Upload presentasi
1
Teknik Manufaktur I (TMS205ME) Dosen: Tim Dosen Lab. Inti Teknologi Produksi Jurusan Teknik Mesin, Fakultas Teknik - Universitas Andalas Sem Ganjil TA 2016/2017

2
Pertemuan ke-2 Teori pemotongan logam

3
Ada 2 jenis pemotongan logam 1. Proses pemotongan ortogonal 2. Proses pemotongan oblique

4
Jenis pemotongan logam ortogonal miring

5
Model Pemotongan Ortogonal Model pemotongan ortogonal: adalah model penyederhanaan untuk proses pemesinan yang mengabaikan kompleksitas geometri sehingga mengambarkan proses pemotongan secara benar.

6
Teori Pemotongan Teori lama tentang pemotongan logam adalah terjadinya retak mikro yang mejalar akibat tekanan pahat terhadap benda kerja

7
Teori pemotongan logam Teori baru tentang pemotongan logam disebut dengan teori tumpukan kartu. Pemotongan terjadi karena gaya yang bekerja pada suatu bidang geser. Bila kekuatan logam yang bersangkutan lebih kecil dari tegangan geser yang terjadi (akibat gaya geser) maka terjadi deformasi plastis yang mengeser material hingga putus (terjadi pemotongan). Deformasi geser tsb terjadi disepanjang bidang geser dengan orientasi
 maka terjadi deformasi plastis yang mengeser material hingga putus (terjadi pemotongan). Deformasi geser tsb terjadi disepanjang bidang geser dengan orientasi .")
8
Teori tentang pemotongan logam

9
Proses Terbentukannya geram yang sebenarnya Bidang geser Bidang antar geram dan pahat

10
Proses Terbentukannya geram Geram terjadi akibat deformasi geser Deformasi geser terjadi dalam suatu zona tertentu Zona primer adalah daerah pada bidang geser sedangkan zona sekunder terjadi akibat gesekan antar geram dan pahat Proses terbentuknya geram tergantung dari jenis material yang dipotong dan pahat yang dipakai

11
Beberapa tipe geram a. Geram kontinu: material ulet yang dipotong pada kecepatan tinggi dan gerak makan yang rendah. b. Geram tidak kontinu : material getas (seperti: besi cor) yang dipotong dengan kecepatan rendah. c. Geram kontinu dengan built-up-edge (BUE): material ulet yang dipotong dengan kecepatan rendah sampai dengan tinggi. d. Geram semi-kontinu (Serrated chip): terjadi untuk logam yang susah dimesin mis: Ti alloy, Ni alloy, Austenitic Stainless steels yang dimesin dengan kec. Tingggi
 yang dipotong dengan kecepatan rendah. c. Geram kontinu dengan built-up-edge (BUE): material ulet yang dipotong dengan kecepatan rendah sampai dengan tinggi. d. Geram semi-kontinu (Serrated chip): terjadi untuk logam yang susah dimesin mis: Ti alloy, Ni alloy, Austenitic Stainless steels yang dimesin dengan kec. Tingggi.")
12
Klasifikasi Proses Pemesinan 1. Proses pemesinan dengan menggunakan pahat potong. Contoh bubut, freis, gurdi. 2. Proses abrasif (menggunakan material abrasif untuk menghasilkan kualitas permukaan yang baik) Contoh: gerinda selindris, gerinda datar, honing, lapping, polishing 3. Proses non-konvensional, yaitu dengan memanfaatkan listrik, kimia, laser, tekanan air untuk memotong logam
 Contoh: gerinda selindris, gerinda datar, honing, lapping, polishing 3. Proses non-konvensional, yaitu dengan memanfaatkan listrik, kimia, laser, tekanan air untuk memotong logam.")
13
Proses Pemesinan dengan menggunakan pahat potong 1. Proses pemotongan yang menghasilkan benda bulat silendrik. 2. Proses pemotongan yang menghasilkan bentuk benda berbagai jenis (selain silendrik)
.")
14
Proses Pemesinan yang menghasilkan benda bulat (silindrik) - Proses bubut (turning) - Proses memperbesar lubang (boring) - Proses gurdi (drilling) - Proses penghalusan lubang (reaming)
 - Proses bubut (turning) - Proses memperbesar lubang (boring) - Proses gurdi (drilling) - Proses penghalusan lubang (reaming)")
15
Elemen dasar proses pemesinan a.Kecepatan potong (cutting speed), V c ; m/min b.Kecepatan makan (feed rate), V f ; mm/min c. Kedalaman potong (depth of cut), a ; mm d. Waktu pemotongan (cutting time), t c ; min e. Kecepatan penghasilan geram (rate of material removal), Z ; cm 3 /min
, a ; mm d. Waktu pemotongan (cutting time), t c ; min e. Kecepatan penghasilan geram (rate of material removal), Z ; cm 3 /min.")
16
Proses Bubut (Turning)
")
17
Pahat gerak makan (translasi) Benda kerja gerak potong (rotasi) Pahat mekanisme leadscrew Benda kerja putaran spindel Gambar skematis mesin bubut
 Benda kerja gerak potong (rotasi) Pahat mekanisme leadscrew Benda kerja putaran spindel Gambar skematis mesin bubut")
18
Mesin Bubut (Lathe) dan bagian-bagiannya
 dan bagian-bagiannya")
20
Mesin Bubut CNC (Computer Numerical Control)
")
21
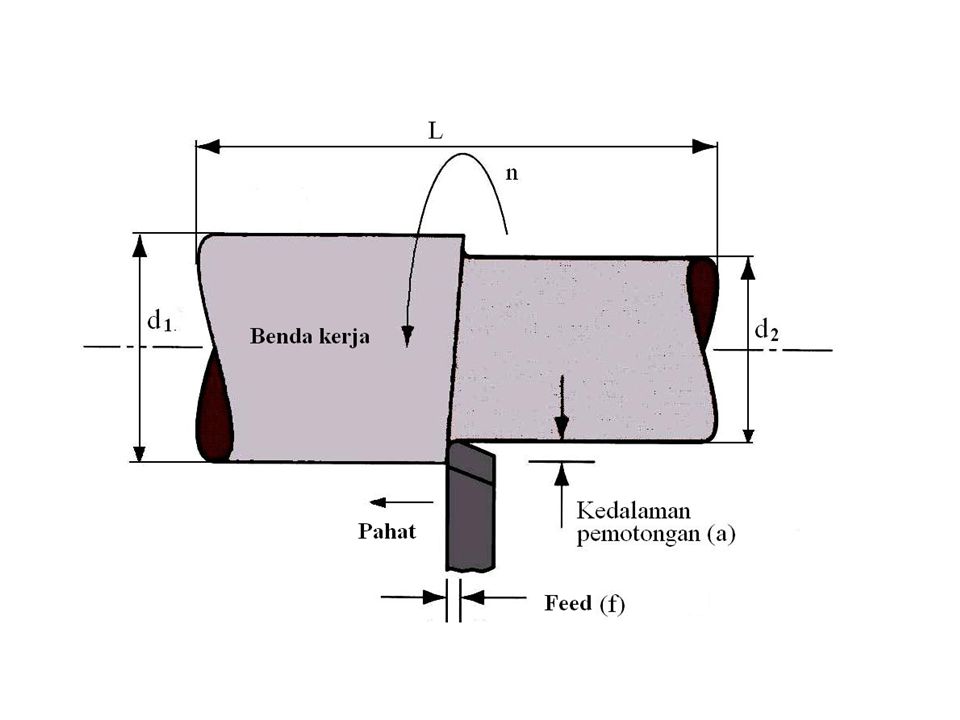
Putaran potong (Spindel speed), n [rpm] Gerak makan (feed rate), f [rev/mm] Kedalaman makan (depth of cut), a [mm] Parameter proses apa yang dapat diatur pada mesin bubut?
![Putaran potong (Spindel speed), n [rpm] Gerak makan (feed rate), f [rev/mm] Kedalaman makan (depth of cut), a [mm] Parameter proses apa yang dapat diatur pada mesin bubut](http://images.slideplayer.info/42/11619064/slides/slide_21.jpg "Putaran potong (Spindel speed), n [rpm] Gerak makan (feed rate), f [rev/mm] Kedalaman makan (depth of cut), a [mm] Parameter proses apa yang dapat diatur pada mesin bubut")
22
Putaran potong (Spindel speed), n [rpm] Gerak makan (feed rate), f [rev/mm] Kedalaman makan (depth of cut), a [mm] Parameter proses apa yang dapat diatur pada mesin bubut?
![Putaran potong (Spindel speed), n [rpm] Gerak makan (feed rate), f [rev/mm] Kedalaman makan (depth of cut), a [mm] Parameter proses apa yang dapat diatur pada mesin bubut](http://images.slideplayer.info/42/11619064/slides/slide_22.jpg "Putaran potong (Spindel speed), n [rpm] Gerak makan (feed rate), f [rev/mm] Kedalaman makan (depth of cut), a [mm] Parameter proses apa yang dapat diatur pada mesin bubut")
24
Proses Bubut Center-center Metoda untuk membubut konus (taper turning)
")
25
Proses Bubut senter-senter

26
Collet sebagai alat pemegang benda kerja dan pahat pada mesin bubut

27
Center-Drilling Operasi pemesinan pada benda kerja yang akan dibubut sehingga benda kerja dapat ditumpu oleh center pada tailstock

28
Proses pembuatan dengan center drill

29
Hal-hal yang harus diperhatikan sebelum membubut 1. Antara kedua senter harus se sumbu, kalau tidak maka hasil benda kerja tidak sesuai dengan spesifikasi geometrik 2. Ujung pahat harus sejajar dengan sumbu benda kerja (satu senter)
.")
30
Menggeser offset sumbu senter pada tailstock

31
Membuat benda kerja konus 1.Jenis pencekaman senter-senter (lathe dog – face plate) 2.Sumbu senter pada headstock diberi offset (tidak sesumbu) dengan senter pada tailstock
 2.Sumbu senter pada headstock diberi offset (tidak sesumbu) dengan senter pada tailstock")
32
Chuck pada mesin bubut Kegunaan: pencekam benda kerja

33
Steady Rest Kegunaan: Untuk membubut benda kerja yang panjang agar benda kerja tidak terjadi defleksi, sehingga mempengaruhi dimensi yang dihasilkan

34
Pertimbangan dalam proses bubut Benda kerja harus dapat dicekam Aspek geometris (spt: dimensi, bentuk dan kualitas permukaan) harus diperhatikan agar produk dapat berfungsi dengan baik. Bagian-bagian yang meruncing, kerucut, dan perubahan penampang yang terlalu bervariasi (poros bertingkat) sedapatnya dihindari. Untuk mempercepat waktu pengerjaan, maka ukuran benda kerja sedapat mungkin hampir mendekati ukuran produk yang akan dibuat.
 sedapatnya dihindari. Untuk mempercepat waktu pengerjaan, maka ukuran benda kerja sedapat mungkin hampir mendekati ukuran produk yang akan dibuat..")
35
Pertimbangan dalam proses bubut Rancangan komponen mesti menjamin pahat dapat bergerak bebas sepanjang benda kerja terhindar dari kemungkinan terjadinya tabrakan. Profil yang akan dibuat sebaiknya standar, jenis-jenis pahat /insert tersedia di pasaran dengan harga murah, serta pemegang benda kerjanya dapat dibuat. Bahan baku sebaiknya dipilih yang mempunyai sifat machinability (kemampuan untuk dipotong/machining) yang baik.
 yang baik..")
36
Mesin Bubut Vertikal (Vertical Lathe)
")
37
Perhatikan gambar disamping. Banyak aspek geometrik yang harus diukur untuk melihat kesesuaiannya dengan spesifikasi geometriknya. Aspek bentuk meliputi pengukuran kesejajaran, ketegaklurusan, run-out, posisi,dan kedatataran. Aspek dimensi merupakan pengukuran langsung ukuran yang memiliki harga toleransi (batas ukuran min. dan max.). ASPEK GEOMETRIK DALAM CONTOH KASUS Coba perhatikan lagi arti dari beberapa toleransi bentuk pada gambar di atas.
. ASPEK GEOMETRIK DALAM CONTOH KASUS Coba perhatikan lagi arti dari beberapa toleransi bentuk pada gambar di atas..")
38
Jelaskan pertimbangan proses bubut yang berhubungan dengan aspek geometrik? Berikan ilustrasinya dalam suatu gambar teknik. – Apakah ada toleransi ukuran pada benda kerja – Apakah ada toleransi bentuk seperti: toleransi kesamaan sumbu, keselindrisan, kebulatan, run-out, kelurusan, dll pada benda kerja – Berapa nilai kekasaran yang diingini dan proses pengerjaannya

39
Memperbesar lubang (Boring) Prototype Pada prinsipnya proses ini merupakan proses lanjutan. proses boring dapat dipergunakan mesin bubut untuk produk-produk yang berukuran besar, proses boring dilakukan pada mesin boring. Ilustasi video ”turning operation”

40
Prosedur penentuan elemen dasar proses pemesinan 1.Material yang akan dibubut 2.Pahat potong yang dipakai 3.Dari kedua informasi diatas diperkirakan harga kecepatan potong (v c ). Harga ini ditentukan berdasarkan tabel pemesinan atau pengalaman lapangan. 4.Dari diameter rata-rata (d) yang akan dibubut maka dicari putaran potong teoritis (n = 1000 v c / d ) 5.Disesuaikan harga putaran potong teoritis dengan harga putaran potong yang tersedia di mesin (pada mesin perkakas NC, harga putaran potong dapat diset berapapun sesuai dengan harga putaran yang didapat pada langkah 4)
 yang akan dibubut maka dicari putaran potong teoritis (n = 1000 v c / d ) 5.Disesuaikan harga putaran potong teoritis dengan harga putaran potong yang tersedia di mesin (pada mesin perkakas NC, harga putaran potong dapat diset berapapun sesuai dengan harga putaran yang didapat pada langkah 4).")















>")
>")




