Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

2
海天注塑机客户培训

3
提 纲 海天注塑机型号简介 海天注塑机机械部分 海天注塑机电气部分 海天注塑机液压部分 海天注塑机伺服节能系列

4
一、海天注塑机型号简介

5
海天注塑机新命名 天润 ME 系列:长飞亚高端全电动 天锐 VE 系列:长飞亚全电动 天隆 MA 系列:伺服节能注塑机 天虹 JU 系列:两板机系列 天翔 SA 系列:普通液压机 天骏 UR 系列:高速机 预留平台 天剑 PL 系列

6
SA 3800 / 2250 u → HTF380W2 机型系列 KN 单位合模力 注射单元大小:理论注射容量 × 最大注射压力 ÷100 机器型号的表述 新命名系统按照国际惯用表述方法。 机器特性

7
系列名称字母的含义 新系统命名规则中,每一个名称都有特定的意义。 下面是机型系列的名称: 中文名字母本意意义 天润 MEMercury 水星离太阳最近,技术最炙手可热 天锐 VEVenus 金星第二颗行星,美丽的名称和外表,技术锐不可挡 天隆 MAMars 火星第四颗行星,特有的火红色象征着海天炙热的技术 天虹 JUJupiter 木星太阳系行星中体积最大 天翔 SASaturn 土星体积第二,拥有极多卫星,可用于基础平台 天合 IAIapetus 土星第八卫星有黑白两面,寓意天作之合 天骏 URUranus 天王星运行速度最快,海天高速机系列,预留 NENeptune 海王星预留 天剑 PLPluto 冥王星第九行星,体积虽小但质量大 天童 CHCharon 冥王星卫星希腊众神之一,通过此机型将竞争对手打败

8
机器特征字母的含义 机器后缀特性标示采用一个小写字母,每一个字母有其特定意义。 字母英文中文意义备注 /hHigh speed 高速型注射速率提高较大 /jJ5 technology 伺服节能动力系统如果在非 MA 平台采用(比如用于两板半机) /sSuperior 升级型变量泵机器 /tThermosetting 热固型塑料专用机热固专用机系列 /uUpgrade 升级型 ( 只用于内贸 ) 升级版的机器,配置和设计上的升级 /vVariable pump 变量泵
 /sSuperior 升级型变量泵机器 /tThermosetting 热固型塑料专用机热固专用机系列 /uUpgrade 升级型 ( 只用于内贸 ) 升级版的机器,配置和设计上的升级 /vVariable pump 变量泵")
9
注塑机的注射量是以 PS 原料为标准,在对空注 射条件下螺杆或油缸柱塞做一次最大的注射行 程,注射装置所能达到的最大注射量。

10
同型号海天注塑机按螺杆直径划分为 A 、 B 、 C 、 D 四种 ( 小设备只有 A 、 B 、 C 三种 ) 。 A 型螺杆直径最小,注射 压力最大,注射量最小; D 型螺杆直径最大,注射压力 最小,注射量最大。
 。 A 型螺杆直径最小,注射 压力最大,注射量最小; D 型螺杆直径最大,注射压力 最小,注射量最大。")
11
二、海天注塑机机械部分

12
01 部分:喷嘴、前机筒、螺杆头、止逆环、推力环、 混炼环、螺杆、料筒。 螺杆是塑化部件中的关键部件,和塑料直接接触,塑料通过螺槽的有效长度, 经过很长的热历程,要经过三态(玻璃态、粘弹态、粘流态)的转变,螺杆 各功能段的长度,几何形状,几何参数将直接影响塑料的输送效率和塑化质 量,将最终影响注塑成型周期和制品质量。
的转变,螺杆 各功能段的长度,几何形状,几何参数将直接影响塑料的输送效率和塑化质 量,将最终影响注塑成型周期和制品质量。")
13
1. 压缩比 (i) :小的压缩比有利于提高塑化能力,但剪切塑化效果则较差,对背压调节反映却比 较敏感,相对于挤出螺杆相比,注射螺杆的压缩比取用得比较小,这样螺杆具有较高的塑 化能力和较强的加工适应性。 i=0.93h1/h3 若 h1/h3=2 ,则实际压缩比为 1.86 。结晶型 2.5 ~ 2.6 ;非结晶型 2.2 ~ 2.3 2.L/ds— 螺杆长径比。 L 是螺杆螺纹部分的有效长度。螺杆长径比愈大,说明螺纹长度愈长, 直接影响到物料在螺槽中输送的热历程,影响吸收能量的能力。此能量有分两部分:一部 分是料筒外面加热圈传给的,另一部分是螺杆转动时产生磨擦热和剪切热,由外部机械能 转化的。大的长径比可以得到低温均质的熔体和稳定的挤出以及高的塑化能力,但太大则 传递扭矩加大,能量消耗增加,且在设计制造及使用上都没有必要,一般取 16 ~ 20 。
 :小的压缩比有利于提高塑化能力,但剪切塑化效果则较差,对背压调节反映却比 较敏感,相对于挤出螺杆相比,注射螺杆的压缩比取用得比较小,这样螺杆具有较高的塑 化能力和较强的加工适应性。 i=0.93h1/h3 若 h1/h3=2 ,则实际压缩比为 1.86 。结晶型 2.5 ~ 2.6 ;非结晶型 2.2 ~ L/ds— 螺杆长径比。 L 是螺杆螺纹部分的有效长度。螺杆长径比愈大,说明螺纹长度愈长, 直接影响到物料在螺槽中输送的热历程,影响吸收能量的能力。此能量有分两部分:一部 分是料筒外面加热圈传给的,另一部分是螺杆转动时产生磨擦热和剪切热,由外部机械能 转化的。大的长径比可以得到低温均质的熔体和稳定的挤出以及高的塑化能力,但太大则 传递扭矩加大,能量消耗增加,且在设计制造及使用上都没有必要,一般取 16 ~ 20 。.")
14
1. 普通注射螺杆螺纹有效长度通常分成加料段 ( 输送段 ) 、压缩段 ( 塑化段 ) 、均化段 ( 计量段)。 因塑料性质不同,螺杆根据压缩段占整体的百分比可分为渐变型螺杆、突变型螺杆、通用型螺杆。 螺杆类型 加料段( L1 ) 压缩段( L2 ) 均化段( L3 ) 渐变型 25~30% 50% 15~20% 突变型 65~70% 15~5% 20~25% 通用型 45~50% 20~30% 20~30% ①渐变型螺杆:压缩段较长,塑化时能量转换缓和,多用于聚氯乙烯等,软化温度较宽的、高粘度的非结 晶型塑料。 ②突变型螺杆:压缩段较短,塑化时能量转换较剧烈,多用于聚烯烃、聚酰胺类的结晶型塑料。 ③通用型螺杆:适应性比较强的通用型螺杆,可适应多种塑料的加工,避免更换螺杆频繁,有利提高生产 效率。 通用型螺杆的压缩段长度介于渐变螺杆和突变螺杆之间。但通用型螺杆也绝非是 “ 万能 ” 螺杆,对某些有特殊 注塑工艺要求的塑料,需要配备特殊螺杆。 2. 料筒间隙系指料筒内壁与螺杆外径的单面间隙。此间隙太大塑化能力降低,注射回泄量增加,注射时间 延长;如果太小,热膨胀作用,使螺杆与料筒摩擦加剧,能耗加大,甚至卡死,此间隙 Δ = ( 0.002~0.005 ) ds ,如下表 间 隙 值 mm 螺杆直径 ≥ 15 ~ 25 > 25 ~ 50 > 50 ~ 80 > 80 ~ 110 > 110 ~ 150 > 150 ~ 200 > 200 ~ 240 > 240 最大径向 间隙 ≤ 0.12≤ 0.20≤ 0.30≤ 0.35≤ 0.45≤ 0.50≤ 0.60≤ 0.70
 、压缩段 ( 塑化段 ) 、均化段 ( 计量段)。 因塑料性质不同,螺杆根据压缩段占整体的百分比可分为渐变型螺杆、突变型螺杆、通用型螺杆。 螺杆类型 加料段( L1 ) 压缩段( L2 ) 均化段( L3 ) 渐变型 25~30% 50% 15~20% 突变型 65~70% 15~5% 20~25% 通用型 45~50% 20~30% 20~30% ①渐变型螺杆:压缩段较长,塑化时能量转换缓和,多用于聚氯乙烯等,软化温度较宽的、高粘度的非结 晶型塑料。 ②突变型螺杆:压缩段较短,塑化时能量转换较剧烈,多用于聚烯烃、聚酰胺类的结晶型塑料。 ③通用型螺杆:适应性比较强的通用型螺杆,可适应多种塑料的加工,避免更换螺杆频繁,有利提高生产 效率。 通用型螺杆的压缩段长度介于渐变螺杆和突变螺杆之间。但通用型螺杆也绝非是 万能 螺杆,对某些有特殊 注塑工艺要求的塑料,需要配备特殊螺杆。 2. 料筒间隙系指料筒内壁与螺杆外径的单面间隙。此间隙太大塑化能力降低,注射回泄量增加,注射时间 延长;如果太小,热膨胀作用,使螺杆与料筒摩擦加剧,能耗加大,甚至卡死,此间隙 Δ = ( 0.002~0.005 ) ds ,如下表 间 隙 值 mm 螺杆直径 ≥ 15 ~ 25 > 25 ~ 50 > 50 ~ 80 > 80 ~ 110 > 110 ~ 150 > 150 ~ 200 > 200 ~ 240 > 240 最大径向 间隙 ≤ 0.12≤ 0.20≤ 0.30≤ 0.35≤ 0.45≤ 0.50≤ 0.60≤")
15
螺杆材料与工艺 氮化钢 38CrMoAl 镀铬钢 SCM440 ( 日本钢材 ) 不锈钢 9Cr18MoV 氮化处理 表面镀铬 双金属
 不锈钢 9Cr18MoV 氮化处理 表面镀铬 双金属")
16
海天注塑机螺杆编码规则 S 0160 XA 0 吨 位吨 位 螺杆 机器类别 螺杆型号螺杆类型

17
0--- 标准螺杆 1--- PC 螺杆 ( 渐变型 ) 2--- PA 螺杆 ( 突变型 ) 3--- PMMA 螺杆 ( 生产厚壁制品 ) 4--- PET 螺杆 ( 加长型 ) 5--- PVC 螺杆 ( 整体型 ) 6--- 热固型螺杆 ( 整体型 ) 7--- 弹性体螺杆 (TPR,TPU,TPE) 8--- 镜片型螺杆 (PMMA 有色眼镜专用 ) Z--- 高混型螺杆 ( 含珠光粉制品 ) H--- 普通型螺杆 ( 单螺纹 ) 螺杆种类
 2--- PA 螺杆 ( 突变型 ) 3--- PMMA 螺杆 ( 生产厚壁制品 ) 4--- PET 螺杆 ( 加长型 ) 5--- PVC 螺杆 ( 整体型 ) 6--- 热固型螺杆 ( 整体型 ) 7--- 弹性体螺杆 (TPR,TPU,TPE) 8--- 镜片型螺杆 (PMMA 有色眼镜专用 ) Z--- 高混型螺杆 ( 含珠光粉制品 ) H--- 普通型螺杆 ( 单螺纹 ) 螺杆种类")
18
60 ~ 470T --- 氮化双棱螺杆 530 ~ 2400TA --- 镀铬变距螺杆 2400TB ~ 4000T --- 氮化单棱螺杆 海天注塑机目前标准螺杆

19
根据塑料填充物选择螺杆材料与处理 1. 玻纤 双金属螺杆 2. 阻燃 镀铬螺杆或不锈钢螺杆 3. 即有玻纤又阻燃 目前只能用双金属螺杆 注明 : 1. 透明制品必须采用镀铬, 如果采用氮化公司无法保 证制品质量, 比如出黑点, 发黄现象 2. 阻燃级制品也必须采用镀铬或不锈钢, 如果采用氮 化公司无法保证螺杆使用寿命 螺杆的选择

20
根据塑料的粘度选择螺杆直径 : PP<PE<PS<ABS<PA<POM<PC+ABS<PC A,B 型 A,B,C 型 热固机螺杆选 B 型 PVC 螺杆 A,B 型

21
机 筒 氮化机筒 (38CrMoAl) 双金属机筒 (40Cr+ 离心浇铸 )
 双金属机筒 (40Cr+ 离心浇铸 )")
22
02 合模部分 1. 自锁作用 2. 增力作用

23
移动模板滑脚

25
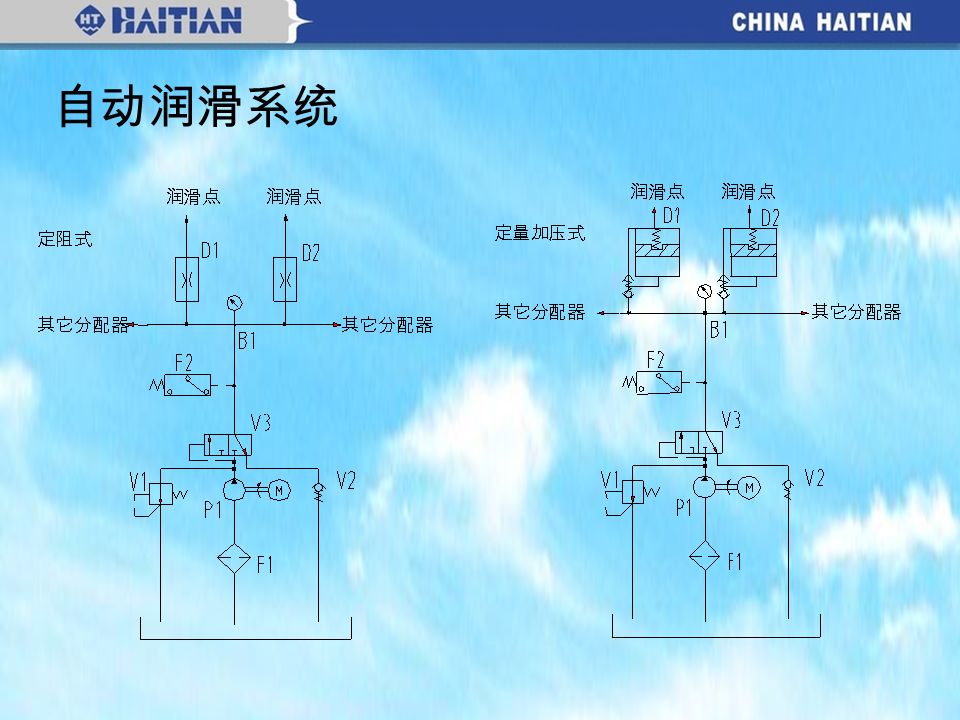
自动润滑系统

26
自动润滑脂: 00 号二硫化钼极压锂基脂 自动润滑参数: 定阻式润滑系统 润滑模数: 5000 润滑时间: 30 润滑延时: 0 润滑总时间: 30 润滑保持计时: 5 润滑次数: 3 定量加压式润滑系统 润滑模数: 3000 润滑时间: 60 润滑延时: 30 润滑总时间: 300 润滑保持计时: 5 润滑次数: 3

27
合模部分安全防护

28
合模部分新安全防护

29
三、海天注塑机电气部分

30
台湾弘讯 C7000 电脑

32
CPU 板:负责逻辑命令 红灯闪烁表示 CPU 板工作正常 绿灯闪烁表示和 X86 板通讯正常 X86 板:负责数据存储、运算、显示 红灯闪烁表示 X86 板工作正常

33
IO 板:数字量输入输出 PB 板:数字量输入 公共点 HCOM 近接开关 NPN PC 板:数字量输出 公共点 H24V 功率放大、隔离

34
模拟量输入 注射 合模 托模 注射位置尺 合模位置尺托模位置尺 电子尺零位:关模到底、托退到底 注射到底、座退到底 位置有效区:设备正常工作时,所允许的动作实际位 置和设定位置差值的范围

35
模拟量输出 K 型热电偶 显示温度 = 室温 +Xmv×25 ℃ 显示 977 、 770 表示无电源, T1010 变压器损坏 显示 988 、 888 表示热电偶断路 显示 990 、 999 表示短路、进入强电

36
设备必须有效接地:防静电、防干扰、防触电 配电箱温度不能超过 40 ℃,定期清理灰尘

37
四、海天注塑机液压部分

38
液压系统故障绝大多数是因为液压油引起的。液压元件中, 油泵对液压油的性能最为敏感,因泵内零件的运动速度最高, 工作压力也最高,且承压时间长,温升高。 液压油的最佳工作油温应在 45 ℃左右,最高不能超过 55 ℃。 油温太高,液压油粘度降低且易氧化变色产生油泥。 液压元件都是靠间隙密封,所以油质必须干净。 液压油油量要充足,不足易吸进气泡,产生气蚀。

39
油泵噪音大原因: 过滤网阻塞 液压油乳化变质 油泵内部磨损或吸进空气 电机和油泵的联轴节损坏 电机轴和油泵轴不同心

40
液压系统性能的优劣主要取决于构成液压 系统的压力、流量、方向三大阀类 性能的好坏

41
三通比例压力流量阀 建立压力:流量、负载 比例压力阀线圈 10 欧姆,电流 0 ~ 0.75A 比例流量阀线圈 40 欧姆,电流 0.12 ~ 0.7A 因比例压力阀阀芯上端的液压油需经比例流量阀阀芯流过去,所以 比例流量阀必须有起始开口

42
根据使用要求,阀芯在中间位置时,各油口之间有不同连通状态, 称为滑阀机能。 常用滑阀机能

43
合模滑阀控制回路图

44
合模插装控制回路图

45
注射 / 预塑滑阀式控制回路图

46
注射 / 预塑插装式控制回路

47
五、海天注塑机伺服节能系列

48
伺服机型的主结构图 驱动器 编码器 伺服电机油泵 传感器 闭环控制卡

49
上 位 机 (电脑 + 闭 环控制卡) 驱动器 传感器 负载 伺服电机 编码器 伺服系统的应用图
 驱动器 传感器 负载 伺服电机 编码器 伺服系统的应用图")
51
海天伺服节能注塑机的节能原理 电机本体节能:输出同样功率,伺服电机比普 通电机节能 10% 以上; 液压系统节能:注塑机的功率 W=k×P×F (k: 系 数; P: 系统压力; F :动作流量或速度 ) 。普通 注塑机由于采用定量泵, F 一直为 100% 。 MA 的 F 为实际值。如某一动作,压力 100 bar ,流 量 60% ,则 MA 做功部分耗电是普通机的 60% 。
 。普通 注塑机由于采用定量泵, F 一直为 100% 。 MA 的 F 为实际值。如某一动作,压力 100 bar ,流 量 60% ,则 MA 做功部分耗电是普通机的 60% 。")
52
谢谢! 请多支持!

Presentasi serupa



 组成: 眼球 接受光的刺激,并转化为神经冲动,传导兴奋。 眼副器 支持、保护、运动.>")

>")











提出把由任何形式的 细胞培养所产生的植株统称为体细胞无性系 ( somaclones )。LarkinScowcroft ( 1981 )提出把由任何形式的 细胞培养所产生的植株统称为体细胞无性系.>")



