Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
MANUFACTURING SYSTEM

2
PRODUCT Produk itu sebenarnya lahir, hidup, dan kemudian mati. Produk yang mati disingkirkan oleh perubahan yang terjadi di masyarakat. Kehidupan produk dibagi atas 4 fase: · Perkenalan · Pertumbuhan · Dewasa · Menurun

3
Siklus hidup produk bisa beberapa jam saja (koran), beberapa bulan (mode musiman), beberapa tahun (video rekam Betamax), atau beberapa dekade (Volkswagen Beetle). Seorang manajer operasi harus mendesain suatu sistem yang dapat membantu pengenalan produk baru dengan sukses.Bila fungsi operasinya tidak berjalan secara efektif, perusahaan akan terjerat dengan kekalahan, bisa berupa produk yang tidak dapat diproduksi secara efisien atau bahkan tidak dapat diproduksi sama sekali. Pengembangan produk melewati 8 tahapan, dimulai dengan ide dan diakhiri dengan pengiriman pada pasar dan kemudian melakukan evaluasi akhir.

4
Dokumentasi Produksi:
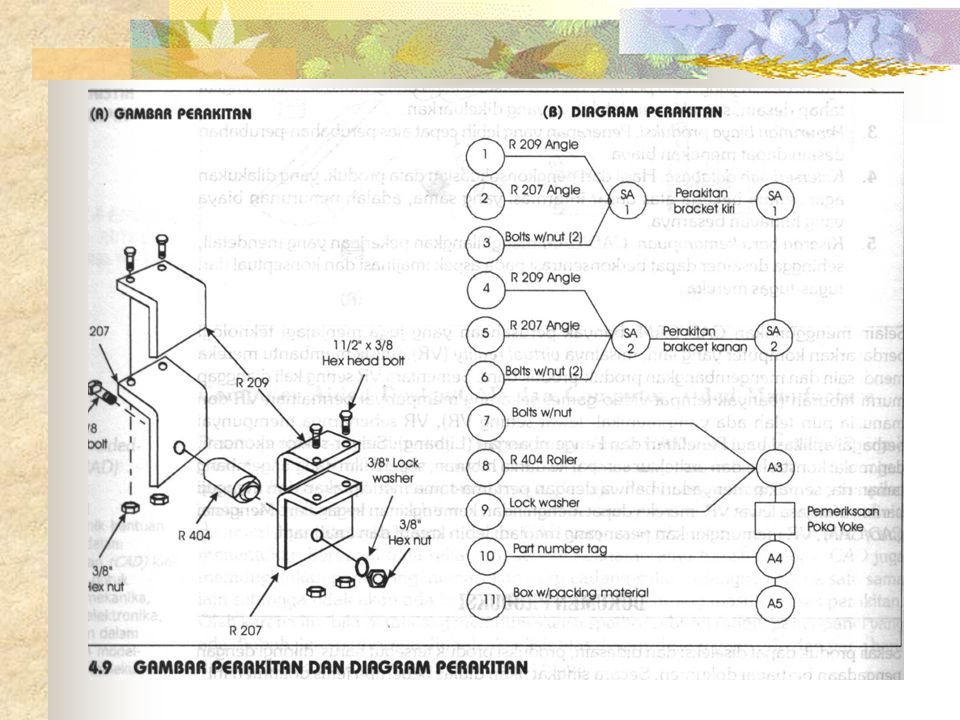
Gambar teknik (engineering drawing) Struktur produk (bill-of-material) Gambar perakitan Diagram perakitan Lembar Rute Perintah kerja (work order): job released, manufacturing order (MO) Pemberitahuan perubahan teknis (ECN-Engineering Change Notice)
 Struktur produk (bill-of-material) Gambar perakitan. Diagram perakitan. Lembar Rute. Perintah kerja (work order): job released, manufacturing order (MO) Pemberitahuan perubahan teknis (ECN-Engineering Change Notice)")
6
PROCESS There are 3 categories to place a company: Basic Producer
Companies take the natural resources and transform these into the raw materials used by other industrial manufacturing firms. Ex.: steel producers transform iron ore into steel ingots. Converter Companies take the output of the basic producer and transforms these raw materials into various industrial products and some consumer items. Ex.: the steel ingot is converted into bar stock or sheet metal. Fabricator Companies fabricate and assemble final products. Ex.: the bar stock and sheet metal are transformed into machined engine components and automobile body panels. Types of Production: Job Shop production Batch production Mass production

7
Mass Production Batch Production Job Shop Production quantity Production rate Labor skill level General Equipment Special Special tooling Process Plant layouts Product flow

8
Functions in Manufacturing:
Processing Processing operations transform the product from one state of completion into a more advanced state of completion. No materials or components are assembled or added to accomplish the transformation. Instead, energy is added to change the shape of the part. They can be classified into one of the following 4 categories: Basic processes Secondary processes Operations to enhance physical properties Finishing operations Assembly In assembly, the distinguishing feature is that 2 or more separate components are joined together. Material handling and storage A means of moving and storing materials between the processing and assembly operations must be provided. In most manufacturing plants, materials spend more time being moved and stored than being processed. Inspection and test Inspection and testing are generally considered part of quality control. The purpose of inspection it to determine whether the manufactured product meets the established design standards and specifications. Testing is generally concerned with the functional specifications of the final product rather than the individual parts that go into the product. Control The control function in manufacturing includes both the regulation of individual processing and assembly operations, and the management of plant-level activities.

9
PLANT LAYOUT There are 3 principal types of plant layout associated with traditional production shops: Fixed-position layout Process layout Product-flow layout There is a considerable correlation between the type of plant layout and the type of production previously classified according to quantity.

10
Kapasitas adalah hasil produksi (output) maksimal dari sistem pada periode tertentu. Kapasitas biasanya dinyatakan dalam angka per satuan wkatu, misalnya jumlah berton-ton baja yang dapat diproduksi setiap minggu, setiap bulan, atau setiap tahun. Kapasitas efektif atau pemanfaatan efektif merupakan persentase kapasitas desain yang benar-benar diharapkan mampu secara operasional. Kapasitas efektif tersebut dapat dihitung dengan menggunakan rumus: Kapasitas efektif atau Utilisasi = Kapasitas yang diharapkan / Kapasitas Efisiensi = Output aktual / kapasitas yg diharapkan Kapasitas yang dijadikan patokan (rated capacity) adalah ukuran kapasitas dimana fasilitas tertentu sudah digunakan dengan maksimal. Rate capacity = Kapasitas x Utilisasi x Efisiensi
 adalah ukuran kapasitas dimana fasilitas tertentu sudah digunakan dengan maksimal. Rate capacity = Kapasitas x Utilisasi x Efisiensi.")
11
Penyeimbangan Lini Perakitan
Waktu siklus = waktu produksi yang tersedia setiap hari / permintaan per hari atau tingkat produksi per hari Efisiensi = Jumlah waktu tugas / (Jumlah stasiun kerja x Waktu siklus yang diberikan)
")
12
MAN AND WORK SYSTEM Desain pekerjaan menentukan spesifikasi tugas-tugas yang terkandung dalam pekerjaan untuk seseorang atau suatu kelompok. Ada 6 komponen dari suatu desain pekerjaan: 1. spesialisasi tenaga kerja 2. perluasan pekerjaan 3. unsur kejiwaan 4. kelompok kerja yang mandiri 5. motivasi dan sistem insentif 6. ergonomis dan cara-cara kerja Job enlargement (pembesaran pekerjaan) dimana pada pekerjaan yang bersangkutan ditambahkan tugas-tugas yang membutuhkan keahlian yang sama. Job rotation (rotasi pekerjaan) merupakan versi job enlargement yang terjadi bila tidak dilakukan penambahan tugas, tetapi dilakukan dengan cara memberikan karyawan pengalaman dengan pekerjaan lain, di mana karyawan dapat berpindah dari satu pekerjaan terspesialisasi ke pekerjaan terspesialisasi lainnya. Job enrichment (pengayaan pekerjaan) di mana kepada pekerjaan ditambah unsur perencanaan dan pengendalian. Pemberdayaan karyawan adalah praktik job enrichment di mana karyawan memperoleh tanggung jawab yang lebih besar terhadap berbagai keputusan yang biasanya berkaitan dengan pekerjaan, diberikan kepada staf yang spesialis.
 dimana pada pekerjaan yang bersangkutan ditambahkan tugas-tugas yang membutuhkan keahlian yang sama. Job rotation (rotasi pekerjaan) merupakan versi job enlargement yang terjadi bila tidak dilakukan penambahan tugas, tetapi dilakukan dengan cara memberikan karyawan pengalaman dengan pekerjaan lain, di mana karyawan dapat berpindah dari satu pekerjaan terspesialisasi ke pekerjaan terspesialisasi lainnya. Job enrichment (pengayaan pekerjaan) di mana kepada pekerjaan ditambah unsur perencanaan dan pengendalian. Pemberdayaan karyawan adalah praktik job enrichment di mana karyawan memperoleh tanggung jawab yang lebih besar terhadap berbagai keputusan yang biasanya berkaitan dengan pekerjaan, diberikan kepada staf yang spesialis.")
13
Unsur kejiwaan suatu Desain Pekerjaan
Unsur kejiwaan dari desain pekerjaan memfokuskan pada bagaimana mendesain pekerjaan yang memenuhi beberapa kebutuhan minimal kejiwaan. Mendesain pekerjaan hendaknya dapat mencakup: 1. Variasi keahlian. Pekerjaan itu harus menuntut pekerja untuk menggunakan berbagai keahlian dan bakat. 2. Identitas pekerjaan. Pekerjaan itu harus memungkinkan pekerja untuk memandang pekerjaan tersebut secara menyeluruh dan mengetahui yang mana awal dan yang mana akhir dari suatu pekerjaan. 3. Pentingnya pekerjaan. Pekerjaan harus memberikan suatu perasaan bahwa pekerjaan tersebut mempengaruhi kehidupan organisasi dan masyarakatnya. 4. Otonomi. Pekerjaan itu harus memungkinkan seseorang dalam melaksanakan pekerjaan mempunyai kebebasan, ketidaktergantungan, dan keleluasaan. 5. Umpan balik. Pekerjaan itu harus memberikan informasi yang jelas dan tepat waktu atas kinerja yang diharapkan. Kelompok-kelompok Kerja yang Mandiri Kelompok yang mandiri merupakan suatu kelompok-kelompok kerja yang terdiri dari orang-orang yang berdayaguna yang bekerja sama untuk mencapai tujuan yang sama. Kelompok-kelompok kerja ini dapat diorganisir untuk tujuan-tujuan jangka pendek maupun tujuang jangka panjang.

14
Motivasi dan Sistem Insentif
Bonus, biasanya dalam bentuk uang tunai atau opsi saham, sering digunakan pada tingkat eksekutif dalam rangka memberi penghargaan kepada manajemen. Sistem pembagian laba memberikan sebagian dari laba untuk dibagikan pada karyawan. Teknik pembagian keuntungan memberikan pengharagaan pada karyawan untuk berbagai peningkatan kinerja organisasi. Ergonomi dan Metode Kerja Manajer operasi tertarik untuk membangun hubungan yang baik antara manusia dengan mesin. Studi mengenai hubungan ini dikenal dengan istilah ergonomi. Ergonomi berarti “studi tentang kerja”. Analisis Metode Kerja Teknik-teknik metode kerja untuk menganalisis: 1. Perpindahan manusia atau bahan baku. Analisisnya dilakukan dengan menggunakan diagram arus dan diagram proses dengan detail yang bermacam-macam. 2. Kegiatan manusia serta mesin dan kegiatan awak mesin. Analisis ini dilakukan dengan menggunakan diagram kegiatan (juga dikenal sebagai diagram manusia-mesin dan diagram awak mesin). 3. Gerakan tubuh (utamanya lengan dan tangan). Analisis ini dilakukan dengan menggunakan diagram gerakan mikro.
. 3. Gerakan tubuh (utamanya lengan dan tangan). Analisis ini dilakukan dengan menggunakan diagram gerakan mikro.")
15
Diagram arus adalah skema (gambar) yang digunakan untuk meneliti perpindahan manusia dan bahan baku.
Diagram proses menggunakan simbol untuk membantu memahami perpindahan manusia atau bahan baku. Dengan cara ini, perpindahan dan keterlambatan dapat dikurangi dan operasi dapat dibuat lebih efisien. Diagram kegiatan digunakan untuk mempelajari dan meningkatkan kinerja seorang operator dan sebuah mesin atau gabungan operator-operator dan mesin-mesin. Melalui observasi, analis akan mencatat metode kerja yang sekarang dipakai dan kemudian pada diagram usulannya menganjurkan perbaikan. Diagram operasi untuk menganalisis gerakan tubuh, untuk menganlisis segi ekonomi dari gerakan dengan menghilangkan gerakan yang sia-sia dan waktu yang tidak produktif. Nama lain diagram ini: diagram tangan kanan/tangan kiri. Standar tenaga kerja: jumlah waktu yang diperlukan untuk melakukan suatu pekerjaan atau bagian dari pekerjaan. Tujuannya untuk menentukan: 1. Kandungan tenaga kerja untuk satu unit produk yang diproduksi (biaya tenaga kerjanya). 2. Kebutuhan penugasan staf organisasi (berapa orang yang diperlukan untuk memproduksi sejumlah volume tertentu dari suatu produk). 3. Estimasi biaya dan waktu sebelum produksi dilakukan (untuk membantu berbagai pengambilan keputusan, mulai dari mengembangkan estimasi biaya untuk konsumen sampai ke keputusan beli-atau-buat sendiri). 4. Banyaknya operator dan keseimbangan kerja (siapa yang melakukan apa dalam kegiatqn kelompok atau lini perakitan). 5. Produksi yang diinginkan (manajer dan juga pekerja harus mengetahui bagaimana hari kerja bisa dianggap adil). 6. Dasar dari rencana insentif-upah (bagaimana insentif yang baik itu). 7. Efisiensi karyawan dan penyeliaan (standar itu perlu untuk kepentingan pengukuran efisiensi).
. 2. Kebutuhan penugasan staf organisasi (berapa orang yang diperlukan untuk memproduksi sejumlah volume tertentu dari suatu produk). 3. Estimasi biaya dan waktu sebelum produksi dilakukan (untuk membantu berbagai pengambilan keputusan, mulai dari mengembangkan estimasi biaya untuk konsumen sampai ke keputusan beli-atau-buat sendiri). 4. Banyaknya operator dan keseimbangan kerja (siapa yang melakukan apa dalam kegiatqn kelompok atau lini perakitan). 5. Produksi yang diinginkan (manajer dan juga pekerja harus mengetahui bagaimana hari kerja bisa dianggap adil). 6. Dasar dari rencana insentif-upah (bagaimana insentif yang baik itu). 7. Efisiensi karyawan dan penyeliaan (standar itu perlu untuk kepentingan pengukuran efisiensi).")
16
Standar tenaga kerja bisa diterapkan denga 4 cara:
Pengalaman masa lalu Studi waktu Standar waktu yang telah ditetapkan sebelum pekerjaa dilakukan Penetapan sampel kerja

17
Studi waktu Seseorang yang terlatih dan berpengalaman dapat menetapkan standar dengan mengikuti 8 tahap berikut ini: 1. Mendefinisikan tugas yang kan dijadikan objek studi (setelah dilakukan analisis metode). 2. Memilah tugas itu menjadi elemen-elemen dasar (bagian dari tugas yang sering memakan waktu hanya beberapa detik saja). 3. Menentukan berapa kali tugas akan diukur (jumlah siklus atau sampel yang dibutuhkan). 4. Menentukan waktu dan mencatat waktu pelaksanaan elemen dasar tugas itu dan menetapkan peringkat bagi kinerja pelaksanaan itu. 5. Menghitung waktu siklus aktual rata-rata. Waktu siklus rata-rata = Jumlah waktu tercatat yg diperlukan untuk melaksanakan elemen dasar tugas / Jumlah siklus yang diamati 6. Menghitung waktu normal untuk setiap elemen. Waktu normal = waktu siklus aktual rata-rata x faktor peringkat 7. Menjumlahkan waktu normal untuk setiap elemen, agar dapat peroleh waktu normal total untuk suatu pelaksanaan tugas. 8. Menghitung waktu standar. Waktu standar = waktu normal total / (1-faktor kelonggaran)
. 2. Memilah tugas itu menjadi elemen-elemen dasar (bagian dari tugas yang sering memakan waktu hanya beberapa detik saja). 3. Menentukan berapa kali tugas akan diukur (jumlah siklus atau sampel yang dibutuhkan). 4. Menentukan waktu dan mencatat waktu pelaksanaan elemen dasar tugas itu dan menetapkan peringkat bagi kinerja pelaksanaan itu. 5. Menghitung waktu siklus aktual rata-rata. Waktu siklus rata-rata = Jumlah waktu tercatat yg diperlukan untuk melaksanakan elemen. dasar tugas / Jumlah siklus yang diamati. 6. Menghitung waktu normal untuk setiap elemen. Waktu normal = waktu siklus aktual rata-rata x faktor peringkat. 7. Menjumlahkan waktu normal untuk setiap elemen, agar dapat peroleh waktu normal total untuk suatu pelaksanaan tugas. 8. Menghitung waktu standar. Waktu standar = waktu normal total / (1-faktor kelonggaran)")
18
Sampel kerja digunakan dalam:
1. Studi pemborosan waktu 2. Penetapan standar tenaga kerja 3. Pengukuran kinerja kerja Prosedur pengujian sampel dapat diringkas ke dalam 7 tahapan: 1. Ambil sampel awal untuk memperoleh estimasi dari nilai parameternya 2. Hitung ukuran sampel yang dibutuhkan 3. Siapkan jadwal pengamatan pekerja pada waktu-waktu yang tepat. Konsep nomor acak digunakan untuk memberikan pengamatan yang acak pula. 4. Amati dan catat kegiatan pekerja; beri peringkat pada kinerjanya. 5. Catat jumlah unit yang diproduksi selama studi dilangsungkan. 6. Hitung waktu normal per bagian. 7. Hitung waktu standar per bagian.

Presentasi serupa