Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
Konferensi Nasional Engineering Perhotelan V- 2014
Konferensi Nasional Engineering Perhotelan V Fakultas Teknik Udayana - Bali Kajian Eksperimental Kekasasaran Permukaan Polymer Ertalone 6SA pada Proses Milling. Sobron Lubis, Rosehan , Kevin Natiel Jurusan Teknik Mesin Fakultas Teknik Universitas Tarumanagara

2
Latar Belakang -Perkembangan dalam bidang pemesinan yang semakin canggih memerlukan produk yang dihasilkan sempurna sehingga dikembangkannya mesin perkakas yang dikontrol dengan komputer. Penggunaan bahan polymer yang semakin maju terutama untuk digunakan dalam komponen-komponen perlatan Industri, memerlukan proses pembentukan dengan menggunakan mesin perkakas. Perlunya mempertahankan nilai kekasaran permukaan yang dihasilkan Penggunaan parameter yang tepat untuk menghasilkan kekasaran permukaan benda kerja yang baik

3
Identifikasi Masalah Tujuan Penelitian
Penggunaan variasi parameter pemotongan Bagaimanakah pengaruh variasi parameter pemotongan terhadap kekasaran permukaan bahan benda kerja Polymer Tujuan Penelitian Adapun tujuan penelitian yaitu untuk mengetahui tingkat kekasaran permukaan benda kerja sebagai efek dari perubahan parameter pemotongan yang digunakan dalam proses pemesinan menggunakan mesin milling.

4
Bahan Polymer Ertalone 6SA
Material Polymer Ertalone 6SA merupakan material yang umum digunakan dalam bidang perindustrian. Seperti untuk sleeve and slide beaering, cutting and chapping boards, support and guide wheels, conveyor rolles, sprockets, feed screw [11]. Permukaan bendakerja yang baik sangat diinginkan dalam proses milling ini, sebagaimana diketahui, bahwa bahan jenis polymer ini memiliki High mechanical strength, stufness, hardness and toughness good fatique resistance. High mechanical damping ability, excellent wear resistance[11]. sehingga untuk membentuk dengan proses milling perlu ditentukan parameter pemotongan yang sesuai agar hasilnya didapatkan kekasaran permukaan yang baik.

5
Mesin Milling Proses milling adalah proses yang menghasilkan chip (beram). Milling menghasilkan permukaan yang datar atau berbentuk profil pada ukuran yang ditentukan dan kehalusan atau kualitas permukaan yang ditentukan. Spindel mesin milling adalah bagian dari sistem utama mesin milling yang bertugas untuk memegang dan memutar cutter hingga menghasilkan putaran atau gerakan pemotongan. Gerakan pemotongan pada cutter jika dikenakan pada benda kerja yang telah dicekam maka akan terjadi gesekan/tabrakan sehingga akan menghasilkan pemotongan pada bagian benda kerja, hal ini dapat terjadi karena material penyusun cutter mempunyai kekerasan diatas kekerasan benda kerja.
. Milling menghasilkan permukaan yang datar atau berbentuk profil pada ukuran yang ditentukan dan kehalusan atau kualitas permukaan yang ditentukan. Spindel mesin milling adalah bagian dari sistem utama mesin milling yang bertugas untuk memegang dan memutar cutter hingga menghasilkan putaran atau gerakan pemotongan. Gerakan pemotongan pada cutter jika dikenakan pada benda kerja yang telah dicekam maka akan terjadi gesekan/tabrakan sehingga akan menghasilkan pemotongan pada bagian benda kerja, hal ini dapat terjadi karena material penyusun cutter mempunyai kekerasan diatas kekerasan benda kerja.")
6
Parameter Pemotongan Pada proses Pemesinan milling terdapat beberapa parameter pemotongan yaitu : Kecepatan pemotongan Kedalaman pemotongan Hantaran pemakanan

7
Klasifikasi Proses Milling

8
Dua Metode Freis yaitu up milling dan down millling

9
Kekasaran Permukaan Kekasaran permukaan adalah salah satu penyimpangan yang disebabkan oleh kondisi pemotongan dari proses pemesinan. Sedangkan permukaan itu sendiri adalah batas yang memisahkan benda padat dengan sekelilingnya. Karakter suatu permukaan memegang peranan penting dalam perancangan komponen mesin atau peralatan. Dimana karakterisktik permukaan dinyatakan dengan jelas misalnya dalam kaitannya dengan gesekan, keausan, pelumasan, tahanan kelelahan, dan lain-lain.

10
Metode Penelitian Bahan benda kerja yang digunakan adalah material Polymer Ertalone 6SA dengan dimensi diameter 50 mm, panjang 300 mm.

11
Mesin Milling CNC Percobaan dilaksanakan pada Laboratorium CNC Teknik Mesin Fakultas Teknik Universitas Tarumanagara dengan menggunakan mesin Milling CNC Mazzak.

12
Surface Test Mitotoyo

13
Pencatatan dan analisis
Prosedur Penelitian Mulai Persiapan Bahan Benda kerja & Mata Pahat Persiapan Peralatan Pemotongan benda kerja dan pemasangan mata pahat Setting & kalibrasi Alat Ukur Variasi Parameter Pemotongan Proses Millling Pencatatan dan analisis Data Selesai Kesimpulan

14
Hasil dan Pembahasan

15
Pengaruh Kecepatan Pemotongan terhadap Nilai Kekasaran Permukaan

16
Dari grafik yang disampaikan pada Gambar 5 dan Gambar 6 dapat diketahui bahwa peningkatan kecepatan pemotongan dari m/min memberi pengaruh terhadap penutunan nilai kekasaran permukaan, namun ketika kecepatan pemotong dinaikkan dari m/min terlihat bahwa nilai kekasaran permukaan mengalami peningkatan. Hal ini terjadi ketika proses pemesinan berlangsung, panas terdistribusi secara menyeluruh pada bidang deformasi utama, dan melalui gesekan diantara chip dan benda kerja dan permukaan mata pahat dan diantara benda kerja. Pada pemesinan logam, umumnya panas ini keluar dari area pemotongan melalui chip (diatas 70 % pada kecepatan potong yang tinggi). Didalam pemesinan polymer, disebabkan konduktivitas termalnya yang rendah, panas yang terjadi di daerah utama tidak dapat bergerak cepat sehingga serpihan yang dihasilkan sebahagian masih melekat pada bidang sisi pemotongan, dan ini member kontribusi terjadainya terjadinya goresan pada permukaan benda kerja tersebut. Secara garis besar dapat dilihat dari grafik tersebut bahwa untuk menghasilkan kualitas kekasaran permukaan yang paling baik adalah dengan menggunakan parameter pemesinan kecepatan potong (Vc) sebesar ± 140 m/min.
. Didalam pemesinan polymer, disebabkan konduktivitas termalnya yang rendah, panas yang terjadi di daerah utama tidak dapat bergerak cepat sehingga serpihan yang dihasilkan sebahagian masih melekat pada bidang sisi pemotongan, dan ini member kontribusi terjadainya terjadinya goresan pada permukaan benda kerja tersebut. Secara garis besar dapat dilihat dari grafik tersebut bahwa untuk menghasilkan kualitas kekasaran permukaan yang paling baik adalah dengan menggunakan parameter pemesinan kecepatan potong (Vc) sebesar ± 140 m/min..")
17
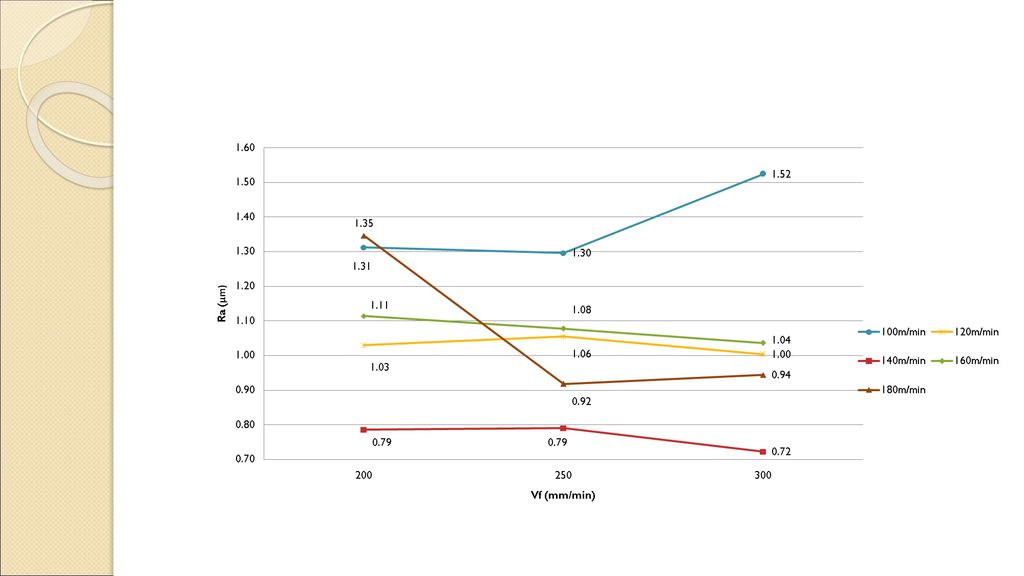
Perbandingan nilai kekasaran pada variasi kecepatan pemakanan

19
Dari keduan gambar diatas dapat diketahui bahwa perubahan peningkatan kecepatan pemakanan pada 250 mm/min menunjukkan peningkatan nilai kekasaran permukaan, sedangkan pada kecepatan 300 mm/min menunjukan mengalami penurunan. Dapat dilihat pada kedua grafik tersebut bahwa untuk mendapatkan nilai kekasaran permukaan yang paling baik adalah dengan menggunakan parameter pemesinan kecepatan pemakanan sebesar 300 mm/min dan kedalaman pemakanan sebesar 0,4 mm.

20
Simpulan Nilai kekasaran permukaan material Polymer Ertalone 6SA yang paling baik untuk proses milling dengan mata pahat end mill HSS berdiameter 12 mm diperoleh dengan variasi parameter pemesinan kecepatan potong (Vc) 140 m/min, kecepatan pemakanan (Vf) 300 mm/min, dan kedalaman pemakanan (a) sebesar 0,4 mm yaitu dengan nilai kekasaran permukaan (Ra) sebesar 0,722 μm. Penggunaan kedalaman pemotongan yang lebih besar (0,4 mm) cenderung menghasilkan nilai kekasaran yang lebih baik. Dalam melakukan proses pemesinan untuk material ini diperlukan coolant untuk mencegah terjadinya Build Up Edge (BUE) pada mata pahat yang dikarenakan jenis material Polymer Ertalone 6SA yang memiliki titik leleh yang rendah. Variabel paramater pemotongan yang lebih mempengaruhi terhadap nilai kekasaran permukaan adalah kedalaman pemotongan dengan perubahan sebesar 37,1% lebih tinggi dibandingkan dengan perubahan nilai kekasaran yang terjadi karena variasi kecepatan pemotongan 25,88% , dan variasi kecepatan pemakanan sebesar 24,54 %
 140 m/min, kecepatan pemakanan (Vf) 300 mm/min, dan kedalaman pemakanan (a) sebesar 0,4 mm yaitu dengan nilai kekasaran permukaan (Ra) sebesar 0,722 μm. Penggunaan kedalaman pemotongan yang lebih besar (0,4 mm) cenderung menghasilkan nilai kekasaran yang lebih baik. Dalam melakukan proses pemesinan untuk material ini diperlukan coolant untuk mencegah terjadinya Build Up Edge (BUE) pada mata pahat yang dikarenakan jenis material Polymer Ertalone 6SA yang memiliki titik leleh yang rendah. Variabel paramater pemotongan yang lebih mempengaruhi terhadap nilai kekasaran permukaan adalah kedalaman pemotongan dengan perubahan sebesar 37,1% lebih tinggi dibandingkan dengan perubahan nilai kekasaran yang terjadi karena variasi kecepatan pemotongan 25,88% , dan variasi kecepatan pemakanan sebesar 24,54 %")
21
Saran Jika ingin melakukan proses pemesinan tanpa menggunakan coolant, kecepatan potong yang digunakan harus tinggi dan tingkat kedalaman pemakanan yang rendah serta kecepatan pemakanan yang tinggi pula.

22
Sekian dan Terima Kasih

Presentasi serupa








 JURUSAN TEKNIK MESIN>")


>")






 Dosen: Tim Dosen Lab. Inti Teknologi Produksi Jurusan Teknik Mesin, Fakultas Teknik - Universitas Andalas Sem Ganjil TA.>")
 Finansius (D )>")