi untuk lini produksi yang sama 6, 7, 8 & 9 dan peningkatan berikut di Cp dan nilai Cpk diperoleh. Menempatkan pembahasan implementasi mengungkapkan seberang itu rate secara drastis turun kurang dengan demikian variabilitas proses..")
Presentasi serupa






. Saat ini masyarakat atau konsumen telah memahami pentingnya pengendalian kualitas untuk spesifikasi dari.>")





 FOR MANUFACTURING PERFORMANCE IMPROVEMENT Mochamad saefullah 3333090793.>")










