Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
Menggunakan Desain Eksperimen dan Simulasi Modeling
Untuk Mempelajari Fasilitas Layout untuk Perakitan Proses Server reekanth Ramakrishnan, Pei-Fang Tsai, Krishnaswami Srihari Watson Institute for System Excellence Department of Systems Science and Industrial Engineering Sistem Binghamton University, Binghamton, NY 13902 Christopher Foltz Advanced Manufacturing Sciences, IBM Integrated Supply Chain 2455 South Road, Poughkeepsie, NY 12601, USA

2
Di jaman sekarang ini, perusahaan manufaktur menghadapi persaingan yang sangat ketat dalam upaya meningkatkan pelayanan terhadap pelanggan sehingga dipaksa untuk terus meningkatkan management perusahaan. Sebagian besar perusahaan manufaktur mengguanakan DNS filosofi yang enggabungkan sistem management antara build-to-plant dengan make-to-order Pada build-to-plant, produk di buat terlebih dahulu untuk kemudian disimpan di gudang sebelum dipesan oleh pelanggan, sedangkan pada build-to-order, produk di prduksi setelah ada pesanan dari pelanggan. Pada DNS filosofi, sebagian produk di produksi untuk kemudian disimpan sebelum adanya pesanan dari pelanggan, setelah ada pesanan dari pelanggan, baru sisa kekurangannya kemudian di produksi. Dengab strategi ini, yang mengkombinasikan dengan ketidakpastian pesanan dari pelanggan, memberikan tantangan besar bagi manajemen persediaan, perencanaan produksi , dan bahkan untuk layout fisik operasi untuk memenej jalannya produksi.

3
Tujuan penelitian ini adalah untuk desain yang efisien dan efektif tata letak fasilitas untuk perakitan server daerah.. Tujuan utama adalah untuk meminimalkan waktu aliran, juga memastikan penggunaan efisien sumber daya dan mengurangi biaya keseluruhan (transportasi dan konstruksi). parameter yang sedang dipelajari meliputi lokasi operasi, ukuran batch, moda angkutan, bekerja-di-proses, dan dispatching rules.
. parameter yang sedang dipelajari meliputi lokasi operasi, ukuran batch, moda angkutan, bekerja-di-proses, dan dispatching rules..")
4
Seperti yang ditunjukkan pada Gambar diatas, dimana merupakan simpul operasi ini dilakukan di Gedung A, di mana dipasang dengan modul multi-chip dan antar-konektor. Dari gambar diatas terlihat jalur proses transportasi antara gedung A dengan server assembly area yang terkendali. Namun, antara gedung A dengan server assembly area terdapat gedung B yang tidak berada diantara jalur transportasi proses sehingga menjadi tidak efisien.

5
Metodologi Penelitian
Studi server assembly area dan memahami proses aliran melalui penggunaan proses pemetaan. Review data yang tersedia dari sistem informasi (sistem kontrol lantai toko), melakukan waktu studi pada berbagai tahap untuk memvalidasi data dari sistem informasi dan, memperoleh data tambahan untuk mengembangkan model simulasi. Desain eksperimen untuk mengidentifikasi faktor-faktor kritis yang berdampak layout fisik. Mengembangkan model simulasi dasar, yang akan secara akurat mencerminkan proses yang ada di server daerah perakitan. Gunakan data historis untuk memverifikasi dan memvalidasi model baseline. Melakukan what-if analisis, mempelajari ukuran kinerja dalam skenario alternatif, dan kemudian membandingkannya dengan model baseline. Jalankan analisis sensitivitas, dokumen saran, dan membangun sebuah kasus bisnis, dengan menggunakan output dari simulasi model dan data yang relevan lainnya.
, melakukan waktu studi pada berbagai tahap untuk memvalidasi data dari sistem informasi dan, memperoleh data tambahan untuk mengembangkan model simulasi. Desain eksperimen untuk mengidentifikasi faktor-faktor kritis yang berdampak layout fisik. Mengembangkan model simulasi dasar, yang akan secara akurat mencerminkan proses yang ada di server daerah perakitan. Gunakan data historis untuk memverifikasi dan memvalidasi model baseline. Melakukan what-if analisis, mempelajari ukuran kinerja dalam skenario alternatif, dan kemudian membandingkannya dengan model baseline. Jalankan analisis sensitivitas, dokumen saran, dan membangun sebuah kasus bisnis, dengan menggunakan output dari simulasi model dan data yang relevan lainnya.")
6
Process Mapping proses fabrikasi perakitan merakit melibatkan berbagai komponen, seperti nodes, power supply, pengkabelan dan memori. Proses pemetaan akan membantu mengidentifikasi berbagai operasi dalam proses study. Selain itu, juga akan membantu mengidentifikasi hambatan potensial dalam proses. Proses perakitan server dimulai dengan a Printed Circuit Board (PCB) dari ujung depan barisan. Proses pembangunan dan merakit papan dilakukan di board assembly area. Setelah board benar-benar berkumpul, mereka dikirim ke Node Build area, di mana Multi Chip Modules (MCM) yang melekat pada setiap board, berdasarkan desain produk. perakitan dari boards dan MCM ini disebut 'Node' dan karenanya, operasi ini disebut Node Build. node tersebut kemudian dirakit dengan heat sinks dan melewati sebuah In-Circuit Test (ICT), sebelum mereka dibersihkan dan diangkut ke area fabrikasi. Setelah node tiba di server assembly area, mereka pindah ke ’sebelum diuji' antrian di gudang, untuk memulai proses pembuatan.
 dari ujung depan barisan. Proses pembangunan dan merakit papan dilakukan di board assembly area. Setelah board benar-benar berkumpul, mereka dikirim ke Node. Build area, di mana Multi Chip Modules (MCM) yang melekat pada setiap board, berdasarkan desain produk. perakitan dari boards dan MCM ini disebut Node dan karenanya, operasi ini disebut Node Build. node tersebut kemudian dirakit dengan heat sinks dan melewati sebuah In-Circuit Test (ICT), sebelum mereka dibersihkan dan diangkut ke area fabrikasi. Setelah node tiba di server assembly area, mereka pindah ke ’sebelum diuji antrian di gudang, untuk memulai proses pembuatan.")
7
Dalam proses fabrikasi, pengujian node dan komoditas lainnya dilakukan, didasarkan pada jadwal fabrikasi. node itu diuji, bersama dengan komoditas lain, menjalani pengujian, baik dalam pengujian kondisi termal dan ambien. Setelah pengujian selesai, komoditas ini (kartu memori, nodes dan multiplexer) adalah de-dikonfigurasi dan disimpan dalam gudang stok yang diuji, tersedia untuk memenuhi pesanan pelanggan. Node yang rusak dapat diperbaiki dalam 'rework area' ketika kerusakan yang kecil. Namun, untuk perbaikan besar (seperti papan kerusakan), yang cacat node dikembalikan ke proses awal. Ini adalah kriteria penting untuk dibahas ketika keputusan mengenai lokasi operasi Build Node dibuat.
 adalah de-dikonfigurasi dan disimpan dalam gudang stok yang diuji, tersedia untuk memenuhi pesanan pelanggan. Node yang rusak dapat diperbaiki dalam rework area ketika kerusakan yang kecil. Namun, untuk perbaikan besar (seperti papan kerusakan), yang cacat node dikembalikan ke proses awal. Ini adalah kriteria penting untuk dibahas ketika keputusan mengenai lokasi operasi Build Node dibuat.")
8
Pengumpulan Data Data untuk model simulasi dikumpulkan selama empat kuartal di tahun 2007, darshop floor control system. Dari data yang dikumpulkan, distribusi statistik untuk tingkat kedatangan dan frekuensi dari board dan node room dikembangkan. Distribusi untuk processing times pada setiap tahap proses itu divalidasi melalui wawancara operator dan waktu melakukan studi. Distribusi untuk transportation times dan process times juga dikembangkan. Pendekatan yang sama digunakan untuk proses perakitan server. Tingkat kedatangan node dan komoditas lain juga diperoleh dan mempelajari karakteristik mereka. Namun, untuk produk baru yang diperkenalkan, tidak ada data historis yang tersedia untuk processing time, hasil produk dan lain-lain metrik kunci. Untuk mengatasi tantangan ini, data diperoleh berdasarkan prototipe dan mengidentifikasi proses serupa dalam produk lama dan produk baru. Lebih dari itu,satuan jam dan menghasilkan model prediksi yang digunakan untuk memperkirakan produk pengolahan hasil kali dan masing-masing.

9
Menentukan Faktor Kunci
Layout jenis kedekatan dengan berbagai operasi dan frekuensi interaksi antara operasi; Ukuran batch; Mode transportasi; Tingkat pemanfaatan mesin-mesin, yang didasarkan pada hasil dan proses kali; Dispatching peraturan; dan Shared tools dan shared resources

10
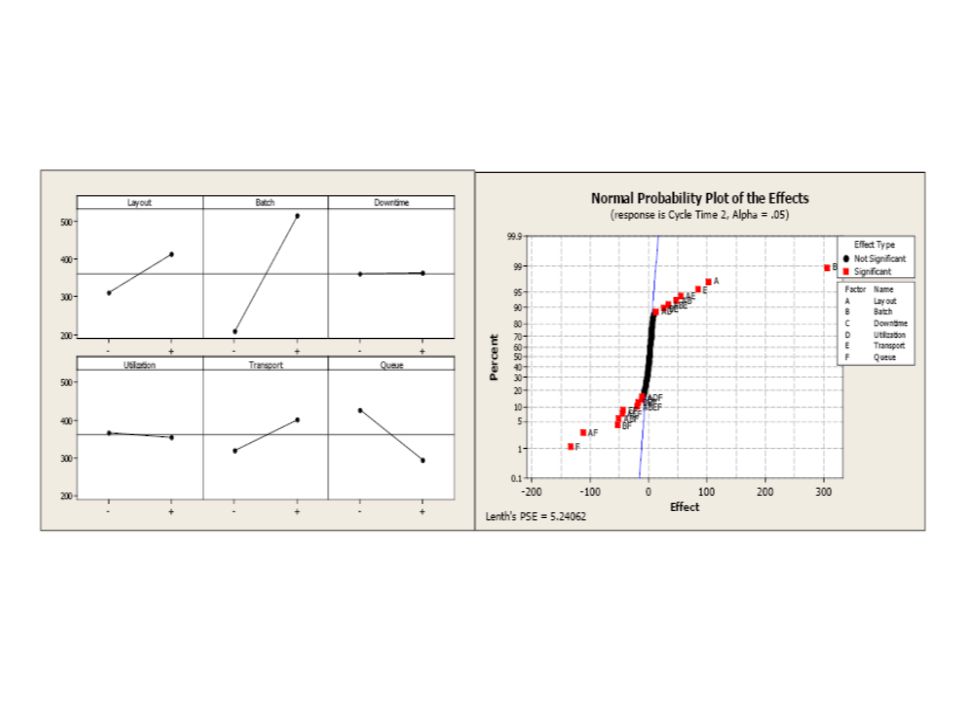
Setiap faktor mempunyai dua tingkat dan rancangan faktorial lengkap digunakan sebagai matriks eksperimental. Gambar di bawah ini menunjukkan major effect plot dan normal probability plot dari siklus waktu efek ketika digunakan sebagai variabel respon. percobaan ini dilakukan untuk jenis produk yang berbeda dan teramati bahwa faktor-faktor yang memengaruhi siklus waktu yang paling besar adalah (i) tata letak jenis, (ii) ukuran batch, (iii) moda angkutan, dan (iv) bersama alat dan sumber daya. Di Selain itu, faktor-faktor lain yang tidak diteliti dalam percobaan termasuk ketersediaan suku cadang, jenis fasilitas lantai dan lingkungan (dikontrol atau normal), dan scrap dan pengerjaan ulang produk
 tata letak jenis, (ii) ukuran batch, (iii) moda angkutan, dan (iv) bersama alat dan sumber daya. Di Selain itu, faktor-faktor lain yang tidak diteliti dalam percobaan termasuk ketersediaan suku cadang, jenis fasilitas lantai dan lingkungan (dikontrol atau normal), dan scrap dan pengerjaan ulang produk.")
12
Model Development, Verification dan Validation
Arena Baseline model simulasi dikembangkan dengan menggunakan Arena ® 10,0 berdasarkan informasi yang diperoleh dari kegiatan pemetaan proses dan waktu belajar. Selama proses pemetaan fase, terlihat bahwa salah satu faktor utama yang menyebabkan peningkatan siklus waktu adalah kekurangan bagian yang diperlukan untuk mengkonfigurasi sebuah node, seperti kartu memori dan multiplexer. Model simulasi dikembangkan dalam rangka untuk menutupi kekurangan tersebut. Pertimbangan lainnya adalah untuk menunjukkan 'reuse' dari bagian yang diuji untuk membantu meringankan kekurangan bagian ini. Dengan kata lain, yang komoditas diuji (disebut ‘golden parts') dapat kembali digunakan untuk menguji komoditas yang belum diuji.
 dapat kembali digunakan untuk menguji komoditas yang belum diuji.")
13
Validasi digunakan untuk menjamin akurasi model komputer sehubungan dengan penerapan yang dimaksudkan model. Namun, validasi model simulasi tidak menjamin kredibilitas dan akseptabilitas hasil simulasi. Model dasar ini diverifikasi dan divalidasi terhadap yang berbeda dari data historis. Aliran entitas ini dimonitor untuk memastikan bahwa logika model itu bebas kesalahan. Validasi memastikan bahwa output dari model simulasi yang konsisten dengan skenario dunia nyata. Hasil simulasi diperoleh setelah running 25 ulangan, dan setiap replikasi memiliki 82 hari dengan pemanasan jangka waktu 8 hari. Kemudian, uji statistik, termasuk pengujian hipotesis dan dipasangkan t-tes. Membandingkan hasil throughput adalah diringkas dalam Tabel 1. Disimpulkan bahwa model simulasi statistik identik dengan data historis, dalam tingkat kepercayaan 95%. Setelah model baseline disahkan, model telah diupdate dengan data untuk produk baru (tuntutan, pengolahan waktu dan produk hasil). Ukuran kinerja dikumpulkan dan direkam untuk analisis selanjutnya.
. Ukuran kinerja dikumpulkan dan direkam untuk analisis selanjutnya..")
14
Tabel 1: Baseline model ukuran kinerja

15
3.4. What-if Analisis Dua alternatif skenario yang dianggap lebih lanjut untuk menentukan lokasi optimal untuk menempatkan operasi Node Build untuk produk baru. Keputusan itu dibuat berdasarkan siklus metrik seperti waktu, Work-In-Process (WIP) dan biaya re-layout. Kedua skenario dijelaskan di bawah ini. Skenario 1 - Node Build room di daerah perakitan server. Skenario ini merekomendasikan membangun lingkungan yang terkendali baru untuk Membangun Node operasi di daerah perakitan server. Keuntungan dari skenario ini adalah pengurangan transportasi yang diperlukan pengerjaan ulang di bagian depan-akhir baris. Namun, dalam kasus ini, dewan harus melakukan perjalanan yang lebih lama jarak ke daerah perakitan server karena daerah ini terletak lebih jauh dari ruang membangun simpul saat ini. Skenario 2 - Gunakan yang ada daerah lingkungan yang terkendali di Gedung B untuk Build Node operasi. Skenario ini menunjukkan Node Build memindahkan operasi untuk lingkungan yang terkendali tersedia. Meskipun skenario ini tidak memiliki biaya untuk mengembangkan lingkungan yang terkendali, hal ini membuat perjalanan tambahan waktu antara daerah Build Node dan perakitan server. Hal ini juga berlaku untuk node yang memerlukan pengerjaan ulang dan perlu untuk perjalanan antara kedua daerah.
 dan biaya re-layout. Kedua skenario dijelaskan di bawah ini. Skenario 1 - Node Build room di daerah perakitan server. Skenario ini merekomendasikan membangun lingkungan yang terkendali baru untuk Membangun Node operasi di daerah perakitan server. Keuntungan dari skenario ini adalah pengurangan transportasi yang diperlukan pengerjaan ulang di bagian depan-akhir baris. Namun, dalam kasus ini, dewan harus melakukan perjalanan yang lebih lama jarak ke daerah perakitan server karena daerah ini terletak lebih jauh dari ruang membangun simpul saat ini. Skenario 2 - Gunakan yang ada daerah lingkungan yang terkendali di Gedung B untuk Build Node operasi. Skenario ini menunjukkan Node Build memindahkan operasi untuk lingkungan yang terkendali tersedia. Meskipun skenario ini tidak memiliki biaya untuk mengembangkan lingkungan yang terkendali, hal ini membuat perjalanan tambahan waktu antara daerah Build Node dan perakitan server. Hal ini juga berlaku untuk node yang memerlukan pengerjaan ulang dan perlu untuk perjalanan antara kedua daerah.")
16
Update model simulasi ini dimodifikasi untuk membandingkan dua skenario. Untuk kedua skenario, simulasi berjalan dibuat untuk tingkat yang berbeda dari faktor-faktor yang diidentifikasi melalui percobaan (misalnya hasil, set dan mengirim aturan permintaan). Data untuk produk baru digunakan dalam what-if analisis. Berdasarkan hasil seperti ditunjukkan pada Tabel 2, terlihat bahwa Skenario 1 akan mengurangi waktu siklus dari node built process sekitar 4%, sementara mengurangi node WIP sebesar 3,5%. Menerapkan Skenario 2 diamati untuk meningkatkan waktu siklus dari node dengan 24%, sementara meningkatkan WIP oleh 16%.

17
Beberapa fitur unik dari penelitian ini tercantum di bawah ini:
4. Kesimpulan Beberapa fitur unik dari penelitian ini tercantum di bawah ini:

18
Simulasi model dapat menjelaskan secara acak dan kompleks saling ketergantungan dari berbagai proses terlibat dalam manufaktur server. Dalam penelitian ini, meskipun fokus pada identifikasi lokasi untuk Membangun Node operasi, dampak dari setiap perubahan yang dibuat untuk end-to-end server proses manufaktur dapat diukur. Selain itu, faktor-faktor seperti non-ketersediaan bagian-bagian bersama dengan berbagi tooling, sumber daya dan moda transportasi dapat dipelajari dengan saksama. Dengan mengintegrasikan dirancang percobaan dengan model simulasi, tambahan faktor-faktor yang mempengaruhi efisiensi tata letak fasilitas dapat dipelajari dan kemudian diperbarui untuk model simulasi. Membangun model kredibel dengan tidak adanya data aktual selalu menjadi tantangan untuk simulasi modelers berurusan dengan produk-produk baru. Sementara memperkenalkan produk baru, tidak terdapat data historis yang distribusi statistik dapat dibangun. Penelitian ini, di sisi lain, mengidentifikasi proses serupa (dalam produk yang ada dan produk-produk baru) dan menggunakan distribusi statistik dari proses yang ada. Selain itu penelitian ini juga menggunakan model untuk memprediksi menghasilkan hasil panen untuk produk-produk baru. Menggunakan DoE terpadu dan simulasi pendekatan pemodelan, faktor-faktor yang berbeda dapat dipelajari oleh Toggling mereka pada tingkat yang berbeda untuk melakukan analisis sensitivitas. Hal ini memberikan para pembuat keputusan dengan peningkatan kepercayaan dalam mengukur kinerja dari model simulasi. Sebagai contoh, dalam studi ini, berbeda menghasilkan nilai-nilai dalam dua proses utama (node membangun dan menguji fabrikasi) dipelajari dan kinerja langkah yang dimonitor.
 dan menggunakan distribusi statistik dari proses yang ada. Selain itu penelitian ini juga menggunakan model untuk memprediksi menghasilkan hasil panen untuk produk-produk baru. Menggunakan DoE terpadu dan simulasi pendekatan pemodelan, faktor-faktor yang berbeda dapat dipelajari oleh Toggling mereka pada tingkat yang berbeda untuk melakukan analisis sensitivitas. Hal ini memberikan para pembuat keputusan dengan peningkatan kepercayaan dalam mengukur kinerja dari model simulasi. Sebagai contoh, dalam studi ini, berbeda menghasilkan nilai-nilai dalam dua proses utama (node membangun dan menguji fabrikasi) dipelajari dan kinerja langkah yang dimonitor.")
Presentasi serupa
>")

>")




>")



>")
>")





>")
