Upload presentasi
1
Tempering Tujuan proses tempering adalah :
Mengurangi stress yang timbul selama quenching. Menambah sifat terpenting bagi benda yang sudah dikeraskan, yaitu keuletan strukturnya. Untuk menurunkan kekerasan pada baja / logam paduan biasa, tetapi berguna untuk menaikkan kekerasan pada baja jenis “Hot Work Steel & HSS”.

2
Metode Tempering Tempering dilakukan setelah quench hardening (suhu baja pada ±40 ºC /104 ºF setelah quenching) Material baja dipanaskan pada 150 ºC/302 ºF s/d 400 ºC / 752 ºF, sehingga terbentuk struktur Troostite. Material baja dipanaskan pada 400 ºC/752 ºF s/d 700 ºC / 1292 ºF, sehingga terbentuk struktur Sorbite. Struktur Sorbite lebih lunak dan tidak sekuat struktur Troostite, tetapi struktur Sorbite memiliki nilai kekuatan tarik yang cukup.

3
Austempering Austempering adalah teknik quencing.
Caranya adalah material tidak diquenching melalui proses perubahan Martensite tetapi dilakukan quenching dengan suhu diatas suhu martensite berbentuk MS (± 315 ºC / 600 ºF). Setelah mencapai suhu tersebut maka ditahan selama waktu tertentu sehingga terjadi perubahan struktur Austenite menjadi Bainite. Struktur Bainite cukup tangguh tanpa tempering dan terjadinya keretakan dapat diminimalis.
. Setelah mencapai suhu tersebut maka ditahan selama waktu tertentu sehingga terjadi perubahan struktur Austenite menjadi Bainite. Struktur Bainite cukup tangguh tanpa tempering dan terjadinya keretakan dapat diminimalis.")
5
Martempering Martempering adalah sama seperti proses Austempering kecuali ada bagian material yang didinginkan secara perlahan melalui perubahan Martensite. Struktur material yang dihasilkan proses ini adalah struktur material Martensite seperti struktur material hasil Quenching cepat. Keuntungan Martempering dibanding Quenching cepat adalah kecilnya distorsi dan keretakan yang terjadi.

6
Hardening ( Pengerasan )
Adalah proses pemanasan dan pendinginan secara cepat untuk mendapatkan struktur material baja keras Martensite.

7
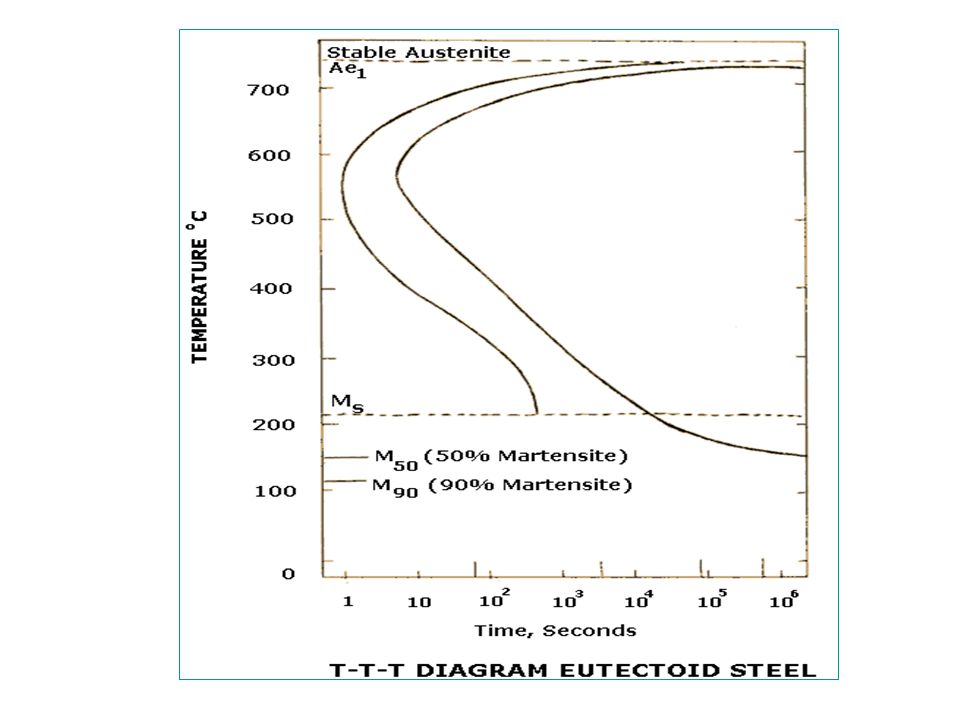
Grafik Perubahan Struktur

8
Langkah Proses Pengerasan
Pemanasan dilakukan secara bertahap (dengan preheating) untuk memperkecil deformasi atau resiko retak. Setelah temperatur pengerasan (austenitizing), ditahan dalam selang waktu tertentu (holding time) kemudian didinginkan secara cepat (quenching). Pilih media pendingin (quenching) yang sesuai untuk tiap jenis baja (mengacu tabel produsen baja).
 untuk memperkecil deformasi atau resiko retak. Setelah temperatur pengerasan (austenitizing), ditahan dalam selang waktu tertentu (holding time) kemudian didinginkan secara cepat (quenching). Pilih media pendingin (quenching) yang sesuai untuk tiap jenis baja (mengacu tabel produsen baja).")
9
Grafik Siklus Pengerasan
Dengan 1 tahap Preheating Dengan 2 tahap Preheating

10
Macam kegagalan proses pengerasan
Oksidasi. Dekarburasi. Quenching Cracks. Perubahan ukuran dan bentuk sesudah pendinginan ( quenching ). Kekerasan material / benda kerja berkurang atau tidak tercapai.
. Kekerasan material / benda kerja berkurang atau tidak tercapai.")
11
Oksidasi Merupakan reaksi antara Fe dengan O2.
Penyebab : adanya oksigen di dalam oven atau timbul nyala api. Efek oksidasi : terkelupasnya permukaan baja dan terlepasnya kadar C ( karbon ). Cara untuk menghindari : menggunakan media pelindung ( mis : arang, nitrogen, larutan garam ) pada saat pemanasan.
. Cara untuk menghindari : menggunakan media pelindung ( mis : arang, nitrogen, larutan garam ) pada saat pemanasan.")
12
Dekarburasi Merupakan kondisi dimana permukaan baja kehilangan kadar C ( karbon ). Penyebab : adanya oksidasi. Efek dekarburasi : kekerasan tidak tercapai atau kekerasan turun. Cara untuk menghindari : menggunakan media pelindung supaya tidak terjadi oksidasi (contoh : arang)
")
13
Quenching Cracks Adalah kondisi benda kerja retak setelah diquenching akibat terjadinya perbedaan kecepatan pendinginan antara permukaan dan inti dari benda kerja. Cara untuk menghindari : Menggunakan media quenching yang sesuai dengan referensi produsen baja. Membuat desain khusus pada benda kerja untuk menghindari kondisi kritis (mis : profile radius)
")



 Agatha ( )>")
>")








.>")


>")
>")


