Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
Blow Molding Process Giarno Y

2
Opening Teknik mencetak benda kerja berongga
Blow Molding pertama dipatenkan di US tahun 1881 Tahun 1940 an : blow molding dipakai untuk membuat botol kemasan shampo dan sabun cair. Tahun 1950 an : kemasan diterjen cair, oli, air minum, susu. Mengganti peran botol gelas

3
Proses Blow Molding Plastic di-extrude Pembentukan parison
Mold menutup Parison dikembungkan Pendinginan Banda kerja Mold membuka dan benda kerja dikeluarkan

4
Bahan Baku Blow Molding
Thermoplastic material (polimer) Melt Index cukup tinggi Paling banyak PP Yang lain: HDPE, PET, PP, LDPE, PVC, polycarbonat, ABS, EVOH, LLDPE, TPO, PBT, polystyrene, Nylon, TPE, campuran ABS/PC, K-Resin, MDPE, PUR, PETG dan PPO
 Melt Index cukup tinggi. Paling banyak PP. Yang lain: HDPE, PET, PP, LDPE, PVC, polycarbonat, ABS, EVOH, LLDPE, TPO, PBT, polystyrene, Nylon, TPE, campuran ABS/PC, K-Resin, MDPE, PUR, PETG dan PPO.")
5
Keuntungan Blow Molding
Cocok untuk desain benda berongga (hollow shapes) Peralatan dan mesin mudah didapat di pasar Harga peralatan dan mesin lebih murah dari injection molding
 Peralatan dan mesin mudah didapat di pasar. Harga peralatan dan mesin lebih murah dari injection molding.")
6
Kelemahan Blow Molding
Cycle time lebih lambat dibanding Injection Molding Harga parts relatif lebih mahal

7
Aplikasi Blow Molding Berbagai bentuk botol plastik Industri Mainan
Komponen Otomotive Tangki-tangki kimia dan bahan bakar Peralatan Rumah Tangga

9
Jenis-jenis Blow Molding
Extrusion Blow Molding Injection Blow Molding Stretch Blow Molding

10
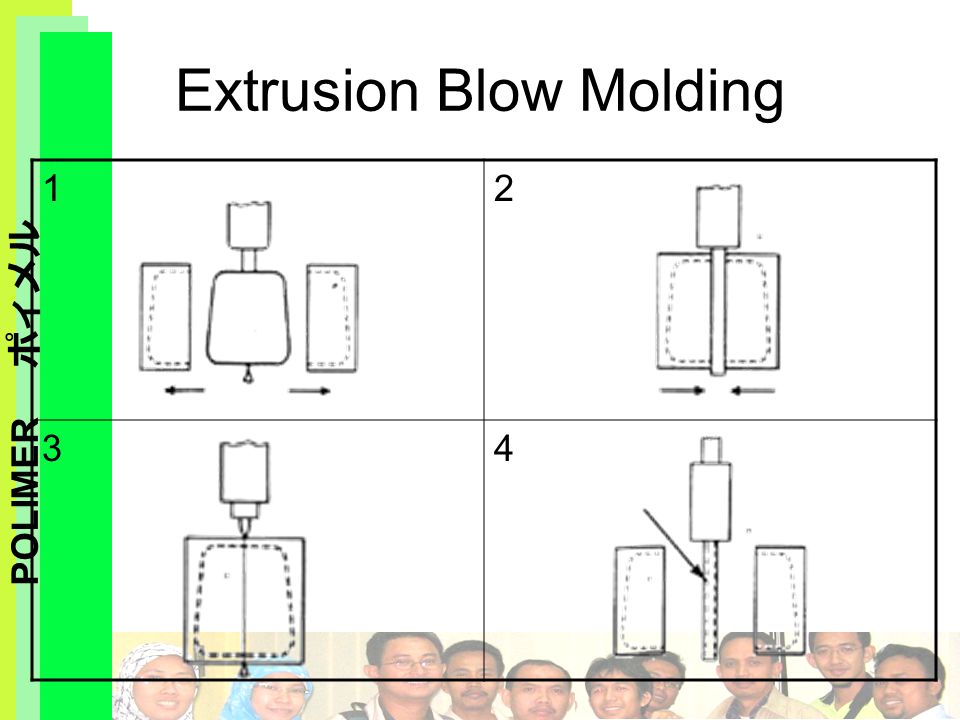
Extrusion Blow Molding
1 2 3 4
11
Injection Blow Molding
2. Blowing 3. Ejection

12
Three Station Injection Blow Molding

13
Stretch Blow Molding Hampir sama dengan Injection Blow Molding, tapi parison yang sudah dingin dipanaskan kembali dan ditiup dengan tekanan tinggi

14
Stretch Blow Molding

15
Problem Blow Molding Masalah Kemungkinan Penyebab Solusi
Permukaan kristalin yang kasar Kopolimer terlalu panas (over Heat) Turunkan temperatur extruder Kontaminasi resin yang tidak sesuai Kontaminasi oleh material lain Kontaminasi dari material yang terdekomposisi Periksa kantung material, hopper dan hilangkan bahan-bahan asing bersihkan cetakan dan extruder Bercak, bubble di benda kerja Moisture Keringkan resin pada suhu 60 Celcius selama 1 jam Part terlihat buram atau berkabut Kontaminasi Temperatur melting terlalu tinggi atau terlalu rendah Hilangkan kontaminasi Koreksi temperatur melting Dinding banda kerja yang tidak merata Leher parison turun Tambahkan extrusion rate dan turunkan melting temperature
 Turunkan temperatur extruder. Kontaminasi resin yang tidak sesuai. Kontaminasi oleh material lain. Kontaminasi dari material yang terdekomposisi. Periksa kantung material, hopper dan hilangkan bahan-bahan asing. bersihkan cetakan dan extruder. Bercak, bubble di benda kerja. Moisture. Keringkan resin pada suhu 60 Celcius selama 1 jam. Part terlihat buram atau berkabut. Kontaminasi. Temperatur melting terlalu tinggi atau terlalu rendah. Hilangkan kontaminasi. Koreksi temperatur melting. Dinding banda kerja yang tidak merata. Leher parison turun. Tambahkan extrusion rate dan turunkan melting temperature.")
16
Pertanyaan ?

Presentasi serupa


 Botol jenis PETE/PET ini disarankan hanya untuk sekali pakai. Bila terlalu sering dipakai, dan digunakan.>")









, produk lainnya : sepatu, selang, belt conveyor, seal,>")
>")
>")




>")
>")