Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
PROSEDUR PENGECATAN KAPAL

2
Prosedur Pengecatan I Pendahuluan II Faktor Utama Pemakaian Cat
III Cat dan Komposisi IV Klasifikasi dan Sifat Cat V Cara Cat Memproteksi VI Karakteristik dari Jenis Cat, dengan pemakaian bahan pengikat utama VII Pemilihan Jenis Cat

3
Prosedur Pengecatan VIII Spesifikasi dan Data Teknis Produk
IX Pembersihan Permukaan X Persiapan Pembersihan Kedua, pada permukaan yang sudah di Shopprimer dan pada area yang rusak XI Pengecatan XII Pokok-pokok Pemeriksaan XIII Perawatan dan Perbaikan XIV Keselamatan Kerja

4
I Pendahuluan Salah satu metoda yang paling banyak digunakan dalam menanggulangi Korosi dan terbukti efektif dan ekonomis adalah Cat Cat adalah Lapis Pelindung, melindungi dengan cara membentuk suatu lapisan tipis antara permukaan dengan ekses paling luar atau lingkungan sekitarnya. Untuk mendapatkan hasil yang baik dan tahan lama, maka pengetahuan mengenai cat, tehnik, cara pemakaian secara tepat sangat penting.

5
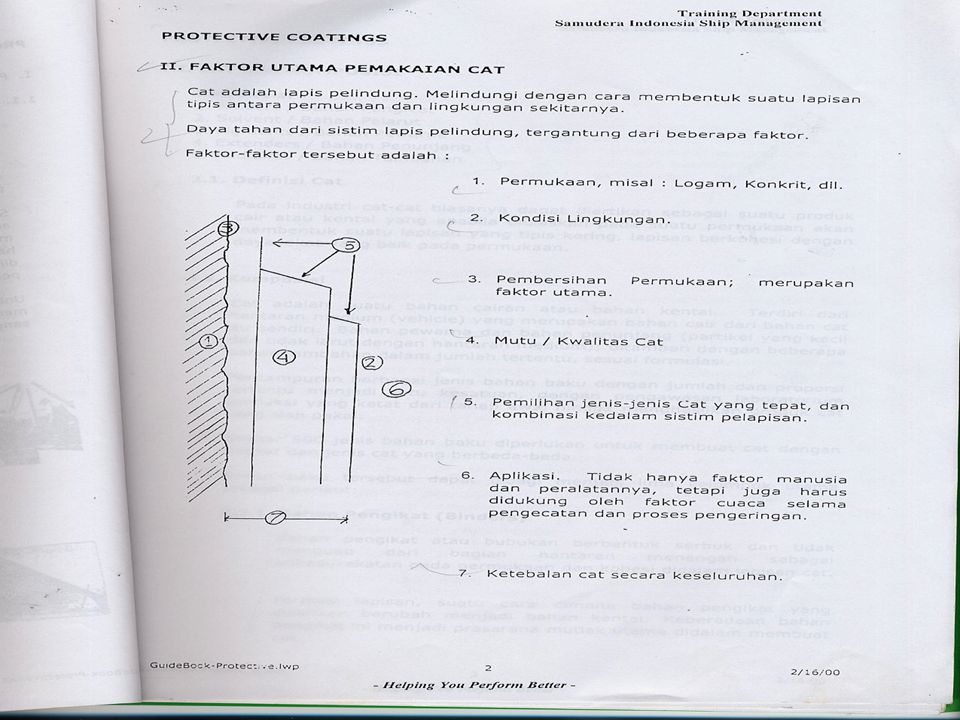
II Faktor Utama Pemakaian Cat
Daya tahan sistim lapis pelindung, tergantung dari 1. Permukaan, misal logam, 2. Kondisi Lingkungan 3. Pembersihan Permukaan, sebagai Faktor Utama 4. Mutu/kualitas Cat 5. Pemilihan Jenis-jenis Cat yang tepat, dan Kombinasi kedalam sistim pelapisan 6. Aplikasi, tidak hanya faktor manusia dan peralatannya, tetapi juga harus didukung faktor cuaca selama pengecatan dan proses pengeringan 7. Ketebalan Cat secara keseluruhan

7
III Cat dan Komposisi Komposisi : 1. Binders / Bahan Pengikat
2. Solvent / Bahan Pelarut 3. Pigment / Bahan Pewarna 4. Extenders / Bahan Penunjang 5. Additives / Bahan Tambahan 3.1 Definisi Cat : Produk cair atau kental yang apabila diulaskan pada suatu permukaan akan membentuk suatu lapisan yang tipis kering, lapisan berkohesi dengan daya lekat yang baik pada permukaan.

8
3.2 Komposisi Cat adalah suatu bahan cairan/bahan kental
Terdiri dari : 1. Hantaran medium (vehicle)merupakan bahan cair dari bahan cat itu sendiri 2. Bahan pewarna dan bahan penunjang (partikel kecil dan tidak larut dengan hantaran medium) 3. Ditambah dengan beberapa bahan tambahan, dalam jumlah tertentu sesuai formulasi.
merupakan bahan cair dari bahan cat itu sendiri. 2. Bahan pewarna dan bahan penunjang (partikel kecil dan tidak larut dengan hantaran medium) 3. Ditambah dengan beberapa bahan tambahan, dalam jumlah tertentu sesuai formulasi.")
9
3.2.1 Bahan Pengikat(Binder)
Bahan pengikat berbentuk serbuk dan tidak menguap dari bagian hantaran menengah sebagai adhesi pada permukaan dan kohesi didalam lapisan cat. Bahan pengikat yang dicairkan berubah menjadi bahan kental.Bahan pengikat ini menjadi prasarana mutlak utama didalam membuat cat.

10
3.2.2 Bahan Pelarut(Solvent)
Pelarut diperlukan untuk mencairkan bahan pengikat(binders) pada saat produksi dan pelaksanaan aplikasi. Pemilihan jenis pelarut berfungsi sebagai prasarana aplikasi yang dapat mempengaruhi proses pengeringan. Yang disebut sebagai flash point atau percepatan titik nyala.
 pada saat produksi dan pelaksanaan aplikasi. Pemilihan jenis pelarut berfungsi sebagai prasarana aplikasi yang dapat mempengaruhi proses pengeringan. Yang disebut sebagai flash point atau percepatan titik nyala.")
11
3.2.3 Bahan Pewarna Bahan pewarna pada cat akan memberikan warna dan pengaburan(kekuatan tersembunyi) misal: menutupi permukaan yang ada dibawahnya,dalam bentuk partikel,padat dan kering pada lapisan. Keuntungan penggunaan bahan pewarna: mencegah korosi,dan biokimia aktif yang dikandung bahan pewarna dipakai pula pada jenis cat antifouling.
 misal: menutupi permukaan yang ada dibawahnya,dalam bentuk partikel,padat dan kering pada lapisan. Keuntungan penggunaan bahan pewarna: mencegah korosi,dan biokimia aktif yang dikandung bahan pewarna dipakai pula pada jenis cat antifouling.")
12
3.2.4 Bahan Penunjang(Pengisi)
Selain mengurangi biaya pembuatan cat,pemilihan bahan penunjang dapat menambah daya keras mekanis pada lapisan cat dan meningkatnya prasarana aplikasi sebagai bagian dari cat itu sendiri.Bahan ini ditambahkan pada bahan cat yang tidak menguap.

13
3.2.5 Bahan Tambahan(Additives)
Berbagai kelas dan jenis bahan tambahan menjadi tumpuan produsen cat saat ini. Tujuannya untuk mencapai hasil yang lebih baik dan sebagai pengaman produksi,agar cat dapat tahan lama(shelf life),pencegahan running/sagging(meleleh)dan yang lainnya.
,pencegahan running/sagging(meleleh)dan yang lainnya.")
14
I.V. KLASIFIKASI DAN SIFAT CAT
4.1 Beberapa dasar-dasar kimia. 4.2 Klasifikasi bahan pengikat Kering secara alam Kering dengan reaksi kimia. 4.3 Diagram klasifikasi.

16
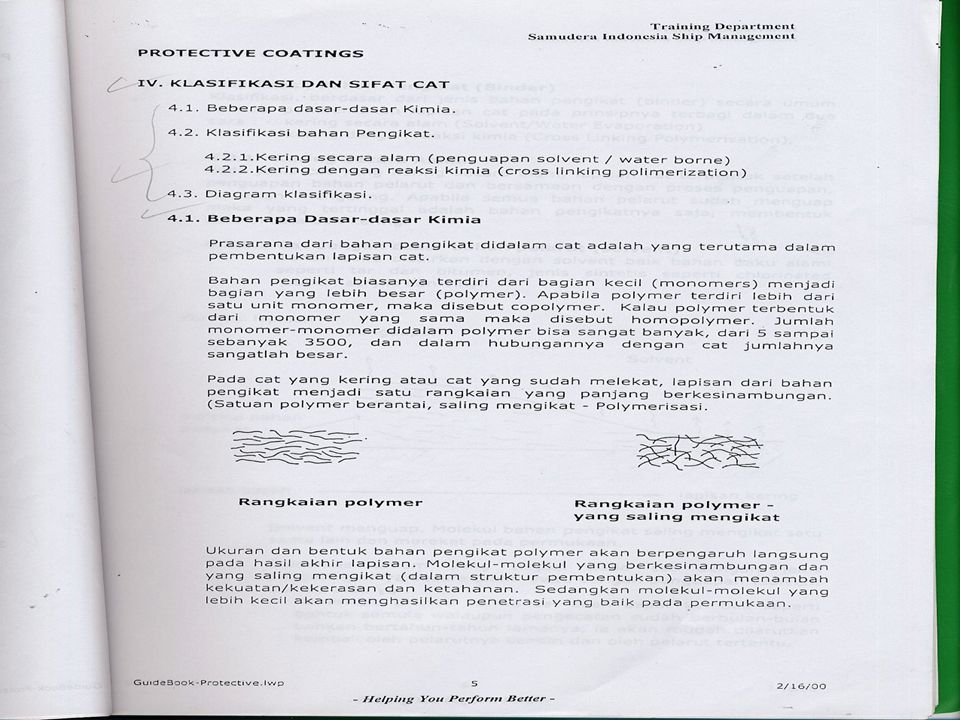
4.1 Beberapa dasar-dasar kimia
Prasarana dari bahan pengikat didalam cat adalah yang terutama dalam pembentukan lapisan cat. Bahan pengikat biasanya terdiri dari bagian kecil(monomers) menjadi bagian yang lebih besar(polymer).Apabila polymer terdiri lebih dari satu unut monomer,maka disebut copolymer. Kalau polymer terbentuk dari menomer yang sama maka disebut homopolymer.(Satuan polymer berantai,saling mengikat-Polymerisasi). Ukuran dan bentuk bahan pengikat polymer akan berpengaruh langsung pada hasil akhir lapisan.
 menjadi bagian yang lebih besar(polymer).Apabila polymer terdiri lebih dari satu unut monomer,maka disebut copolymer. Kalau polymer terbentuk dari menomer yang sama maka disebut homopolymer.(Satuan polymer berantai,saling mengikat-Polymerisasi). Ukuran dan bentuk bahan pengikat polymer akan berpengaruh langsung pada hasil akhir lapisan.")
17
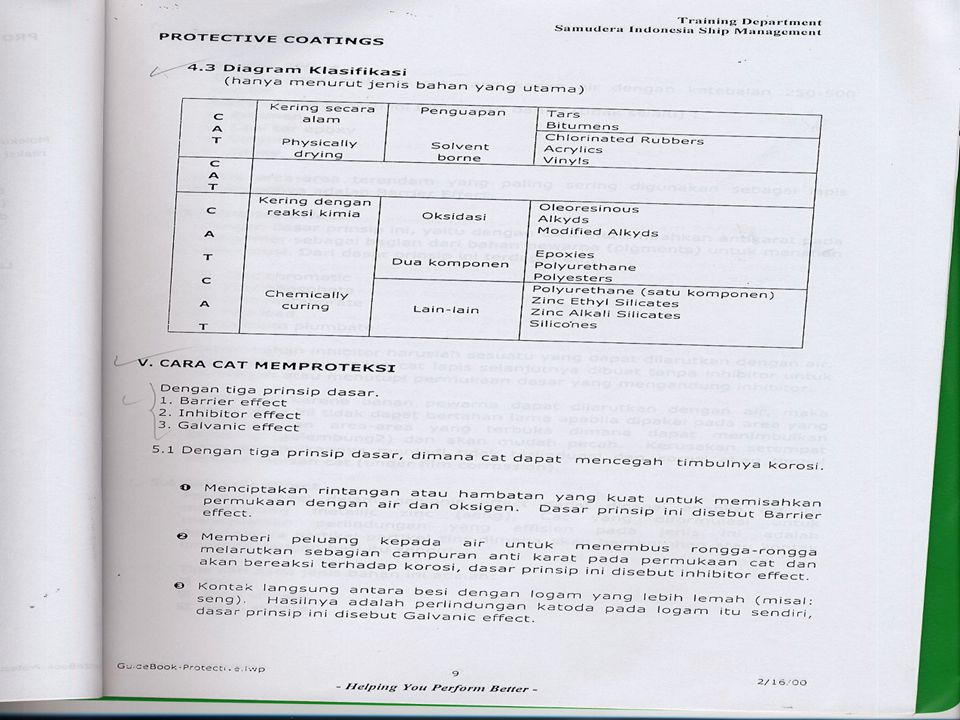
4.2 Klasifikasi, Bahan pengikat (Binder)
.Klasifikasi, berdasar dari jenis bahan pengikat(binder) secara umum formasi pembentukan lapisan cat pada prisipnya terbagi dalam dua cara: - Kering secara alam(Solvent/Water Evaporation) - Kering dengan reaksi kimia(Cross Linking Polymerisation).
 secara umum formasi pembentukan lapisan cat pada prisipnya terbagi dalam dua cara: - Kering secara alam(Solvent/Water Evaporation) - Kering dengan reaksi kimia(Cross Linking Polymerisation).")
18
4.2.1 Kering Secara Alami Pada jenis cat yang kering secara alam, apabila telah terjadi penguapan bahan pelarut yang bersamaan.

19
4.2.1.1 Cat dengan dasar bahan pelarut (Solvent)
Bahan baku dicairkan dengan solvent baik bahan baku secara alami seperti tar dan bitumen, jenis sintetis seperti chlorinated rubber, acrylicdan vinyl. Molekul bahan pengikat saling mengikat satu sama lain dan merekat pada permukaan.

21
Sifat pengeringan secara alam yaitu dengan penguapan(solvent borne):
- Reversible artinya bahwa cat akan dapat kembaliseperti bentuk semula walaupun pengecatan sudah berbulan-bulan lamanya, Ia akan mudah dilarutkan kembali oleh pelarutnya sendiri dan oleh pelarut tertentu. - Solvent sensitif artinya cat sangat peka dan tidak tahan terhadap pelarut yang lebih kuat dari pada larutannya sendiri. - Temperatur tidak mempengaruhi pembentukan lapisan, selama tidak adanya reaksi kimia pada saat pembentukan formasi lapisan.

22
- Thermoplastic artinya bahwa cat tersebut akan menjadi lunak dan lentur pada temperatur tertentu.

23
4.2.2 Chemically curing/kering denganreaksi kimia
Pada proses pengeringan dengan cara reak si kimia,molekul-molekul bahan pengikat dan bahan-bahan lainnya akan bereaksi pada saat basah, saling bereaksi antara satu dengan yang lainnya atau disebut polymerisasi, bersamaan dengan penguapan solvent.

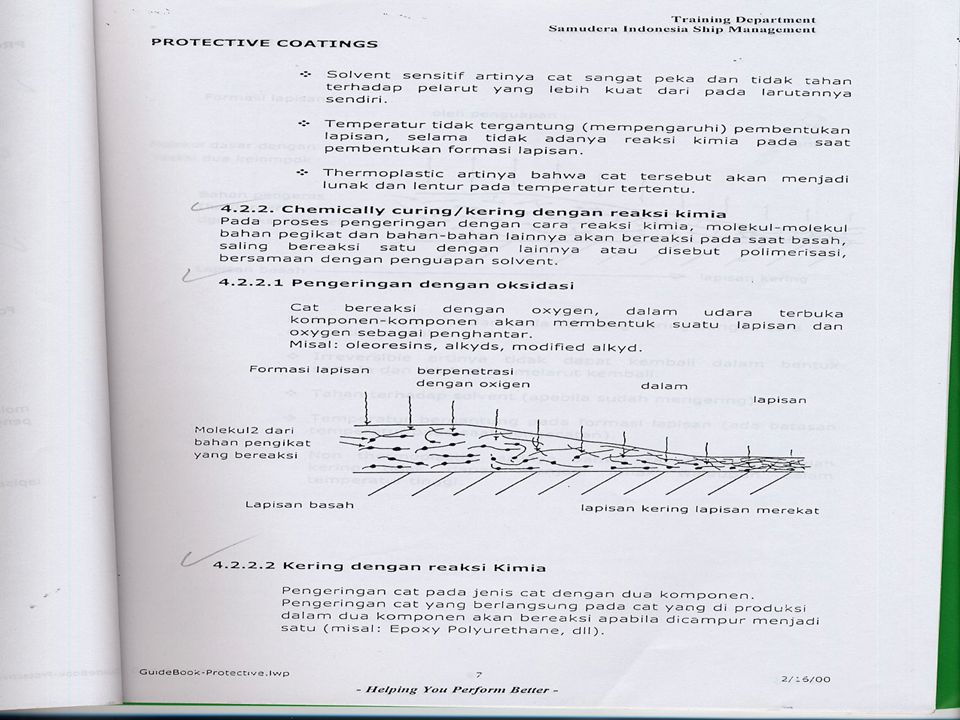
24
Pengeringan dengan oksidasi Cat bereaksi dengan oksigen ,dalam udara terbuka komponen-komponen akan membentuk suatu lapisan dan oksigen sebagai penghantar.Misal Oleoresins,alkyds,modified alkyd Kering dengan resksi kimia Pengeringan cat pada jenis cat dengan dua komponen.Pengeringan cat yang berlangsung pada cat yang diproduksi dalam dua komponen akan bereaksi apabila dicampur menjadi satu(Epoxy polyurethane,dll).
..")
26
Sifat cat kering dengan reaksi kimia: - Irreversible artinya tidak dapat kembali kebentuk semula dan tidak akan melarut lagi. - Tahan terhadap solvent. -Temperatur bergantung pada formasi lapisan. - Non thermoplastic artinya bahwa cat tersebut setelah kering dapat menjadi lunak walaupun dalam temperatur tinggi.

29
V. CARA CAT MEMPROTEKSI. DENGAN TIGA PRINSIP DASAR. 1. Barrier effect
V. CARA CAT MEMPROTEKSI DENGAN TIGA PRINSIP DASAR. 1. Barrier effect 2. Inhibitor effect 3. Galvanic effect

30
5.1 Dengan tiga prinsip dasar, dimana cat dapat mencegah timbulnya korosi. 1. Menciptakan hambatan yang kuat untuk memisahkan permukaan dengan air dan oksigen, disebut Barrier effect. 2. Melarutkan sebagian campuran anti karat pada permukaan catdan bereaksi terhadap korosi, disebut Inhibitor effect. 3. Kotak langsung antara besi dan logam yang lebih lemah(misal seng).hasilnya adalah perlindungan pada logam itu sendiri, disebut Galvanic effect.
.hasilnya adalah perlindungan pada logam itu sendiri, disebut Galvanic effect..")
31
5.2 Barrier effect Dengan melapisi cat dengan ketebalan micron. Biasanya terdiri dari bahan: - Bitumen - Coal tar epoxy -Vinyl tar -Epoxy Sering digunakan pada area-area terendam.

32
5.3 Inhibitor Effect Dengan cara menambahkan anti karat pada cat primer sebagai bagian dari bahan pewarna(pigments) untuk menahan laju korosi. Biasanya terdiri dari bahan: - Zinc chromatic - Zinc Phosphate - Zinc metaborate - Red lead - Calcium plumbate Kurang bagus pada area yang terendam atau terbuka, dimana dapat menimbulkan blistering(gelembung2) dan akan mudah pecah.
 dan akan mudah pecah..")
33
5.4 Galvanic Effect Dapat melindungi besi apabila cat yang dipakai mengandung metallic zinc(seng). Biasanya terdiri dari bahan: - Epoxy - Ethyl silicate - Alkali silicate Yang mutlak harus dilakukan dalam menggunakan cat ini adalah bahwa permukaan besi harus bersih.

34
VI. KARAKTERISTIK DARI JENIS CAT, DENGAN PEMAKAIAN BAHAN PENGIKAT YANG UTAMA. 6.1 Beberapa jenis produksi cat dari berbagai macam bahan pengikat(Binder type) Cat dengan satu komponen Jenis Tar’s dan Bitumens: Cat ini tidak memakai zat pewarna, karena sudah mengandung arang dan berwarna hitam. Coal tar dihasil dari batu bara, dan Bitumen banyak mengandung residu dari hasil penyulingan minyak. Tar Bitumens adalah cat yang sederhana,tidak tahan cuaca, karena penguapan dari solventnya agak lambat, mudah beroksidasi terhadap alam(udara) dan mudah pecah2.
 Cat dengan satu komponen Jenis Tar’s dan Bitumens: Cat ini tidak memakai zat pewarna, karena sudah mengandung arang dan berwarna hitam. Coal tar dihasil dari batu bara, dan Bitumen banyak mengandung residu dari hasil penyulingan minyak. Tar Bitumens adalah cat yang sederhana,tidak tahan cuaca, karena penguapan dari solventnya agak lambat, mudah beroksidasi terhadap alam(udara) dan mudah pecah2..")
35
Sifat dari Tars dan Bitumens secara umum: - Kedap air - Baik untuk pengecatan daerah kimia - Daya lekat yang baik antara lapis pertama dan berikutnya. - Sangat sederhana(harga relatif murah) - Kurang tahan terhadap tendensi untuk pencemaran warna, apabila pengecatan akhirnya bukan dari jenis Tar atau Bitumens.
 - Kurang tahan terhadap tendensi untuk pencemaran warna, apabila pengecatan akhirnya bukan dari jenis Tar atau Bitumens..")
36
Jenis Chlorinated Rubber: - Cat jenis ini terbuat dari bahan sintetis semacam latex yang diolah bersama bahan dasar lainnya, seperti resin dll. - Apabila pelarutnya sudah menguap, maka lapisan karet dan bahan resin lainnya akan membentukpermukaan yang rata dan keras. Tahan terhadap air dan bahan kimia, tetapi mudah rusak. - Sifatnya lentur seperti plastik dalam pembentukan formasi. - Pencampuran bahan latex(karet) dan bahan seperti plastik sangat baik kegunaannya untuk anti karat, pelindung dari bahan kimia, untuk pengecatan beton(concrete).
 dan bahan seperti plastik sangat baik kegunaannya untuk anti karat, pelindung dari bahan kimia, untuk pengecatan beton(concrete)..")
37
Pada umumnya sifat dari jenis Chlorinated rubber: - Tahan terhadap polusi - Tahan terhadap bahan kimia - Daya lekat yang baik antara pengecatan pertama dan selanjutnya, walaupun sudah beberapa lama berselang. - Tahan terhadap cuaca(lingkungan) - Kurang tahan terhadap minyak hewan dan minyak tumbuhan dan terhadap pelarut. - Tidak tahan panas(max.60 C/ 140 F) - Sifat kelenturan yang baik - Pada warna lembut akan menguning dan warna gelap akan memudar - Mudah hancur bila terkena pelarut yang sangat keras.
 - Kurang tahan terhadap minyak hewan dan minyak tumbuhan dan terhadap pelarut. - Tidak tahan panas(max.60 C/ 140 F) - Sifat kelenturan yang baik - Pada warna lembut akan menguning dan warna gelap akan memudar - Mudah hancur bila terkena pelarut yang sangat keras..")
38
Jenis Vinyl Pencampuran antara bahan dasar vinyl chloride atau vinyl acetate dapat memberikan pelarutan pada bahan perekat(binder). Pada umumnya sifat dari jenis vinyl: - Pengeringan yang cepat - sangat baik daya lekatnya antara pengecatan pertama dan selanjutnya. - Tahan terhadap bahan kimia - Tahan terhadap cuaca - Tidak tahan panas(60 C/140 F) - Mudah hancur bila terkena pelarut yang keras(aromatic)
 - Mudah hancur bila terkena pelarut yang keras(aromatic).")
39
Jenis Acrylic Diproduksi dengan cara mencampur beberapa type acrylic. Berwarna bening. Sifat dari jenis Acrylic: - Pengeringan yang cepat - Tahan terhadap polusi air - Daya lekat yang baik antara pengecatan pertama dan selanjutnya - Pancaran warna dan kilap yang baik - Tidak tahan terhadap pelarut - Mudah hancur bila terkena pelarut yang keras (aromatic).
..")
40
Jenis Alkyd antara lain: - Short oil alkyd: mengandung kurang dari 40% zat gemuk dan asam. - Medium oil alkyd: mengandung 40%-60% zat gemuk dan asam. - Long oil alkyd: mengandung lebih dari 60% zat gemuk dan asam. Sifat dari jenis Alkyd: - Tahan terhadap cuaca - Cukup baik dalam warna dan kilap - Pelarutnya adalah “white spirit”. - Kurang tahan terhadap alkali - Tidak tahan terhadap polusi air - Tenggang waktu pengecatan antara lapis pertama dan selanjutnya terbatas

41
Jenis Epoxy Ester: Epoxy Ester adalah jenis epoxy yang dikemas dalam satu komponen. Bahan pengering yang cepat, memberikan hasil lebih baik dibanding dengan alkyd. Agak tahan terhadap polusi air dan alkali, tetapi mudah memudar dan buram. Epoxy Ester memiliki daya lekat yang baik berfungsi sebagai anti karat.

42
6. 1. 2 Cat Dua Komponen 6. 1. 2. 1 Jenis Epoxy,
6.1.2 Cat Dua Komponen Jenis Epoxy, Cat jenis ini dapat mengering pada temperatur biasa(normal), karena adanya “Curing Agent”. Sifat dari jenis Epoxy(dua komponen): - Tahan terhadap bahan kimia - dapat melekat dengan baik - Tahan terhadap polusi air - Lebih tahan terhadap benturan,gesekan. - Tahan terhadap cuaca - Tenggang waktu pengecatan harus diperhatikan - Tahan sampai dengan temperatur tertentu.
, karena adanya Curing Agent . Sifat dari jenis Epoxy(dua komponen): - Tahan terhadap bahan kimia - dapat melekat dengan baik - Tahan terhadap polusi air - Lebih tahan terhadap benturan,gesekan. - Tahan terhadap cuaca - Tenggang waktu pengecatan harus diperhatikan - Tahan sampai dengan temperatur tertentu.")
43
Jenis Coaltar Epoxy: Cat jenis ini adalah campuran antara coaltar dengan epoxy resin. Cat jenis ini sangat baik/tahan terhadap air, tetapi kurang baik pada cuaca/lingkungan terbuka. Tendensi untuk pencemaran warna terhadap cat akhir. Tenggang waktu pengecatan sangat terbatas.

44
6. 1. 2. 3 Jenis Polyurethane(dua komponen)
Jenis Polyurethane(dua komponen). - Cat jenis ini dibentuk dari reaksi antara isocyanate dan alkohol. - Isocyanate dapat berupa aromatic(bahan kimia yang mengandung bensin dan sejenis)atau aliphatic(tanpa kandungan bensin dan sejenis). - Aromatic isocyanate lebih cepat kering dibandingkan dengan aliphatic, tetapi dia akan memudar bila digunakan diluar ruangan. - Aliphatic isocyanates diproses untuk warna cemerlang. Tahan terhadap sinar ultra violet(UV), maka lebih banyak disarankan untuk digunakan diluar ruangan sebagai cat akhir(finish coat).
. - Cat jenis ini dibentuk dari reaksi antara isocyanate dan alkohol. - Isocyanate dapat berupa aromatic(bahan kimia yang mengandung bensin dan sejenis)atau aliphatic(tanpa kandungan bensin dan sejenis). - Aromatic isocyanate lebih cepat kering dibandingkan dengan aliphatic, tetapi dia akan memudar bila digunakan diluar ruangan. - Aliphatic isocyanates diproses untuk warna cemerlang. Tahan terhadap sinar ultra violet(UV), maka lebih banyak disarankan untuk digunakan diluar ruangan sebagai cat akhir(finish coat).")
45
Sifat umum dari Polyurethane: - Daya kilap yang baik - Cahaya/warna yang cemerlang(aliphatic type). - Tahan cuaca/lingkungan. - Lapisan sangat keras. - Tahan terhadap larutan kimia. - Dapat kering pada temperatur rendah. - Tahan goresan. - Tenggang

46
Jenis Zinc Silicate: - Bahan perekat dari silicate sangat diperlukan khususnya untuk mencapur kadar silicone oxide yang tinggi. Untuk menghasilkan proteksi yang baik, di campur dengan pigment(pewarna) zinc, maka menjadi zinc Silicate. Sifat dari Zinc Silicate: - Tahan terhadap cuaca - tahan terhadap larutan tertentu - Lapisan yang sangat keras - Tahan panas(s/d 400 C/752 F) - Sangat baik dalam hal proteksi karat. - Tahan terhadap polusi air(hanya PH 6-9).
 zinc, maka menjadi zinc Silicate. Sifat dari Zinc Silicate: - Tahan terhadap cuaca - tahan terhadap larutan tertentu - Lapisan yang sangat keras - Tahan panas(s/d 400 C/752 F) - Sangat baik dalam hal proteksi karat. - Tahan terhadap polusi air(hanya PH 6-9)..")
47
Jenis Silicone(pengeringan dengan panas): Cat ini mempunyai ketahanan panas yang tinggi. Sifat2 khusus dari silicone: - Tahan panas s/d 250 C(untuk cat warna) dan s/d 600 C(untuk cat aluminium). - Tahan terhadap polusi air. - Tahan terhadap cuaca - Tahan terhadap bahan kimia tertentu. -Warna dan kilap yang baik. - Tidak tahan goresan dan benturan. - Tidak tahan terhadap pelarut yang tinggi(sebelum cat kering betul).
 dan s/d 600 C(untuk cat aluminium). - Tahan terhadap polusi air. - Tahan terhadap cuaca - Tahan terhadap bahan kimia tertentu. -Warna dan kilap yang baik. - Tidak tahan goresan dan benturan. - Tidak tahan terhadap pelarut yang tinggi(sebelum cat kering betul)..")
48
VII. PEMILIHAN JENIS CAT 7.1 Pemilihan jenis cat secara tepat guna 7.2 Shop primer 7.3 Holding primer/Blast clean primer 7.4 Pengecatan dengan sistem yang sesungguhnya 7.5 Fungsi cat menurut jenis(primer,undercoat, topcoat).
..")
49
7.1 Pemilihan jenis cat secara tepat guna: Sangat penting, bukan saja untuk ketahanan dan lamanya cat itu berfungsi dengan baik,namun juga pertimbangan lain,yakni kemudahan dalam perawatannya dikemudian hari dan persesuaian jenis cat antara yang lama dan yang baru. 7.2 Shopprimer: Shopprimer, berfungsi sebagai perlindungan sementara, selama perakitan atau assembly.Selain sebagai perlindungan korosi juga untuk memperkecil meluasnya permukaan yang terbakar selama pekerjaan pengelasan. 7.3 Holding Primer/Blast Clean Primer: Merupakan perlindungan permanen, paling bagus langsung diaplikasi pada permukaan yang telah di blasting.

50
7.4 Pengecatan dengan sistem yang sesungguhnya: Sebagaimana dijelaskan pada point 5.2 dan 5.3,maka jenis cat pada lapisan selanjutnya haruslah sesuai dengan spesifikasi. 7.5 Fungsi dari cat Cat diproduksi berdasarkan fungsinya masing-masing dan dibagi dalam 3 kategori: cat Dasar(Primer Coat/Anti Corrosive) - Fungsi cat dasar adalah untuk melindungi permukaan besi agar tidak berkarat. - Cat dasar dibuat dengan komposisi berimbang, bukan hanya sebagai dasar,tapi ditekankan unsur anti karatnya yang terdapat pada zat pewarna(pigment) seperti,coal tar,zinc phosphate,chlorinate,red lead,dll.
 - Fungsi cat dasar adalah untuk melindungi permukaan besi agar tidak berkarat. - Cat dasar dibuat dengan komposisi berimbang, bukan hanya sebagai dasar,tapi ditekankan unsur anti karatnya yang terdapat pada zat pewarna(pigment) seperti,coal tar,zinc phosphate,chlorinate,red lead,dll..")
51
7. 5. 1. 2 Cat Tengah(Under Coat/Intermediate Coat)
Cat Tengah(Under Coat/Intermediate Coat). - Cat tengah berfungsi sebagai penebal agar serangan yang datang dari luar(excess) dapat di cegah. - Cat tengah biasanya lebih tebal dari cat dasar dan cat akhir. - Cat tengah ini kurang baik bila tidak dilapisi dengan cat akhir, tapi ada juga cat tengah yang berfungsi sebagai cat akhir Cat Akhir(Finish Coat/Topcoat). - Tujuannya sebagai pelindung paling luar terhadap akses lingkungan dan keindahan. - Komposisinya ditekankan dalam ketahanan warna dan kecemerlangan.
. - Cat tengah berfungsi sebagai penebal agar serangan yang datang dari luar(excess) dapat di cegah. - Cat tengah biasanya lebih tebal dari cat dasar dan cat akhir. - Cat tengah ini kurang baik bila tidak dilapisi dengan cat akhir, tapi ada juga cat tengah yang berfungsi sebagai cat akhir Cat Akhir(Finish Coat/Topcoat). - Tujuannya sebagai pelindung paling luar terhadap akses lingkungan dan keindahan. - Komposisinya ditekankan dalam ketahanan warna dan kecemerlangan.")
52
VIII. SPESIFIKASI DAN DATA TEKNIS PRODUK 8
VIII. SPESIFIKASI DAN DATA TEKNIS PRODUK 8.1 Spesifikasi Spesifikasi dapat didesain oleh konsultan,owner,kontraktor atau pabrik cat namun harus mendapat persetujuan dari semua pihak.Tujuannya adalah untuk mendapatkan hasil pekerjaan yang optimal,baik dan memuaskan sesuai dengan yang dikehendaki. 8.2 Data Teknis Produk Tiap2 jenis cat yang akan diaplikasi disamping spesifikasi pengecatan,juga dilengkapi dengan penjelasan teknis untuk tiap2 produk.

53
IX. PEMBERSIHAN PERMUKAAN 9. 1 Latar belakang 9. 2 Kontaminasi 9
IX. PEMBERSIHAN PERMUKAAN 9.1 Latar belakang 9.2 Kontaminasi 9.3 Proses pembersihan 9.4 Abrasive 9.5 Pembersihan dengan cara manual(alat bantu) dan atau dengan alat2 mekanis. 9.6 Standarisasi kebersihan permukaan 9.7 Kekasaran permukaan
 dan atau dengan alat2 mekanis. 9.6 Standarisasi kebersihan permukaan 9.7 Kekasaran permukaan.")
54
9.1 Latar belakang Untuk mencapai hasil yang maksimal tergantung pada tingkat kebersihan permukaan dimana cat itu diaplikasikan.85% kegagalan pengecatan diakibatkan oleh ketidaksempurnaan pemberihan permukaan. Pokok2 pembersihan permukaan adalah: - Membersihkan permukaan dari semua jenis kotoran. - Kekasaran permukaan: Menciptakan kekasaran pada permukaan sehingga cat dapat melekat dengan baik.

55
9. 2 Kontaminasi Kulit besi
9.2 Kontaminasi Kulit besi. Permukaan beroksidasi terjadi pada saat pembuatan logam itu saat tuangan berinteraksi dengan udara sekitar. Bentuknya tipis,berwarna kebiru-biruan. Dalam waktu tertentu akan retak, dan pecah,secara langsung akan merusakkan lapisan cat yang ada diatasnya. Karat. Karat itu berpori-pori dan mudah rusak secara mekanis dan sangat lemah untuk menahan lapisan diatasnya.Cat yang diaplikasikan diatas karat akan cepat rusak.

56
Garam. Selamanya cat tidak dapat melekat diatas air dan larutan garam
Garam. Selamanya cat tidak dapat melekat diatas air dan larutan garam. Minyak/gemuk. Minyak gemuk dapat melunakan cat,dan cat tidak akan melekat diatas minyak gemuk. Dust. Cat dapat menempel dengan baik diatas debu, sedangkan debu tidak menempel baik diatas permukaan akibatnya keduanya akan terlepas. Sistem cat lama. Permukaan yang sudah di cat namun lama dimana adesi dan kohesinya sudah berkurang perlu di perbaiki atau dirubah sistemnya, atau penyesuaian dengan kondisi yang ada.

57
9.3 Proses Pembersihan Untuk membersihkan struktural logam,pembersihan permukaan dilakukan dengan cara mekanis-abrasive blasting, dan dengan alat bantu sederhana adalah yang umum dilaksanakan.Pembersihan adalah mutlak,dan dilakukan dengan beberapa tahapan, sebagai berikut: Pencucian Untuk menghilangkan kontaminasi minyak dan gemuk yang paling efektif adalah dengan menggunakan bahan pencuci.(diseka dengan bahan solvent) kemudian dibilas dengan menggunakan air tawar.
 kemudian dibilas dengan menggunakan air tawar.")
58
9. 3. 2 Menghilangkan larutan garam
9.3.2 Menghilangkan larutan garam. Dapat dilakukan dengan menyemprotkan air tawar bertekanan/tanpa tekanan sambil menyikat permukaan dengan rata Debu biasa. Dengan menyemprotkan udara kering dan bersih, cara terbaik adalah dengan menggunakan vacuum cleaner Menghilangkan karat,kulit besi dan cat lama. Pembersihan yang efektif adalah dengan cara abrasive blasting.Tingkat kebersihan permukaan biasanya bergantung pada jenis cat yang akan dipakai Abrasive blasting. Dengan cara menyemprotkan bahan abrasive dengan tekanan tinggi diarahkan langsung pada permukaan yang akan dibersihkan.

59
9.4 Abrasive. Untuk mendapatkan hasil kekasaran permukaan tertentu, tergantung kepada beberapa hal: - Ukuran partikel abrassive. - Kerasan bahan abrssive. - karakteristik ketahanan abrassive. - Jenis dan bentuk abrassive.

60
Ukuran partikel abrasive
Ukuran partikel abrasive. Abrasive dengan ukuran besar akan masuk lebih dalam,tetapi akan membersihkan lebih sedikit. Pemilihan ukuran abrasive agar mendapatkan hasil yang baik adalah antara mm. Kekerasan bahan abrasive. Kekerasan bahan abrasive dan kekasaran yang dihasilkannya berikut lama penggunaannya adalah perpaduan kesemuanya. Abrasive yang keras akan masuk lebih dalam dan lebih cepat dari pada yang menggunakan bahan yang lunak atau kasar. Karakteristik ketahanan abrasive Ketahanan abrasive sangatlah penting dan itulah sebabnya diperlukan bahan yang tingkat ketahanannya lama, supaya efektif.

61
Jenis dan bentuk abrasive
Jenis dan bentuk abrasive. Jenis dan bentuk partikel dari abrasive akan menghasilkan kekasaran permukaan. Shot adalah bulat atau lonjong, dan akan menghasilkan kekasaran permukaan yang tumpul. Hanya efisien untuk menghilangkan kerak besi dan karat yang hebat. Grit adalah tajam, dan akan menghasilkan kekasaran yang tajam yang mana sangat dibutuhkan kebanyakan jenis cat. Pasir dan slag adalah sedang(antara tajam dan tidak tajam), memberikan kekasaran permukaan antara hasil grit dan shot.
, memberikan kekasaran permukaan antara hasil grit dan shot.")
62
9. 5 Pembersihan dengan cara manual (alat bantu) dan alat2 mekanis
9.5 Pembersihan dengan cara manual (alat bantu) dan alat2 mekanis. - Wire brushing yaitu dengan cara menyikat baik dengan sikat kawat atau yang digerakkan dengan tenaga listrik, sikat kawat berputar,biasanya tidak dapat menghilangkan kerak besi, weld spatter, dan karat. - Disc sanding yaitu dengan menggunakan mesin amplas, lebih efektif dari pada menggunakan sikat kawat,sangat baik untuk menumpulkan permukaan yang runcing dan percikan pengelasan. - Mesin gurinda yaitu dengan ukuran gurinda yang sesuai sangat efektif untuk menumpulkan ujung2 yang lancip,membersihkan area2 yang berlubang,memperhalus hasil pengelasan yang kasar,menghilangkan bercak2 lasdan permukaan2 yang menonjol.
 dan alat2 mekanis. - Wire brushing yaitu dengan cara menyikat baik dengan sikat kawat atau yang digerakkan dengan tenaga listrik, sikat kawat berputar,biasanya tidak dapat menghilangkan kerak besi, weld spatter, dan karat. - Disc sanding yaitu dengan menggunakan mesin amplas, lebih efektif dari pada menggunakan sikat kawat,sangat baik untuk menumpulkan permukaan yang runcing dan percikan pengelasan. - Mesin gurinda yaitu dengan ukuran gurinda yang sesuai sangat efektif untuk menumpulkan ujung2 yang lancip,membersihkan area2 yang berlubang,memperhalus hasil pengelasan yang kasar,menghilangkan bercak2 lasdan permukaan2 yang menonjol.")
63
9.6 Standarisasi Kebersihan Permukaan Standar untuk mengetahui tingkat kebersihan permukaan dan kekasaran permukaan adalah sebagai berikut: - Kebersihan Berdasar pada format Swedish Standard, SIS :1967 dan ISO standard kebersihan ISO Standard kebersihan lainnya yang dikenal secara umum adalah British Standard BS 4232(1967) dari Inggris dan dari Amerika adalah US. Steel Structures Painting council SP standard(1952, yang kemudian direvisi).
 dari Inggris dan dari Amerika adalah US. Steel Structures Painting council SP standard(1952, yang kemudian direvisi)..")
64
9.7 Kekasaran Permukaan Kekasaran permukaan berpengaruh besar pada daya lekat cat dan hasil pengecatan keseluruhan dari cat yang di aplikasi. Comparator, alat pembanding kekasaran permukaan dan besarnya penampang biasanya terdapat pada: - ISO Surface Profile Reference Comparator 8503,(AS). - Rugotest No.3 (asal swedia). - Keane Tator Surface Profile Comparator (AS).
. - Rugotest No.3 (asal swedia). - Keane Tator Surface Profile Comparator (AS)..")
65
X. PERSIAPAN PEMBERSIHAN KEDUA PADA PERMUKAAN YANG SUDAH DI SHOPPRIMER DAN PADA AREA YANG RUSAK Persiapan pembersihan kedua. Berarti pembersihan tambahan pada permukaan sebelum dilaksanakan sistim pengecatan yang sebenarnya Standard. Sangat berguna dalam hubungannya dengan pembersihan kedua(tambahan): - European scale of Degree of usting for Anticorrosive Paints(pictorial). - ASTM D (Evaluating Degree of Rusting on Painted steel surfaces). - SIS (The Swedish Standard). - Rugotest No Keane-Tator Surface Profile Comparator.
: - European scale of Degree of usting for Anticorrosive Paints(pictorial). - ASTM D (Evaluating Degree of Rusting on Painted steel surfaces). - SIS (The Swedish Standard). - Rugotest No Keane-Tator Surface Profile Comparator..")
66
10. 3 Pembersihan kedua dapat dibagi dalam 2 tipe: 1
10.3 Pembersihan kedua dapat dibagi dalam 2 tipe: 1. Area yang harus dibersihkan. - Area yang terkontaminasi dengan minyak, gemuk agar dicuci dengan deterjen dilanjutkan dengan air tawar dengan tekanan tinggi. - Area yang terkontaminasi oleh air laut(garam)agar dicuci dengan air tawar. - Area dimana ada asap pengelasan yang menempel pada bekas pengelasan agar disikat dan dicuci dengan air tawar. Dalam hal ini dapat menggunakan 1-2% phosphoric acid dilanjutkan dengan air tawar. - Permukaan yang shopprimernya terlalu tebal agar disweeping untuk mencegah flaking apabila dicat ulang.
agar dicuci dengan air tawar. - Area dimana ada asap pengelasan yang menempel pada bekas pengelasan agar disikat dan dicuci dengan air tawar. Dalam hal ini dapat menggunakan 1-2% phosphoric acid dilanjutkan dengan air tawar. - Permukaan yang shopprimernya terlalu tebal agar disweeping untuk mencegah flaking apabila dicat ulang.")
67
2. Area dimana pembersihan tergantung pada kondisi yang sesungguhnya
2. Area dimana pembersihan tergantung pada kondisi yang sesungguhnya. - Area dimana permukaan sudah berkarat, termasuk zinc salting(warna keputih2an) dari zinc shopprimer itu sendiri,berbentuk setempat2, menutupi permukaan.Apabila kurang dari % maka permukaan tersebut dicuci dengan air tawar. - Apabila pada area ini sama seperti diatas dan sudah lebih dari 0.1-3% maka permukaan tersebut harus di abrasive sweeping dan dedusting(dihilangkan debunya). - Apabila pada area ini sama seperti diatas dan sudah lebih dari 3% maka permukaaan tersebut harus di abrasive blasting sesuai dengan standard surface preparation yang diberlakukan.
 dari zinc shopprimer itu sendiri,berbentuk setempat2, menutupi permukaan.Apabila kurang dari % maka permukaan tersebut dicuci dengan air tawar. - Apabila pada area ini sama seperti diatas dan sudah lebih dari 0.1-3% maka permukaan tersebut harus di abrasive sweeping dan dedusting(dihilangkan debunya). - Apabila pada area ini sama seperti diatas dan sudah lebih dari 3% maka permukaaan tersebut harus di abrasive blasting sesuai dengan standard surface preparation yang diberlakukan.")
68
10.4 Untuk mendapatkan hasil yang optimal dan memuaskan: Agar selalu mengikuti petunjuk diatas pada mana permukaan yang akan dicat berinteraksi langsung dengan beberapa kondisi lingkungandengan tingkat korosive yang tinggi, seperti bagian bawah kapal,tangki dll.

69
XI. PENGECATAN Untuk mendapatkan hasil pengecatan yang baik tergantung pada 5 faktor: 11.1 Perencanaan yang baik 11.2 Pelaksanaan dengan kondisi pekerjaan yang baik 11.3 Keadaan cuaca yang memungkinkan 11.4 Pemilihan metode/alat pengecatan yang sesuai enaga kerja yang mahir

70
11.1 Perencanaan yang baik. Berpegang pada spesifikasi, skedul dan rencana pekerjaan, kapan pembersihan dan pengecatan itu dapat terlaksana dengan baik Pelaksanaan dengan kondisi pekerjaan yang baik Semua area yang akan dikerjakan hendaklah mudah terjangkau, dengan penerangan yang cukup.Apabila didalam ruangan tertutup pengaturan ventilasi yang cukup karena akan mempercepat proses pengeringan Keadaan cuaca yang memungkinkan Kondisi cuaca yang memungkinkan dimaksudkan dimana lokasi pengecatan akan dilaksanakan saat cat diaplikasikan pada permukaan.

71
Titik embun. Maksudnya dimana kelembaban udara dapat menjadi uap ar,dan berbentuk bintik2 air pada permukaan. Ambient temperatur. Cat yang pengeringannya oleh reaksi kimia atau dispersion memerlukan temperatur tertentu untuk menciptakan pengeringan.(ambien temperatur=temperatur lingkungan sekitar). Kelembaban udara. Cat dapat terbentuk dengan sangat baik apabila di aplikasi dibawah 85% dari kelembaban udara.
. Kelembaban udara. Cat dapat terbentuk dengan sangat baik apabila di aplikasi dibawah 85% dari kelembaban udara..")
72
11. 4 Metode aplikasi/pengecatan
11.4 Metode aplikasi/pengecatan. Pemilihan metode/alat aplikasi sangatlah berpengaruh bukan saja pada kapasitas produksi namun juga kualitas hasil pengecatan itu sendiri. Beberapa keuntungan dan kerugian didalam memilih metode pengecatan: - Kuas Keuntungan Sangat sederhana, harganya murah, dapat berpenetrasi pada area2 yang sulit, kisi2 dan rongga2 kecil,alur2 pengelasan yang kasar, dan area2 yang sangat kompleks dimana dengan semprotan tidak dapat menjangkau sasaran.

73
Kerugian Sangat lambat, memerlukan jam kerja dan personil yang banyak
Kerugian Sangat lambat, memerlukan jam kerja dan personil yang banyak. Tidak semua cat dapat diaplikasikan dengan cat. - Semprotan biasa/air spray. Keuntungan Dengan tekanan udara rendah menghasilkan permukaan yang sangat halus, beratomisasi dengan baik dan merata,namun hanya cocok pada pengecatan cat akhir. Kerugian Karena atomisasinya yang halus dan tekanan yang rendah sehingga beresiko, cat kelihatan seperti berdebu dan adanya debu cat diatas permukaan, cat tidak berpenetrasi dengan baik.

74
Airless Spray/Penyemprotan tanpa udara Keuntungan Menghasilkan kapasitas produksi yang besar, sangat memadai pada pengecatan dengan jenis hi build, berpenetrasi sangat baik dan sangat cocok untuk pegecatan dasar(cat primer). Kerugian Karena tekanan yang sangat besar,diperlukan tenaga yang mahir dan hati2 sebab pada ujung pistol tekanan yang tinggi dapat mencapai 300 bar/4500 psi.Dengan tekanan tinggi, sering terjadi jarak pengecatan terlalu jauh akibatnya sering terjadi cat kelihatan berdebu,ketebalannya menjadi tipis,formasi cat tidak baik,banyak cat yang terbuang yang akhirnya dapat mengurangi proteksi.

75
11. 5 Tenaga kerja yang mahir/ketelitian
11.5 Tenaga kerja yang mahir/ketelitian. Keperdulian, kehati2an sangat diperlukan selama pengecatan dimana cat telah dibentuk menjadi lapisan yang lekat berkohesi dari lapis kesatu kelapis selanjutnya. Ukuran tip, tekanan atomasi, haruslah disesuaikan dengan jenis cat yang dipakai. Lebarnya daya sebar dari semprotan haruslah disesuaikan dengan area yang dikerjakan,untuk mengurangi cat terbuang percuma. Filters, saringan pada pompa dan pada alat semprot agar sering dibersihkan untuk pencegahan kerusakan pada alat yang dapat memperlambat atau menghambat jalannya pekerjaan.Jarak antara ujung pistol dengan permukaan 30-45cm.

76
XII. POKOK2 PEMERIKSAAN(QUALITY CONTROL POINTS) 12
XII. POKOK2 PEMERIKSAAN(QUALITY CONTROL POINTS) 12.1 Fungsi/kegunaan 12.2 Sebelum pembersihan permukaan 12.3 Selama pembersihan 12.4 Sebelum pengecatan 12.5 Selama pengecatan berlangsung 12.6 Setelah pengecatan 12.7 Catatan, Laporan dan Dokumentasi
 12.1 Fungsi/kegunaan 12.2 Sebelum pembersihan permukaan 12.3 Selama pembersihan 12.4 Sebelum pengecatan 12.5 Selama pengecatan berlangsung 12.6 Setelah pengecatan 12.7 Catatan, Laporan dan Dokumentasi.")
77
12.1 Fungsi/kegunaan - Pencegahan terhadap kekeliruan dan kesalahan - Memperbaiki kekeliruan dan kesalahan yang timbul Sebelum pembersihan permukaan Sebelum pekerjaan pembersihan permukaan dimulai, hal2 penting yang harus diperiksa adalah: - Kondisi lokasi pekerjaan, seperti penerangan dan sarana dan prasarana. - Tingkat besarnya karat. - Kontaminasi pada permukaan(seperti air,minyak,gemuk,garam) yang tidak dapat dibersihkan dengan cara mekanis. - Cek peralatan yang akan digunakan. - Daya rekat cat pada cat lama.
 yang tidak dapat dibersihkan dengan cara mekanis. - Cek peralatan yang akan digunakan. - Daya rekat cat pada cat lama..")
78
Beberapa tambahan yang harus diperiksa: - Weld slag
Beberapa tambahan yang harus diperiksa: - Weld slag - Kerak las - Weld smoke - Asap pengelasan - Weld spatter - Percikan las -Anti spatter agent - Bahan pencegah percikan - Weld porosities - Pengelasan yang berlubang2 - Rough and uneven welds - Pengelasan yang kasar - Arc strikes - Percikan kawat las - Sharp edges - Ujung2 yang runcing - Excessive pitting - Permukaan yang berlubang2 - Lamination - Laminasi - Corrosion traps - Karat2 yang terselubung - Blasting equipment - Peralatan untuk blasting - Blast hoses - Selang untuk blasting - Compressor - Kompresor - Nozzle - Nozzle blasting

79
12.3 Selama pembersihan Pemeriksaan yang berhubungan selama pembersihan permukaan adalah: - Kebersihan permukaan - Kekasaran permukaan 12.4 sebelum pengecatan Pemeriksaan sebelum pengecatan: - Kondisi lokasi pekerjaan: penerangan,keadaan sarana dan prasarana. - Peralatan aplikasi: tipe atau jenis peralatan yang memadai. - Faktor cuaca/iklim: temperatur permukaan, udara, kelembaban udara, titik embun.

80
12.5 Selama pengecatan berlangsung Yang harus diperhatikan: - Ketebalan cat basah(WFT) - Ketenagaan(kemungkinan ada area yang terlewati, dry spry.) - Proses pengeringan. - Tenggang waktu pengecatan Setelah pengecatan selesai yang harus diperiksa adalah: - Jumlau ketebalan kering(DFT) - Faktor cuaca(proses pengeringan) - Formasi lapisan cat: apakah ada pori,noda,debu dll. - Adhesi/kohesi - Kerusakan - Kehalusan permukaan lapisan.
 - Faktor cuaca(proses pengeringan) - Formasi lapisan cat: apakah ada pori,noda,debu dll. - Adhesi/kohesi - Kerusakan - Kehalusan permukaan lapisan..")
81
12.7 Cataatan, laporan dan dokumentasi Didalam sektor industry khususnya untuk konstruksi baru,maka catatan2 atau laporan dan dokumentasi disesuaikan dengan jumlah pekerjaan dan bagaimana cara penerapan administrasi oleh tiap2 perusahaan yang bersangkutan. Dari keseluruhan laporan minimal harus berisikan: - Identifikasi area/bidang kerja/lokasi pemeriksaan. - Tanggal dan waktu - Kondisi cuaca - Informasi produk yang dipakai(merek,tipe,warna,luas area,lokasi, dll) - Hasil2 dari pemeriksaan - Kesalahan yang timbul serta koreksinya. - Persetujuan dengan spesifikasi saran/rekomendasi apabila ada.
 - Hasil2 dari pemeriksaan - Kesalahan yang timbul serta koreksinya. - Persetujuan dengan spesifikasi saran/rekomendasi apabila ada..")
82
XIII. PERAWATAN DAN PERBAIKAN Umumnya struktur dari pada baja atau konstuksi besi didisain sedemikian rupa dengan pemilihan bahan material yang tepat, serta penggunaan cat sebagai pelindung untuk jangka waktu pemakaian yang lama. Kapankah perawatan/perbaikan ini dimulai? Untuk perawatan dan perbaikan yang ekonomis, lakukanlah sesegera mungkin sebelum terlambat.

83
Hal2 yang mengakibatkan perlunya perawatan dan perbaikan antara lain: - Akibat kerusakan mekanis Kerusakan ini umumnya terjadi akibat adanya gesekan, goresan dan benturan dimana lapisan cat tidak lagi menutup permukaan dengan baik sehingga kerusakan tersebut mempercepat proses terjadinya korosi. - Karat yang timbul setempat2 Terjadi karena serangan hebat dari lingkungan sekitar, cat yang terlalu tipis, terkelupas,retak2,bergelembung, tergores dll. - Cat yang permukaannya sudah buram Karena sudah terlalu lama.

84
- Berakhirnya masa proteksi Seperti pada jenis cat antifouling
- Berakhirnya masa proteksi Seperti pada jenis cat antifouling. - Alasan2 lain Penggantian warna secara keseluruhan,atau sebagian seperti merek,tanda dll.

85
Apa dan bagaimanakah proses perawatan dan perbaikan itu: - Pembersihan dan pencucian permukaan - Menghilangkan karat, dan kerusakan pada permukaan cat. - Permukaan yang ujung2nya lancip. - Menghilangkan debu, garam, minyak dan gemuk serta kotoran lainnya. - Pengelasan ulang/penggantian plat yang keropos. - Pengecatan dengan sistem yang tepat dan ketebalan cat yang cukup. - Permukaan cat yang buram namun masih melekat dengan baik dan tidak ada indikasi berkarat: Apabila dikehendaki untuk dicat ulang secara keseluruhan, Maka di cat dua lapis, apabila tidak bersihkan saja.

86
XIV. KESELAMATAN KERJA/SAFETY Pada kemasan/kaleng cat biasanya terdapat safety label dan mudah terlihat. Sebagai tambahan adalah MSDS (material safety data sheet) sementara selama proses pelaksanaan dan lain2 yang menyangkut pemakaian bahan kimia, haruslah mematuhi peraturan keselamatan kerja setempat dan atau peraturan pemerintah yang berlaku.
 sementara selama proses pelaksanaan dan lain2 yang menyangkut pemakaian bahan kimia, haruslah mematuhi peraturan keselamatan kerja setempat dan atau peraturan pemerintah yang berlaku..")
87
KESIMPULAN Keberhasilan dari suatu pekerjaan pengecatan secara keseluruhan dari hasil pengamatan dan pengalaman dilapangan tidak terlepas dari beberapa faktor pendukung seperti diuraikan dibawah ini: - Perencanaan baik - Menentukan metode pembersihan permukaan - Menentukan cat yang akan dipakai secara tepat - Menentukan alat pengecatan yang akan dipergunakan - Mengamati kondisi lingkungan sekitar(cuaca,kebersihan) - Tenaga yang mahir - Mengikutu spesifikasi yang direkomendasikan - Peraturan keselamatan kerja.
 - Tenaga yang mahir - Mengikutu spesifikasi yang direkomendasikan - Peraturan keselamatan kerja.")
Presentasi serupa




















.>")
