Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
CUTTING TOOLS (PAHAT POTONG)
")
2
Keberhasilan proses pemotongan tergantung pemilihan pahat potong (cutting tools)→material & geometri
Gbr. Di samping menunjukan pertumbuhan (improvement) pahat potong → untuk meningkatkan produktifitas proses pemotongan
 pahat potong → untuk meningkatkan produktifitas proses pemotongan.")
3
pemilihan material dan geometri pahat potong diikuti oleh pemilihan cutting conditions untuk aplikasi tertentu tergantung pada banyak variabel

4
Yang mempengaruhi pemilihan material dan geometri cuting tool (pahat potong)
material benda kerja (sifat-sifat material) dimensi dan bentuk benda kerja (geometri, akurasi dan persyaratan lainya) mesin perkakas dan pemegang benda kerja (rigiditas, daya dan range kecepatan potong dan kecepatan makan) pendukung (kemampuan operator, kontrol, lubrikasi dan pembuangan geram)
 dimensi dan bentuk benda kerja (geometri, akurasi dan persyaratan lainya) mesin perkakas dan pemegang benda kerja (rigiditas, daya dan range kecepatan potong dan kecepatan makan) pendukung (kemampuan operator, kontrol, lubrikasi dan pembuangan geram)")
5
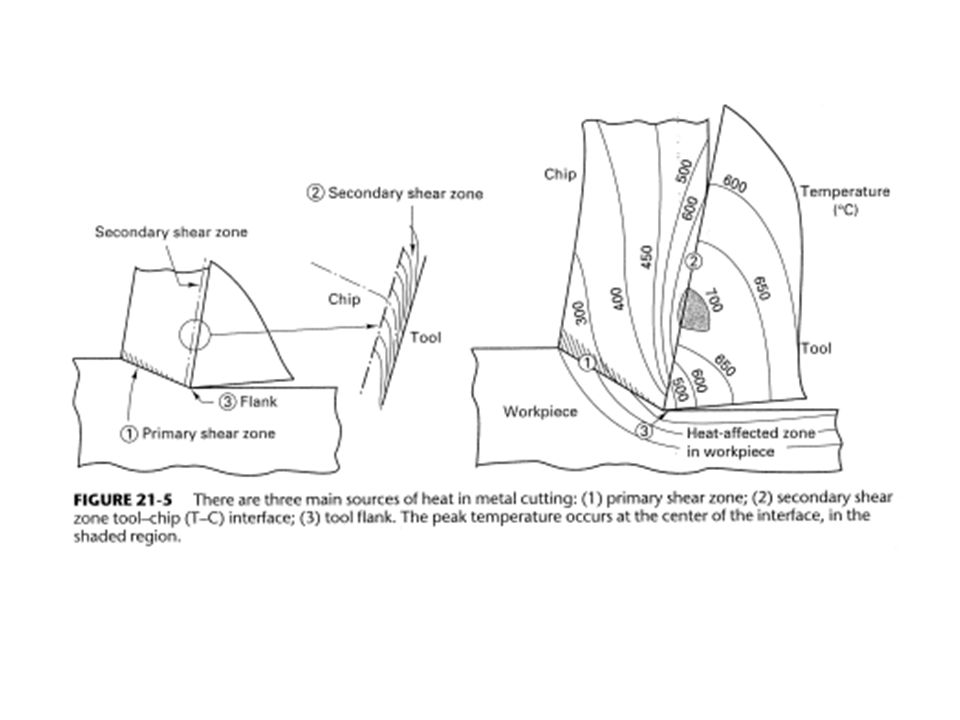
Meningkatkan produktifitas pembuangan geram (chips of metal removal) dengan menaikan cutting condition (kecepatan potong) akan berakibat meningkatnya suhu pemotongan → gesekan
 dengan menaikan cutting condition (kecepatan potong) akan berakibat meningkatnya suhu pemotongan → gesekan")
6
Kenaikan temperatur proses pemotongan akan berakibat keausan (wear) pada pahat potong meningkat → umur pahat menurun
 pada pahat potong meningkat → umur pahat menurun")
7
Suhu yang dihasilkan dari proses pemesinan terdistribusi ke:
Pahat potong (sekitar 20%) Benda kerja (sekitar5%) dan Geram (sekitar 75%)
 Benda kerja (sekitar5%) dan. Geram (sekitar 75%)")
9
Material pahat potong (cutting tool)
Proses pembentukan geram dengan cara pemesinan berlangsung dengan cara mempertemukan dua material (benda kerja dan pahat potong) Untuk menjamin kelangsungan proses, diperlukan material pahat yang lebih unggul dari material benda kerja.
 Untuk menjamin kelangsungan proses, diperlukan material pahat yang lebih unggul dari material benda kerja.")
10
Yang harus diperhatikan untuk material pahat adalah:
kekerasan: cukup tinggi > kekerasan benda kerja, juga pada temperatur tinggi pada saat proses pembentukan geram Keuletan: cukup besar untuk menahan beban kejut yang terjadi (proses interupsi dan kekerasan material benda kerja yang tidak homogen→hard spot) ketahanan beban kejut termal→diperlukan bila terjadi perubahan temperatur yang cukup besar secara berkala / periodik) Sifat adhesi yang rendah: untuk mengurangi afinitas benda kerja terhadap pahat, mengurangi laju keausan, serta penurunan gaya pemotongan Daya larut elemen/komponen material pahat yang rendah: dibutuhkan demi untuk memperkecil laju keausan akibat mekanisme difusi.
 ketahanan beban kejut termal→diperlukan bila terjadi perubahan temperatur yang cukup besar secara berkala / periodik) Sifat adhesi yang rendah: untuk mengurangi afinitas benda kerja terhadap pahat, mengurangi laju keausan, serta penurunan gaya pemotongan. Daya larut elemen/komponen material pahat yang rendah: dibutuhkan demi untuk memperkecil laju keausan akibat mekanisme difusi.")
11
Kekerasan material pahat potong (cutting tools)
")
12
Hot hardness: kekerasan berbagai pahat potong pada temperatur yang tinggi

13
Recovery hardness: kekerasan pada temperatur ruang setelah pahat potong yang bersangkutan mengalami temperatur kerja yang tinggi selama beberapa saat

14
Hot hardness →Kekerasan berbagai pahat potong pada temperatur kerja yang tinggi
Recovery hardness → kekerasan pada temperatur ruang setelah pahat potong mengalami temperatur kerja yang tinggi beberapa saat

17
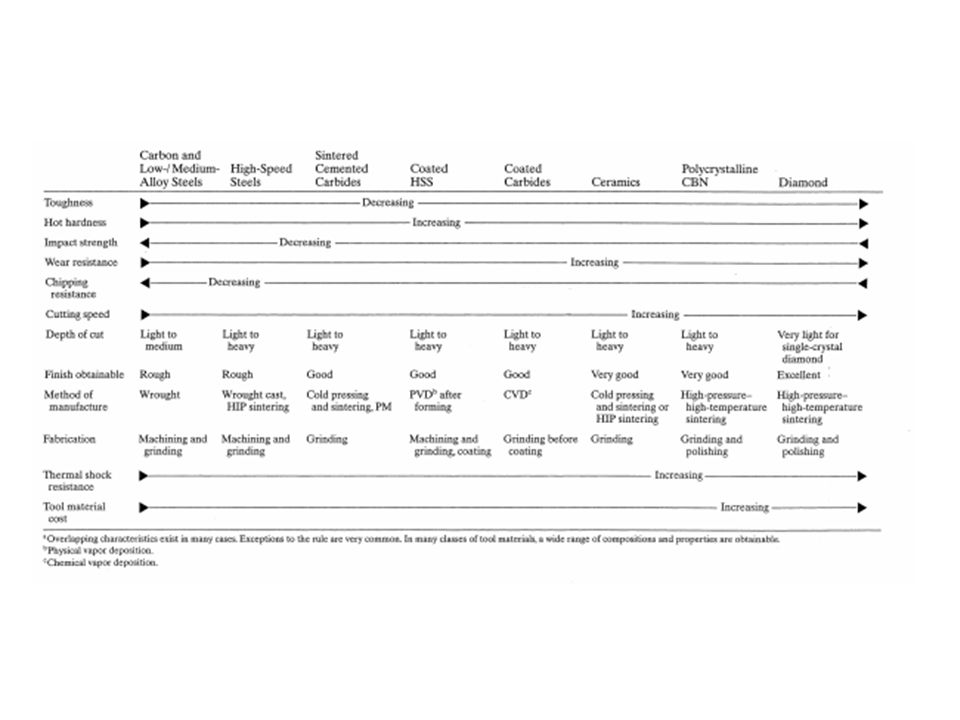
Material pahat potong (cutting tool), secara berurutan dari yang paling lunak tetapi ulet sampai yang paling keras tetapi getas, yaitu: Baja karbon (high carbon steels; carbon tool steels; CTS) HSS (high speed steel; Tools steels) Paduan Cor Nonferro (cast nonferrous alloys; cast carbides) Karbida (cemented carbides; hardmetals) Keramik (ceramics) CBN (cubic boron nitrides), dan Intan (sintered diamonds & Natural Diamonds)
 HSS (high speed steel; Tools steels) Paduan Cor Nonferro (cast nonferrous alloys; cast carbides) Karbida (cemented carbides; hardmetals) Keramik (ceramics) CBN (cubic boron nitrides), dan. Intan (sintered diamonds & Natural Diamonds)")
18
Baja karbon Kadar karbon relatif tinggi (0.7 – 1.4%) Tanpa unsur lain atau dengan persentase : 2%Mn, W, Cr Mempunyai kekerasan HV Melonakos pada 250 oC → kecepatan potong rendah hanya untuk pengerjaan benda kerja kayu atau logam lunak Harga murah HSS (High Speed Steel) Ditemukan tahun 1898, merupakan baja paduan tinggi dengan unsur paduan: Cr dan W Dibuat melalui proses penuangan (molten metalurgy) kemudian diroll / ditempa kemudian dibentuk dengan proses pemesinan menjadi berbagai bentuk pahat (kondisi lunak → annealrd) kemudian diproses laku panas (heattreat) dihasilkan kekerasan 3x Baja Karbon dan mempunyai sifat ulet yang baik Hot hardness dan recovery hardness cukup tinggi karena adanya unsur: W, Cr, V, Mo dan Co.
 Ditemukan tahun 1898, merupakan baja paduan tinggi dengan unsur paduan: Cr dan W. Dibuat melalui proses penuangan (molten metalurgy) kemudian diroll / ditempa kemudian dibentuk dengan proses pemesinan menjadi berbagai bentuk pahat (kondisi lunak → annealrd) kemudian diproses laku panas (heattreat) dihasilkan kekerasan 3x Baja Karbon dan mempunyai sifat ulet yang baik. Hot hardness dan recovery hardness cukup tinggi karena adanya unsur: W, Cr, V, Mo dan Co.")
19
Ada 2 katagory HSS yaitu HSS Konvensional (1) Molybdenun HSS , (2) Tungsten HSS HSS spesial: (1) Co added HSS, (2) High Vanadium HSS, (3) High Hardness Co HSS, (4) Cast HSS, (5) Powdered HSS, dan (6) Coated HSS Umumnya penambahan paduan-paduan HSS , mempunyai sifat Hot Hardness , Recovery Hardness dan Wear Resistance yang lebih baik sehingga bisa digunakan untuk material khusus: Cobalt added HSS → material forging dan interupted material High Vanadium HSS → super alloys dan refractory material
 Co added HSS, (2) High Vanadium HSS, (3) High Hardness Co HSS, (4) Cast HSS, (5) Powdered HSS, dan (6) Coated HSS. Umumnya penambahan paduan-paduan HSS , mempunyai sifat Hot Hardness , Recovery Hardness dan Wear Resistance yang lebih baik sehingga bisa digunakan untuk material khusus: Cobalt added HSS → material forging dan interupted material. High Vanadium HSS → super alloys dan refractory material.")
20
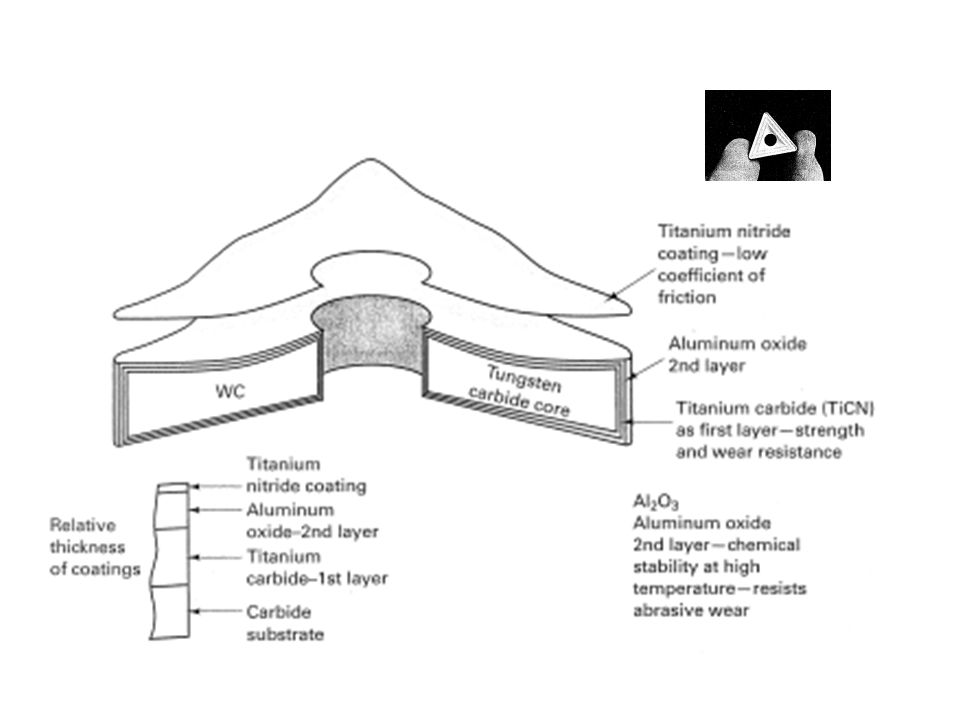
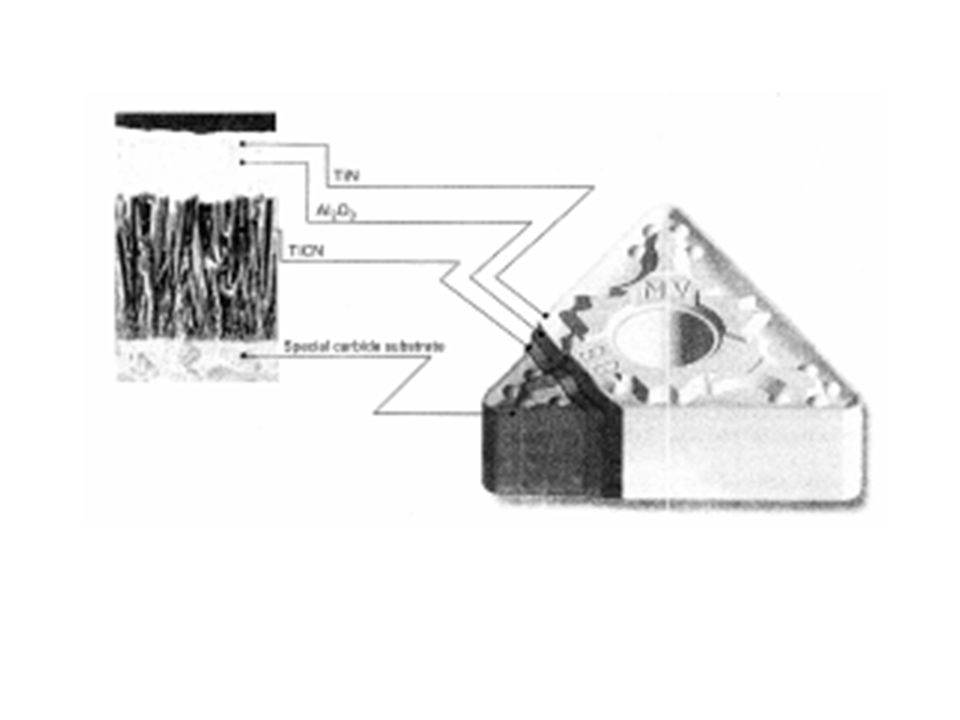
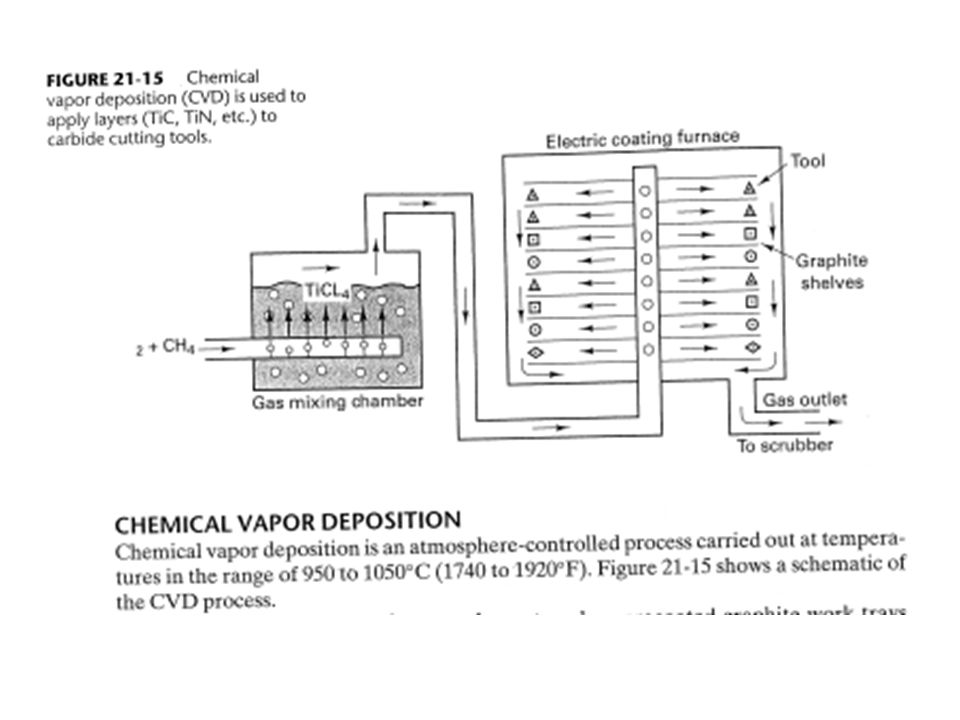
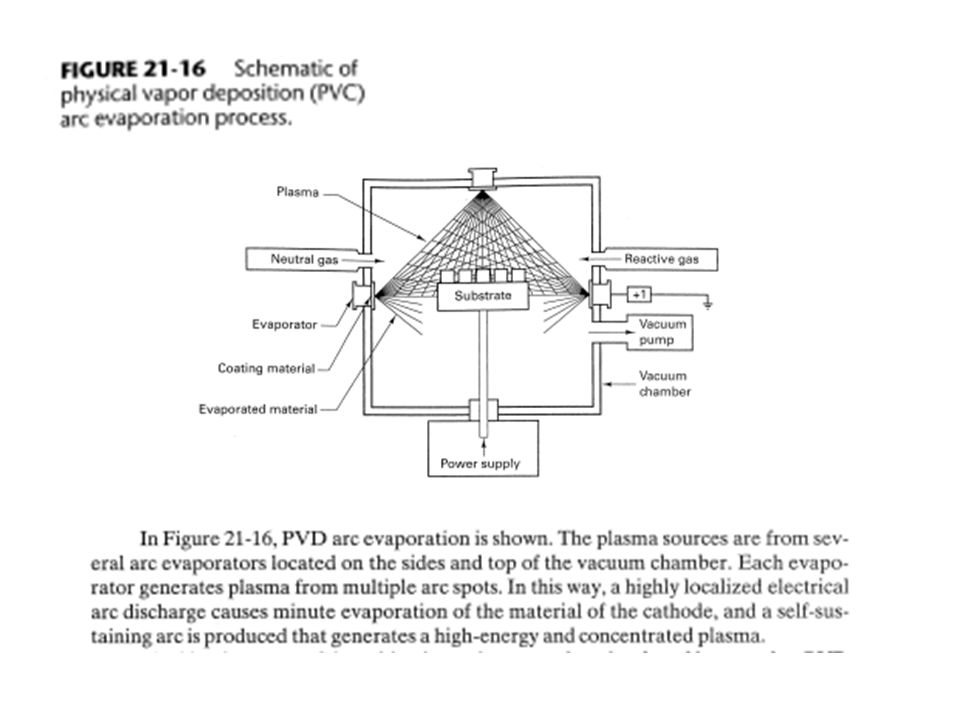
hardness Co HSS→ kekerasan mencapai HRc→ mampu memotong baja yang telah dikeraskan, Ti, baja paduan Ni & Co (turbin jet engine dan grndability yang baik Cast HSS→ HSS dituang untuk menghasilkan bentuk pahat yang rumit Powdered HSS→diperoleh dari proses sinter serbuk ferit dan serbuk karbida→machineability, gridability dan heattreatability yang baik Coated HSS→HSS (molten dan powdered) dilapis dengan Nitrida maupun oksida dengan proses PVD (physical vapour deposition)→ metal pelapis diuapkan secara induksi dan menempel pada pahat (3-5 µm)→menaikan ketahanan keausan dan mempunyai sifat nonadhesi (mencegah BUE)
 dilapis dengan Nitrida maupun oksida dengan proses PVD (physical vapour deposition)→ metal pelapis diuapkan secara induksi dan menempel pada pahat (3-5 µm)→menaikan ketahanan keausan dan mempunyai sifat nonadhesi (mencegah BUE)")
21
Paduan Cor Nonferro mempunyai sifat diantara HSS dan karbida→ material dibentuk dengan penuangan menjadi bentuk tool bit, kemudian diasah sesuai geometri yang diinginkan. 2. Mempunyai 4 elemen utama → (1) Co sebagai pelarut; (2) Cr (10-35% berat) membentuk karbida; (3) W (10-25% berat) pembentuk karbida dan menaikan kekerasan; (4) karbon (1% membentuk jenis relatif lunak untuk proses pemesinan kasar dan interupted, 3% jenis yang keras untuk proses pemesinan tanpa beban kejut / interupted dan kecepatan tinggi)
 Co sebagai pelarut; (2) Cr (10-35% berat) membentuk karbida; (3) W (10-25% berat) pembentuk karbida dan menaikan. kekerasan; (4) karbon (1% membentuk jenis relatif lunak untuk proses pemesinan kasar dan interupted, 3% jenis yang keras untuk proses pemesinan tanpa beban kejut / interupted dan kecepatan tinggi)")
22
Karbida Jenis karbida yang disemen (cemented carbides)→ ditemukan tahun 1923 (Krupp-Widia) Dibuat dengan proses sintering serbuk karbida (Nitrida, Oksida) dengan pengikat Co Tungsten (Wolfram, W), Titanium (Ti) dan Tantalum (Ta) dicarburising menjadi karbida kemudian digiling (ball-mill) menjadi serbuk dan disaring kemudian dicampur dengan pengikat Co dan dicetak dengan bahan pelumas lilin (wax)→dilakukan presentering (1000℃) untuk menghilangkan pelumas kemudian disinter (1600℃)→menyusut 80% dari bentuk semula Hothardness tergantung persentase pengikat (Co), makin besar pengikat hothardness turun dan ulet
 dengan pengikat Co. Tungsten (Wolfram, W), Titanium (Ti) dan Tantalum (Ta) dicarburising menjadi karbida kemudian digiling (ball-mill) menjadi serbuk dan disaring kemudian dicampur dengan pengikat Co dan dicetak dengan bahan pelumas lilin (wax)→dilakukan presentering (1000℃) untuk menghilangkan pelumas kemudian disinter (1600℃)→menyusut 80% dari bentuk semula. Hothardness tergantung persentase pengikat (Co), makin besar pengikat hothardness turun dan ulet.")
23
Keramik Keramik oksida (oxide ceramics)→serbuk halus dan homogen oksida alumina (Al2O3), titik lebur 2054 ℃ ditekan pada temperatur dan tekanan yang tinggi (HIP, Hot Isostatic Press)→terjadi self sintering (tanpa metal perekat) menjadi keramik sisipan yang sangat keras Karbida, nitrida, borida, silika→ dibuat denga sintering menjadi bahan batugerinda CBN (Cubic Boron Nitride)→ juga dibuat dengan proses sintering menjadi bahan batu gerinda Intan/diamond Sintered diamond (GE 1955) merupakan hasil proses sintering serbuk intan tiruan dengan bahan perekat Co (5- 10%)→ hothardness tinggi dan tahan terhadap deformasi plastis→ karena sifatnya mudah terdifusi dengan fero maka tidak dianjurkan untuk memotong material yang mengandung fero
→serbuk halus dan homogen oksida alumina (Al2O3), titik lebur 2054 ℃ ditekan pada temperatur dan tekanan yang tinggi (HIP, Hot Isostatic Press)→terjadi self sintering (tanpa metal perekat) menjadi keramik sisipan yang sangat keras. Karbida, nitrida, borida, silika→ dibuat denga sintering menjadi bahan batugerinda. CBN (Cubic Boron Nitride)→ juga dibuat dengan proses sintering menjadi bahan batu gerinda. Intan/diamond. Sintered diamond (GE 1955) merupakan hasil proses sintering serbuk intan tiruan dengan bahan perekat Co (5- 10%)→ hothardness tinggi dan tahan terhadap deformasi plastis→ karena sifatnya mudah terdifusi dengan fero maka tidak dianjurkan untuk memotong material yang mengandung fero.")
24
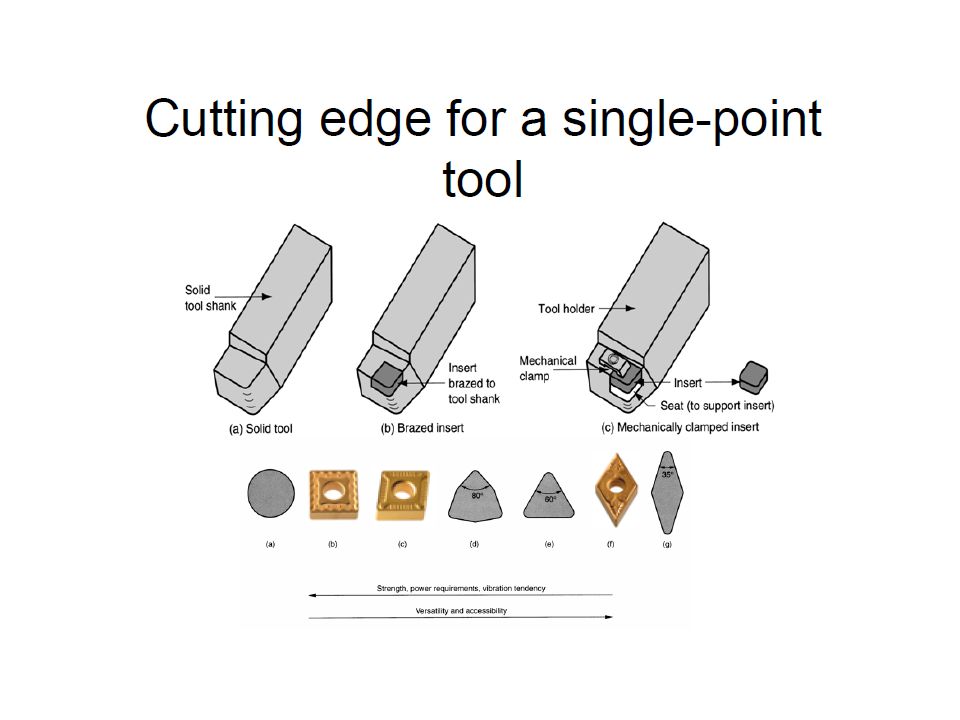
Geometri pahat potong Elemen pahat potong terdiri dari:
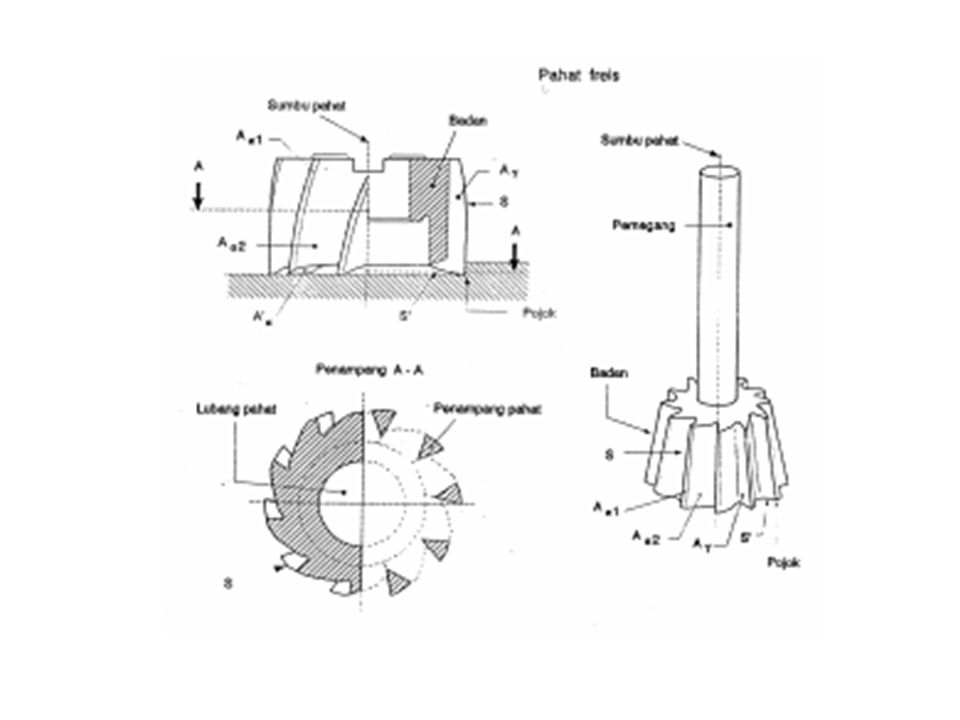
Badan (body): bagian pahat yang dibentuk menjadi mata potong atau tempat untuk sisipan pahat (dari karbida atau ceramik) Pemegang / gagang (shank): bagian pahat untuk dipasangkan pada mesin perkakas, bila bagian ini tidak ada fungsinya digantikan oleh lubang pahat Lubang pahat (tool bore): lubang pada pahat melalui mana pahat dapat dipasang pada poros utama (spindle) atau poros pemegang dari mesin perkakas (umumnya mesin freis) Sumbu pahat (tool axis): garis maya yang digunakan untuk mendefinisikan geometri pahat, umumnya garis tengah dari pemegang atau lubang pahat Dasar (base): bidang rata pemegang untuk meletakan pahat sehingga mempermudah proses pembuatan, pengukuran ataupun pengasahan pahat
: bagian pahat yang dibentuk menjadi mata potong atau tempat untuk sisipan pahat (dari karbida atau ceramik) Pemegang / gagang (shank): bagian pahat untuk dipasangkan pada mesin perkakas, bila bagian ini tidak ada fungsinya digantikan oleh lubang pahat. Lubang pahat (tool bore): lubang pada pahat melalui mana pahat dapat dipasang pada poros utama (spindle) atau poros pemegang dari mesin perkakas (umumnya mesin freis) Sumbu pahat (tool axis): garis maya yang digunakan untuk mendefinisikan geometri pahat, umumnya garis tengah dari pemegang atau lubang pahat. Dasar (base): bidang rata pemegang untuk meletakan pahat sehingga mempermudah proses pembuatan, pengukuran ataupun pengasahan pahat.")
25
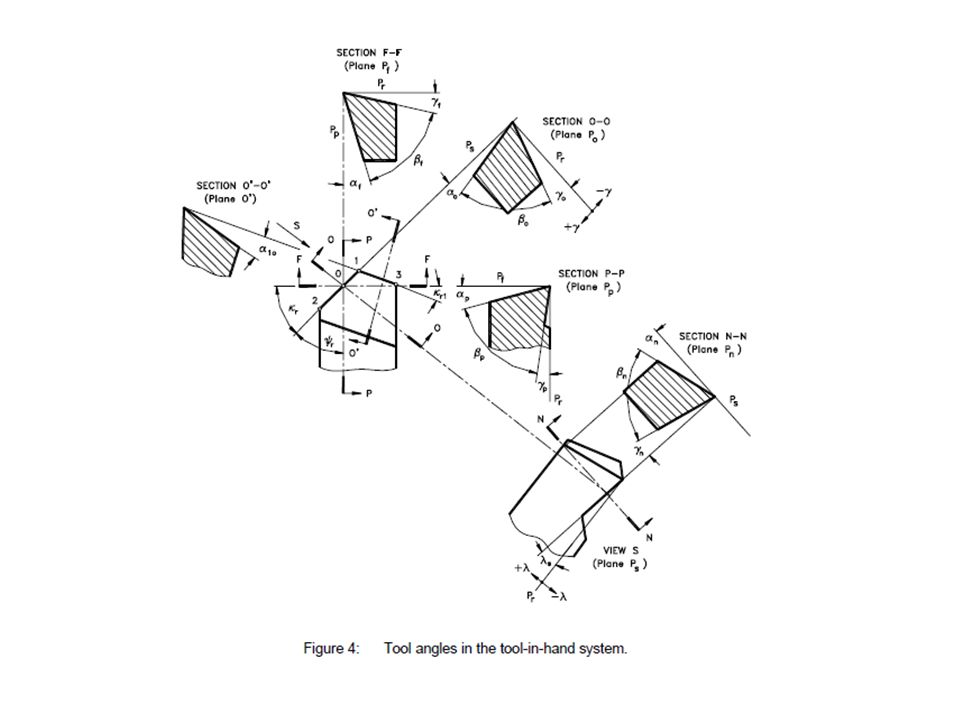
Elemen, bidang dan mata potong pahat
dasar badan pemegang Bidang geram, Aγ Bidang utama, Aα Bidang bantu, A’α Mata potong, S Mata potong bantu, S’

28
Elemen pahat freis Badan (body) Lubang pahat (tool bore)
Pemegang (shank)
")
32
Broaching cutter

38
Umur dan keausan pahat potong
Proses pemesinan dilakukan oleh pahat potong (cutting tools) untuk membuang geram Pada proses pembuangan geram tersebut terjadi gaya dan temperatur yang tinggi yang dialami oleh pahat potong Sebagai akibat dari gaya potong dan temperatur tsb pahat potong akan mengalami kerusakan Lamanya terjadi kerusakan pada pahat potong sampai pahat potong tersebut tidak dapat digunakan lagi disebut sebagai umur pahat potong (tool life) Umur pahat potong tergantung pada: (1) jenis material pahat potong, (2) kondisi pemesinan (cutting condition)
 untuk membuang geram. Pada proses pembuangan geram tersebut terjadi gaya dan temperatur yang tinggi yang dialami oleh pahat potong. Sebagai akibat dari gaya potong dan temperatur tsb pahat potong akan mengalami kerusakan. Lamanya terjadi kerusakan pada pahat potong sampai pahat potong tersebut tidak dapat digunakan lagi disebut sebagai umur pahat potong (tool life) Umur pahat potong tergantung pada: (1) jenis material pahat potong, (2) kondisi pemesinan (cutting condition)")
39
Penyebab & jenis kerusakan pada pahat potong
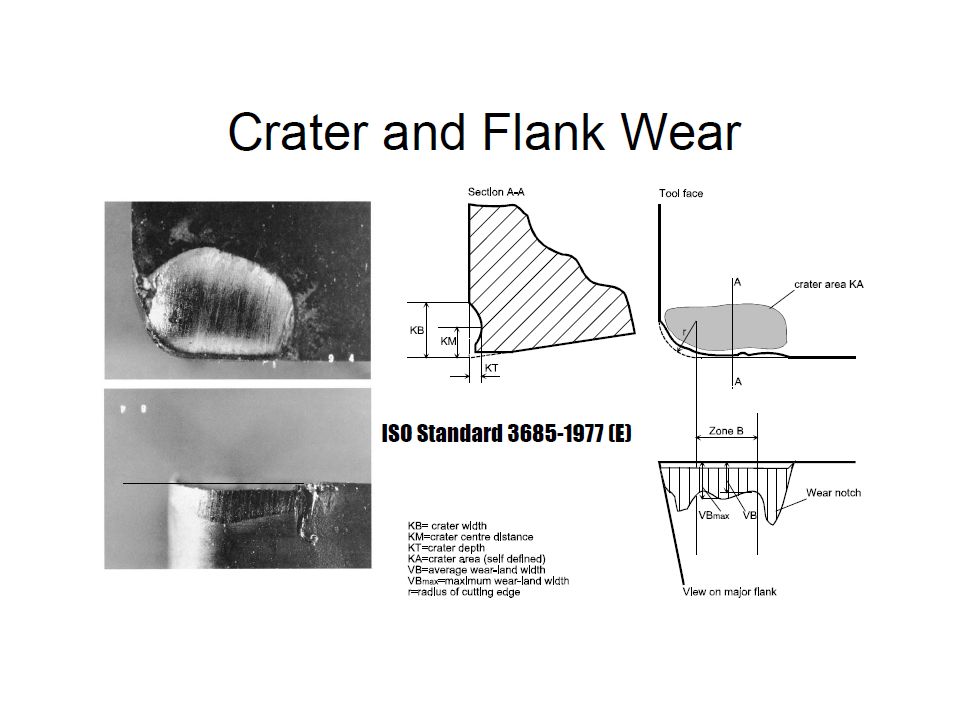
Ada tiga penyabab terjadinya kerusakan pada pahat potong Gaya pemotongan yang berlebihan dan atau adanya gaya dinamis yang menyebabkan pahat potong patah Suhu yang tinggi karena kesalahan menentukan kondisi pemotongan (kecepatan potong yang dipilih terlalu tinggi) Kerusakan pahat yang terjadi secara bertahap Jenis kerusakan pada pahat potong: Flank wear (keausan tepI) Crater wear (keausan kawah) Keausan pada ujung pahat (nose radius wear) Keausan karena adanya takikan (notch wear), sebagai akibat adanya built up edge (BUE)
 Kerusakan pahat yang terjadi secara bertahap. Jenis kerusakan pada pahat potong: Flank wear (keausan tepI) Crater wear (keausan kawah) Keausan pada ujung pahat (nose radius wear) Keausan karena adanya takikan (notch wear), sebagai akibat adanya built up edge (BUE)")
40
Mekanisme terjadinya keausan pada pahat potong
Proses abrasi → flank wear, crater wear Adhesi → built up edge (BUE) → notch wear Difusi→perpindahan atom metal dan carbon dari daerah konsentrasi tinggi ke rendah→butir karbida kehilangan pegangan dan terkelupas Deformasi plasis → nose radius wear
 → notch wear. Difusi→perpindahan atom metal dan carbon dari daerah konsentrasi tinggi ke rendah→butir karbida kehilangan pegangan dan terkelupas. Deformasi plasis → nose radius wear.")
41
Keausan kawah (crater wear) dan keausan tepi (flank wear)
 dan keausan tepi (flank wear)")
43
Bentuk geram hasil pemesinan
Benda yang bersifat getas (besi tuang)→akan mempunyai bentuk geram yang sejenis berupa serbuk atau serpihan Benda kerja yang bersifat ulet akan mempunyai bentuk geram yang bervariasi tergantung pada kondisi pemesinan yang dipilih (kedalaman potong, gerak makan dan kecepatan potong Bentuk geram yang panjang berkesinambungan tidak dikehendaki karena mempersulit pembuangan Untuk itu dikembangkan “chip breaker” pada pahat agar geram yang terbentuk berupa serpihan
→akan mempunyai bentuk geram yang sejenis berupa serbuk atau serpihan. Benda kerja yang bersifat ulet akan mempunyai bentuk geram yang bervariasi tergantung pada kondisi pemesinan yang dipilih (kedalaman potong, gerak makan dan kecepatan potong. Bentuk geram yang panjang berkesinambungan tidak dikehendaki karena mempersulit pembuangan. Untuk itu dikembangkan chip breaker pada pahat agar geram yang terbentuk berupa serpihan.")
44
Berbagai bentuk geram (chips)
")
45
bentuk geram (chips)
")
46
Built up edge (BUE): adalah penumpukan metal (geram) pada pahat potong dalam proses pemesinan (baja), karena adanya daya adhesi atau afinitas antar material benda kerja dan material pahat (terjadi pada kecepatan potong yang rendah) BUE mengubah geometri pahat potong (sudut geram γo), karena berfungsi sebagai sudut potong yang baru BUE suatu saat akan mengelupas dan merusak muka pahat
, karena berfungsi sebagai sudut potong yang baru. BUE suatu saat akan mengelupas dan merusak muka pahat.")
47
Umur pahat potong: Adalah lamanya pahat potong dapat digunakan untuk proses pemesinan
Kriteria umur pahat potong Kerusakan total pada mata potong Pemeriksaan visual flank wear atau crater wear oleh operator Pemeriksaan oleh operator dengan jari bahwa telah terjadi keausan Jika terjadi perubahan bentuk pada geram Jika surface finish berubah Jumlah produk yang dihasilkan Waktu pemotongan yang didefinisikan sudah dicapai Complete failure of cutting edge

48
Rumus Taylor untuk penetuan umur pahat potong
v.Tn = CT→ log v + n log T = log CT

49
Cutting fluid Cutting fluid diperlukan untuk menaikan umur pahat→mampu menaikan kira-kira sampai 60% Menurunkan temperature yang terjadi pada proses pemotongan Mengurangi terjadinya gesekan antara benda kerja dengan pahat potong(sebagai pelumas)
")
50
Jenis-jenis cairan pendingin
Cairan sintetik (chemical fluids)→jernih atau diwarnai, tidak bersifat melumasi biasanya dipakai untuk sifat penyerapan panas yang tinggi dan melindungi terhadap korosi Cairan emulsi ( emulsions, water soluble oils) → air yang mengandung partikel minyak (5-20 μm) bersifat sebagai pendingin dan melumasi Cairan semi sintetik (semi sintrtik fluids) → merupakan paduan (1) dan (2) dengan sifat: mempunyai daya pendingin yang relatif besar, mempunyai daya pembersih, tidak mudah terdegradasi yang menimbulkan asam (korosi pada tanki mesin) Minyak (cutting oils) → berasal dari minyak bumi, hewan, minyak nabati dan kombinasinya→ sebagai cairan pendingin dan mempunyai daya lumas serta daya lindung yang tinggi terhadap korosi
→jernih atau diwarnai, tidak bersifat melumasi biasanya dipakai untuk sifat penyerapan panas yang tinggi dan melindungi terhadap korosi. Cairan emulsi ( emulsions, water soluble oils) → air yang mengandung partikel minyak (5-20 μm) bersifat sebagai pendingin dan melumasi. Cairan semi sintetik (semi sintrtik fluids) → merupakan paduan (1) dan (2) dengan sifat: mempunyai daya pendingin yang relatif besar, mempunyai daya pembersih, tidak mudah terdegradasi yang menimbulkan asam (korosi pada tanki mesin) Minyak (cutting oils) → berasal dari minyak bumi, hewan, minyak nabati dan kombinasinya→ sebagai cairan pendingin dan mempunyai daya lumas serta daya lindung yang tinggi terhadap korosi.")
Presentasi serupa



>")


 Agatha ( )>")







.>")
 JURUSAN TEKNIK MESIN>")
>")
>")



