Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
OPC, APC, MPPC, Routing Sheet
UNLOCK LOCK MODUL OPC, APC, MPPC, Routing Sheet Penyusun Modul: Gressela Hutasoit Indra Hidayat Michael Ronal Sibarani

2
Mengapa perlu mempelajari OPC, APC, RS, MPPC?
Apa TUJUAN dari Praktikum Ini???

3
Tujuan Praktikum 1 1. Membantu Praktikan mengetahui secara garis besar pengertian dari OPC, APC, Routing Sheet, dan MPPC. 2 2. Memberikan pembelajaran bagi praktikan mengenai cara membuat OPC, APC, Routing Sheet, dan MPPC. 3 3. Memberikan penjelasan tentang analisa mengenai penggunaan OPC, APC, Routing Sheet, dan MPPC, berdasarkan hasil yang telah diperoleh.

4
Operation Process Chart adalah ????

5
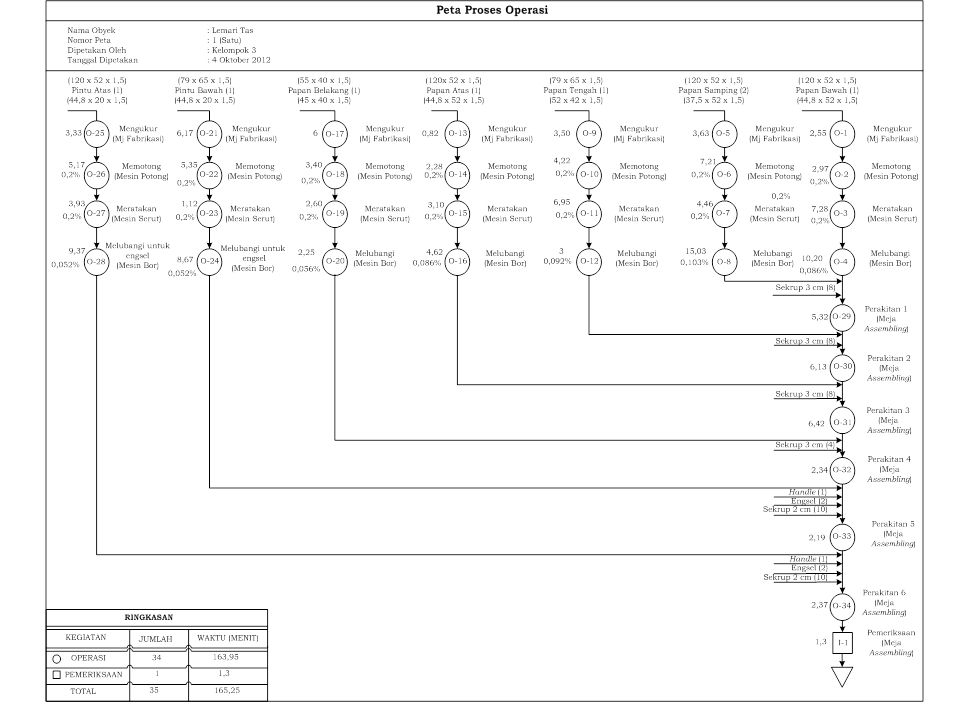
OPC Peta (Chart) Proses (Process) Operasi (Operation) Informasi
Gambaran yang menampilkan Proses (Process) Langkah-langkah proses yang akan dialami bahan baku Operasi (Operation) Mengenai urutan-urutan operasi dan pemeriksaan dari tahap awal sampai menjadi produk jadi Memuat informasi-informasi yang diperlukan untuk menganalisi lebih lanut seperti waktu, material, tempat, alat, dan mesin yang digunakan Informasi
 Langkah-langkah proses yang akan dialami bahan baku. Operasi. (Operation) Mengenai urutan-urutan operasi dan pemeriksaan dari tahap awal sampai menjadi produk jadi. Memuat informasi-informasi yang diperlukan untuk menganalisi lebih lanut seperti waktu, material, tempat, alat, dan mesin yang digunakan. Informasi.")
6
nformasi nformasi nformasi

7
Informasi yang diperoleh dari OPC
Jumlah kompoen utama yang akan diproses Keterangan dokumenter Ukuran komponen Waktu Proses/komponen Jenis mesin yang digunakan Total waktu produksi Informasi-informasi yang diperoleh dari peta proses operasi memiliki beberapa manfaat antara lain: Mengetahui kebutuhan terhadap mesin dan anggarannya. Memperkirakan kebutuhan terhadap bahan baku dengan memperhitungkan efisiensi tiap operasi dan pemeriksaan. Menentukan tata letak pabrik. Melakukan perbaikan cara kerja yang sedang digunakan. Melatih cara kerja.

8
Assembling Process Chart adalah ????

9
APC Peta (Chart) Proses (Process) Perakitan (Assembly) Guna
Gambaran yang menampilkan Proses (Process) Langkah-langkah proses yang akan dialami bahan baku atau komponen Perakitan (Assembly) Mengenai urutan-urutan perakitan dan pemeriksaan dari tahap awal sampai menjadi produk jadi Memuat informasi-informasi yang diperlukan untuk menganalisi lebih lanjut tata letak dan cara kerja Guna
 Langkah-langkah proses yang akan dialami bahan baku atau komponen. Perakitan. (Assembly) Mengenai urutan-urutan perakitan dan pemeriksaan dari tahap awal sampai menjadi produk jadi. Memuat informasi-informasi yang diperlukan untuk menganalisi lebih lanjut tata letak dan cara kerja. Guna.")
10
INFORMASI APA YANG DIPEROLEH DARI APC?
Ssshh..... Sshhhhsh

11
Informasi yang diperoleh dari APC
Keterangan dokumenter Aliran proses perakitan semua komponen Waktu proses perakitan komponen satu sama lain Total waktu perakitan

12
MANFAAT INFORMASI YANG DIPEROLEH DARI APC
Perbaikan cara kerja Alat latihan kerja Tata letak peralatan Kebutuhan operator Kebutuhan tiap komponen Kebutuhan peralatan Tata letak fasilitas MANFAAT INFORMASI YANG DIPEROLEH DARI APC

13
PERPUSTAKAAN

14
APA DEFINISI DARI ROUTING SHEET?

15
Routing Sheet Sheet (Lembar) Routing (Rute) Guna
Lembar kerja yang digunakan untuk mengidentifikasi efisiensi kebutuhan mesin Routing (Rute) Berdasarkan urutan mesin yang digunakan selama proses operasi tiap komponen Menghitung jumlah mesin yang diperlukan. Menghitung jumlah part yang harus dipersiapkan dalam usaha memperoleh sejumlah produk jadi yang diinginkan. Guna
 Berdasarkan urutan mesin yang digunakan selama proses operasi tiap komponen. Menghitung jumlah mesin yang diperlukan. Menghitung jumlah part yang harus dipersiapkan dalam usaha memperoleh sejumlah produk jadi yang diinginkan. Guna.")
16
Hal yang perlu diperhatikan dalam pembuatan
Routing Sheet Ada beberapa informasi tambahan* berkaitan dengan keperluan data untuk menghitung nilai pada tabel routing sheet. Waktu produksi dalam satu bulan adalah 4 minggu. Waktu produksi dalam 1 minggu adalah 5 hari, Waktu produksi dalam 1 hari adalah 8 jam, Produk yang diproduksi berdasarkan peramalan adalah 30 produk/hari, Efisiensi mesin sebesar 95%, Reabilitas sistem kerja sebesar 80%, produktifitas kerja per bulan sebesar 600 produk. * (sifatnya tidak tetap, hanya untuk praktek membuat routing sheet pada praktikum PTLF)
")
17
Cara Pengisian Tabel Routing Sheet
No. Op. Deskripsi Nama Mesin Produk Msn / jam % Scrap Bahan Diminta Bahan Dipersiapkan Effisiensi Msn Kebutuhan mesin Teori Aktual 1 2 3 4 5 6 7 8 9 10 Contoh kasus

19
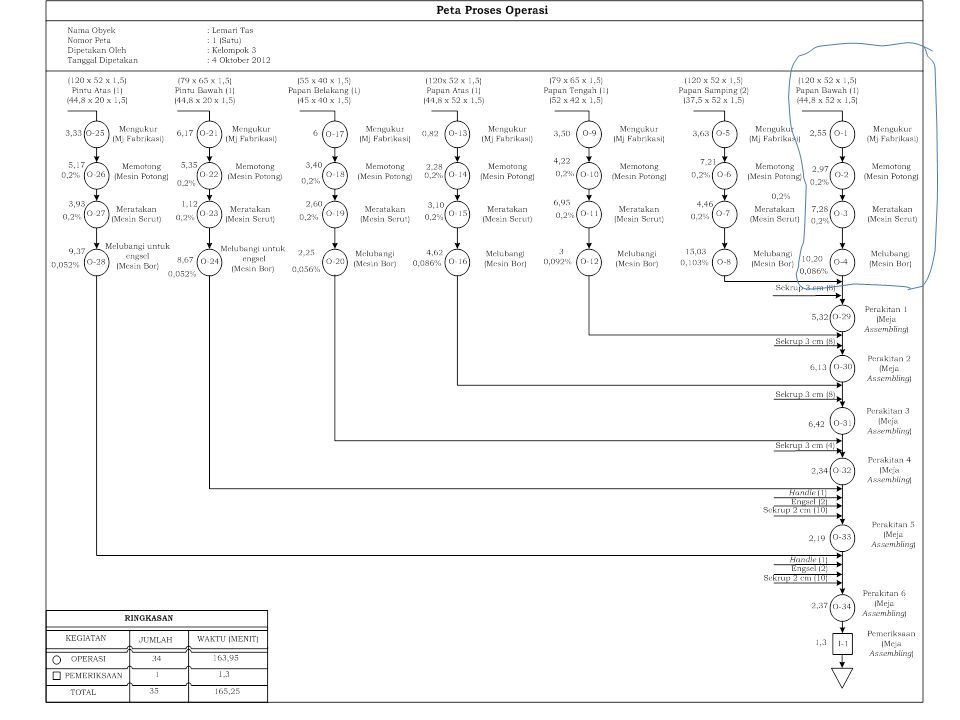
LIHAT OPC No, Operasi Deskripsi Nama Mesin Produksi % Scrap Bahan
Efisiensi Kebutuhan Mesin Mesin/jam Diminta Disiapkan Mesin Teoritis Aktual 1 2 3 4 5 6 7 8 9 10 002 Papan Bawah (1) O-1 Mengukur Meja Fabrikasi O-2 Memotong Mesin Potong O-3 Meratakan Mesin Serut O-4 Melubangi Mesin Bor LIHAT OPC
 O-1. Mengukur. Meja Fabrikasi. O-2. Memotong. Mesin Potong. O-3. Meratakan. Mesin Serut. O-4. Melubangi. Mesin Bor. LIHAT OPC.")
21
LIHAT OPC No, Operasi Deskripsi Nama Mesin Produksi % Scrap Bahan
Efisiensi Kebutuhan Mesin Mesin/jam Diminta Disiapkan Mesin Teoritis Aktual 1 2 3 4 5 6 7 8 9 10 002 Papan Bawah (1) O-1 Mengukur Meja Fabrikasi 23,53 O-2 Memotong Mesin Potong 20,21 0.002 O-3 Meratakan Mesin Serut 8,25 0,002 O-4 Melubangi Mesin Bor 5,89 0,00086 LIHAT OPC
 O-1. Mengukur. Meja Fabrikasi. 23,53. O-2. Memotong. Mesin Potong. 20, O-3. Meratakan. Mesin Serut. 8,25. 0,002. O-4. Melubangi. Mesin Bor. 5,89. 0, LIHAT OPC.")
22
INGAT !!! SATUAN MASIH DALAM MENIT %SKRAP BELUM DIBAGI SERATUS

23
= 60 MENIT / 2,55 MENIT = 23,53 = 60 MENIT / 2,97 MENIT = 20,21
No, Operasi Deskripsi Nama Mesin Produksi % Scrap Bahan Efisiensi Kebutuhan Mesin Mesin/jam Diminta Disiapkan Mesin Teoritis Aktual 1 2 3 4 5 6 7 8 9 10 002 Papan Bawah (1) O-1 Mengukur Meja Fabrikasi 23,53 O-2 Memotong Mesin Potong 20,21 0.002 O-3 Meratakan Mesin Serut 8,25 0,002 O-4 Melubangi Mesin Bor 5,89 0,00086 = 60 MENIT / 2,55 MENIT = 23,53 = 60 MENIT / 2,97 MENIT = 20,21
 O-1. Mengukur. Meja Fabrikasi. 23,53. O-2. Memotong. Mesin Potong. 20, O-3. Meratakan. Mesin Serut. 8,25. 0,002. O-4. Melubangi. Mesin Bor. 5,89. 0, = 60 MENIT / 2,55 MENIT. = 23,53. = 60 MENIT / 2,97 MENIT. = 20,21.")
24
No, Operasi Deskripsi Nama Mesin Produksi % Scrap Bahan Efisiensi Kebutuhan Mesin Mesin/jam Diminta Disiapkan Mesin Teoritis Aktual 1 2 3 4 5 6 7 8 9 10 002 Papan Bawah (1) O-1 Mengukur Meja Fabrikasi 23,53 30,17 31,76 0,22 O-2 Memotong Mesin Potong 20,21 0.002 30,1 0,25 O-3 Meratakan Mesin Serut 8,25 0,002 30,03 31,69 0,61 O-4 Melubangi Mesin Bor 5,89 0,00086 30 31,62 0,84 LIHAT DATA PENUNJANG, DIASUMSIKAN NILAINYA 30. APABILA NILAINYA (KUANTITAS) = 2, MAKA NILAI ASUMSI DIKALI DENGAN 2 = 60. JADI, BAHAN DIMINTA UNTUK KEGIATAN MELUBANGI =60
 O-1. Mengukur. Meja Fabrikasi. 23,53. 30,17. 31,76. 0,22. O-2. Memotong. Mesin Potong. 20, ,1. 0,25. O-3. Meratakan. Mesin Serut. 8,25. 0, ,03. 31,69. 0,61. O-4. Melubangi. Mesin Bor. 5,89. 0, ,62. 0,84. LIHAT DATA PENUNJANG, DIASUMSIKAN NILAINYA 30. APABILA NILAINYA (KUANTITAS) = 2, MAKA NILAI ASUMSI DIKALI DENGAN 2. = 60. JADI, BAHAN DIMINTA UNTUK KEGIATAN MELUBANGI. =60.")
25
No, Operasi Deskripsi Nama Mesin Produksi % Scrap Bahan Efisiensi Kebutuhan Mesin Mesin/jam Diminta Disiapkan Mesin Teoritis Aktual 1 2 3 4 5 6 7 8 9 10 002 Papan Bawah (1) O-1 Mengukur Meja Fabrikasi 23,53 30,17 31,76 0,22 O-2 Memotong Mesin Potong 20,21 0.002 30,1 0,25 O-3 Meratakan Mesin Serut 8,25 0,002 30,03 31,69 0,61 O-4 Melubangi Mesin Bor 5,89 0,00086 30 31,62 0,84 30,177 30,177 30,177 30,1 30,1 = 0,086/100 O-3 MERATAKAN = 30,03 / (1- 0,002) = 30,1 MELUBANGI= 30 / (1 – 0,00086) = 30,03 O-2 MEMOTONG = 30,1 / (1- 0,002) = 30,17
 O-1. Mengukur. Meja Fabrikasi. 23,53. 30,17. 31,76. 0,22. O-2. Memotong. Mesin Potong. 20, ,1. 0,25. O-3. Meratakan. Mesin Serut. 8,25. 0, ,03. 31,69. 0,61. O-4. Melubangi. Mesin Bor. 5,89. 0, ,62. 0,84. 30, , , ,1. 30,1. = 0,086/100. O-3 MERATAKAN = 30,03 / (1- 0,002) = 30,1. MELUBANGI= 30 / (1 – 0,00086) = 30,03. O-2 MEMOTONG = 30,1 / (1- 0,002) = 30,17.")
26
No, Operasi Deskripsi Nama Mesin Produksi % Scrap Bahan Efisiensi Kebutuhan Mesin Mesin/jam Diminta Disiapkan Mesin Teoritis Aktual 1 2 3 4 5 6 7 8 9 10 002 Papan Bawah (1) O-1 Mengukur Meja Fabrikasi 23,53 30,17 31,76 0,22 O-2 Memotong Mesin Potong 20,21 0.002 30,1 0,25 O-3 Meratakan Mesin Serut 8,25 000,2 30,03 31,69 0,61 O-4 Melubangi Mesin Bor 5,89 0,00086 30 31,62 0,84 31,69 31,62 EFISIENSI MESIN 95% O-1 = 30,17 / 0,95 = 31,76 31,76 O-2 = 30,17 / 0,95 = 31,76 31,76
 O-1. Mengukur. Meja Fabrikasi. 23,53. 30,17. 31,76. 0,22. O-2. Memotong. Mesin Potong. 20, ,1. 0,25. O-3. Meratakan. Mesin Serut. 8, ,2. 30,03. 31,69. 0,61. O-4. Melubangi. Mesin Bor. 5,89. 0, ,62. 0,84. 31,69. 31,62. EFISIENSI MESIN 95% O-1 = 30,17 / 0,95. = 31,76. 31,76. O-2 = 30,17 / 0,95. = 31,76. 31,76.")
27
O-1 = 31,76 / (KOLOM 4 X RELIABILITAS X JAM KERJA)
No, Operasi Deskripsi Nama Mesin Produksi % Scrap Bahan Efisiensi Kebutuhan Mesin Mesin/jam Diminta Disiapkan Mesin Teoritis Aktual 1 2 3 4 5 6 7 8 9 10 002 Papan Bawah (1) O-1 Mengukur Meja Fabrikasi 23,53 30,17 31,76 0,22 O-2 Memotong Mesin Potong 20,21 0.002 30,1 0,25 O-3 Meratakan Mesin Serut 8,25 0,002 30,03 31,69 0,61 O-4 Melubangi Mesin Bor 5,89 0,00086 30 31,62 0,84 0,25 0,61 0,84 O-1 = 31,76 / (KOLOM 4 X RELIABILITAS X JAM KERJA) = 31,76 / (23,53 X 0,8 X 8) = 0,22 0,22
 O-1. Mengukur. Meja Fabrikasi. 23,53. 30,17. 31,76. 0,22. O-2. Memotong. Mesin Potong. 20, ,1. 0,25. O-3. Meratakan. Mesin Serut. 8,25. 0, ,03. 31,69. 0,61. O-4. Melubangi. Mesin Bor. 5,89. 0, ,62. 0,84. 0,25. 0,61. 0,84. O-1 = 31,76 / (KOLOM 4 X RELIABILITAS X JAM KERJA) = 31,76 / (23,53 X 0,8 X 8) = 0,22. 0,22.")
28
KAPAN MAINTENANCE DILAKUKAN
USIA MESIN MAINTENANCE KUALITAS PRODUK KAPASITAS PRODUKSI BAGUS INDUSTRI MANUFAKTUR BAGUS KAPAN MAINTENANCE DILAKUKAN ANALISA REALIBILITAS EFISIENSI MESIN BAGUS INDUSTRI MANUFAKTUR BUTUH MESIN

29
RELIABILITAS = KEHANDALAN
BANYAKNYA PENGGUNAAN MESIN JAM KERJA JUMLAH PRODUK/JAM UJI RELIABILITAS NILAI RELIABILITAS PENGGUNAAN MESIN RELIABILITAS = KEHANDALAN PELUANG SEBUAH KOMPONEN (MESIN), MELAKUKAN FUNGSINYA DENGAN BAIK, DALAM KURUN WAKTU DAN OPERASI TERTENTU (EBELING & CHARLES, 1997, McGRAW-HILL) MISAL, HASIL ANALISA RELIABILITAS = 80 % ARTINYA, PELUANG KEHANDALAN MESIN BEKERJA DENGAN BAIK SESUAI DENGAN SISTEM PRODUKSI YANG DITERAPKAN ADALAH SEBESAR 0,8, SEDANGKAN PELUANG KEGAGALANNYA SEBESAR 0,2
, MELAKUKAN FUNGSINYA DENGAN BAIK, DALAM KURUN WAKTU DAN OPERASI TERTENTU (EBELING & CHARLES, 1997, McGRAW-HILL) MISAL, HASIL ANALISA RELIABILITAS = 80 % ARTINYA, PELUANG KEHANDALAN MESIN BEKERJA DENGAN BAIK SESUAI DENGAN SISTEM. PRODUKSI YANG DITERAPKAN ADALAH SEBESAR 0,8, SEDANGKAN PELUANG KEGAGALANNYA SEBESAR 0,2.")
30
MPPC adalah???

31
MPPC Peta (Chart) Suatu diagram yang menggambarkan Proses
(Process) Langkah-langkah proses yang akan dialami oleh bahan, baik bahan baku maupun bahan tambahan, seperti urutan-urutan operasi, pemeriksaan dan penyimpanan Banyak Komponen (Muly Product) Guna Untuk mengetahui jumlah pemakain kebutuhan mesin dari routing sheet
 Langkah-langkah proses yang akan dialami. oleh bahan, baik bahan baku maupun bahan tambahan, seperti urutan-urutan operasi, pemeriksaan dan penyimpanan. Banyak Komponen. (Muly Product) Guna. Untuk mengetahui jumlah pemakain kebutuhan mesin dari routing sheet.")
32
Apa yang saya butuhkan untuk membuat MPPC
ARGHHHGHHHHH Apa yang saya butuhkan untuk membuat MPPC

33
Hal yang perlu diperhatikan dalam pembuatan MPPC
Urutan proses operasi dan proses perakitan harus sama dengan yang diinformasikan pada OPC dan APC Simbol-simbol yang di pergunakan dalam MPPC ini sama dengan simbol- simbol yang di gunakan pada OPC, antara lain operasi, pemeriksaan dan penyimpanan. cara penomoran dilakukan berdasarkan urutan-urutan proses operasi perkomponen. Kebutuhan mesin teoritis SAMA DENGAN jumlah kebutuhan setiap mesin (misal, meja fabrikasi, mesin potong) dalam satu kegiatan , BUKAN SAMA DENGAN jumlah kebutuhan seluruh mesin untuk satu komponen
 dalam satu kegiatan , BUKAN SAMA DENGAN jumlah kebutuhan seluruh mesin untuk satu komponen.")
34
Bagan Strukturan MPPC Total Mesin yang harus dipersiapkan Hasil
pembulatan teoritis Bahan yang disiapkan

35
SEKIAN DAN TERIMAKASIH
UNLOCK LOCK SEKIAN DAN TERIMAKASIH

Presentasi serupa















>")



