Upload presentasi
1
MEMPELAJARI PRODUKTIVITAS OPERATOR PREPARATION PADA PT MERCEDEZ-BENZ INDONESIA DENGAN METODE WORK SAMPLING Nama : Danang Bagus Wicaksono Saputra NPM : Jurusan : Teknik Industri

2
PENDAHULUAN LATAR BELAKANG
Perkembangan ilmu pengetahuan dan teknologi menuntut setiap pekerja untuk bekerja secara maksimal. Kinerja operator merupakan salah satu aspek untuk dilihat bagaimana kinerjanya dengan menggunakan metode Work Sampling. Work Sampling merupakan salah satu cara menentukan waktu baku. Work Sampling dapat digunakan dalam mengumpulkan informasi mengenai kerja mesin atau pun operatornya. Aktivitas dari tiap operator berbeda-beda selama bekerja. Di suatu waktu, operator terlibat dalam pekerjaan dan di sisi lain operator tidak terlibat dalam aktivitas kerja. PT. Mercedes-Benz Indonesia, merupakan salah satu perusahaan manufaktur yang bergerak dalam perakitan mobil, tetapi dalam penelitian ini penulis akan meneliti tentang mengukur tingkat produktivitas terhadap dua orang operator pada bagian Preparation.

3
PENDAHULUAN PEMBATASAN MASALAH
Adapun patasan masalah pada penulisan ilmiah ini adalah meliputi pengambilan data dan pengambilan sample terhadap dua operator pada bagian Preparation di PT. Mercedes-Benz Indonesia di lokasi yang terletak di Desa Wanaherang, Gunung Putri Bogor. Data tersebut diambil pada tanggal 14 Juli 2010 sampai dengan tanggal 13 Agustus Data yang diambil berdasarkan waktu acak. TUJUAN PENULISAN tujuan dari penulisan ilmiah yaitu penulis ingin mengetahui proses perakitan mobil yang di lakukan oleh di PT. Mercedes-Benz Indonesia, dan ingin mengetahui waktu produktivitas operator pada bagian Preparation di PT. Mercedes-Benz Indonesia

4
Gambaran Umum Perusahaan
Visi Menjadi Nomor 1 di kualitas di Sektor Otomotif di Indonesia. Sedangkan Misi kami untuk menyenangkan pelanggan kami dalam segala sesuatu yang kita lakukan. Untuk terus meningkatkan efektivitas kami Sistem Manajemen Mutu dan proses bisnis kami Lokasi Perusahaan Pabrik di desa Wanaherang ini digunakan untuk melakukan perakitan sedan, sasis bus dan truk memiliki kegiatan dibidang produksi. Mercedes Benz Indonesia memiliki kantor di Deutsche Building Jalan Imam BonjolJakarta memiliki kegiatan dibidang sales, marketing and communication. Jalan Jl. L.R.E Martadinata km. 7 Ciputat sebagai layanan purna jual,penyedia suku cadang dan pusat pendidikan dan pelatihan (

5
PROSES PRODUKSI Sistem Manajemen Informasi
WI CGIS (Work Intruction of Check Global Information System) Material List Wi General (Work Intruction of General) Tool List Coneumption Material Inspection Instraction Lini Aliran Proses Perakitan Pilot line Trimming Line Mechanical Line Roller Tester Water Tester Finishing Line Rectification
 Material List. Wi General (Work Intruction of General) Tool List. Coneumption Material. Inspection Instraction. Lini Aliran Proses Perakitan. Pilot line. Trimming Line. Mechanical Line. Roller Tester. Water Tester. Finishing Line. Rectification.")
6
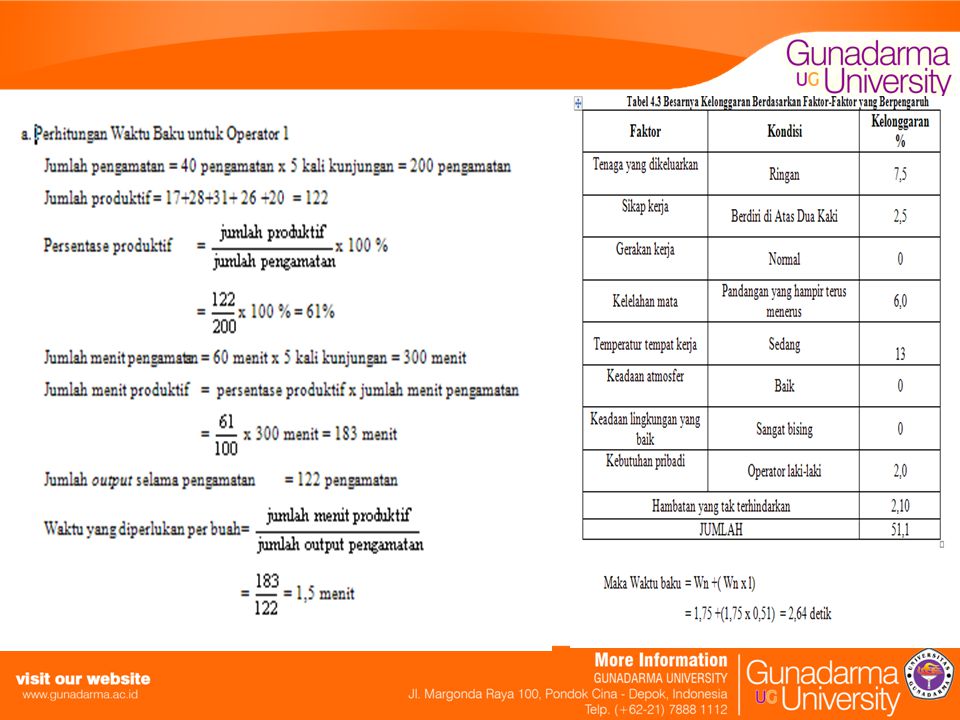
Perhitungan Produktif dan Non Produktif Operator 1

7
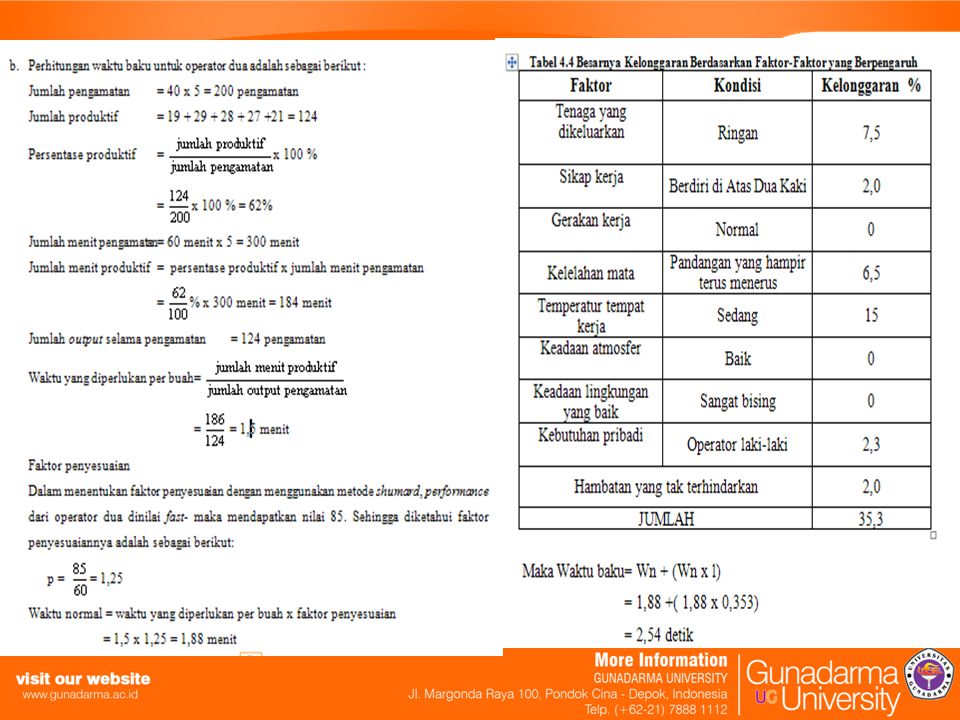
Perhitungan Produktif dan Non Produktif Operator 2

8
Perhitungan Uji Kecukupan Data
Operator 1 Operator 2

9
NON PRODUKTIF Operator 1 Operator 2

12
Uji Ketelitian Operator 1 Operator 2

13
KESIMPULAN DAN SARAN Kesimpulan
Persentase produktif menggambarkan bahwa operator pada saat diamati sedang bekerja. Sebaliknya dengan persentase non produktif yang menggambarkan bahwa operator sedang menganggur. Pada operator 1 jumlah output yang didapatkan adalah sebesar 124 dengan output pengamatan terbesar ada pada pengamatan pertama sebesar 31. Rata-rata persentase menganggur dari lima pengamatan adalah sebesar 38%. Nilai tersebut menunjukkan bahwa 38% dari total waktu pengamatan yakni 5 jam, operator 1 menganggur. Pada operator 2, diperoleh output yang memiliki hampir mendekati dengan output operator 1. Jumlah produktif dan non produktif dari operator 2 adalah 124 dan 29. Output terbesar ada pada pengamatan pertama dan keempat. Rata-rata persentase menganggur dari lima pengamatan adalah sebesar 37%. Nilai tersebut menunjukkan bahwa 37% dari total waktu pengamatan yakni 5 jam, operator 2 menganggur. Perhitungan waktu baku menggunakan metode shumard dalam menentukan penyesuaian masing-masing operator. Pada metode ini kinerja dari operator dinilai secara keseluruhan oleh pengukur. Jadi penyesuaian diberikan berdasarkan kinerja operator secara umum, apakah normal, cepat, lambat dan sebagainya. Berdasarkan perhitungan yang telah dilakukan, diperoleh waktu baku pada operator pertama yang dikelompokkan dalam kelas good+ untuk menyelesaikan pekerjaannya adalah sebesar 2,64 detik. Waktu baku tersebut menjukkan waktu standar atau waktu rata-rata operator. Operator kedua dikelompokkan ke dalam kelas fast- dengan menggunakan cara shumard. Oleh karena itu, penyesuaian yang digunakan adalah sebesar 1,17. Waktu baku yang diperlukan oleh operator kedua dalam menyelesaikan satu unit pekerjaan adalah sebesar 2,54 detik.

14
KESIMPULAN Pada pengolahan data operator pada pengujian keseragaman data untuk operator 1 didapat nilai BKA sebesar 0,93 dan nilai BKB sebesar 0,49. Untuk operator 2 didapat nilai BKA sebesar 0,88 dan nilai BKB sebesar 0,42. Pada hasil perhitungan didapat data persen non produktif untuk operator 1 dan operator 2 terletak dalam batas kontrol. Sehingga data dari kerja kedua operator itu seragam atau hampir mendekati.

15
SARAN Dalam penomoran dan penggunaan tools sering kali terjadi kesalahan dan penumpukan tools yang tidak digunakan, untuk itu sebaiknya dilakukan penyeleksian dan penyatuan tools yang memiliki fungsi dan momen yang sama antara kendaraan C, E dan S-Class. Perlunya persiapan yang lebih matang dalam mempersiapkan segala sesuatu yang berkaitan produksi kendaraan. Sehingga kegiatan proses produksi dapat berjalan dengan baik. Perlunya pengolahan informasi dengan baik serta komunikasi yang efektif agar tidak terlalu banyak kesalahan












 DALAM MENENTUKAN HARGA POKOK PRODUKSI PADA PERUSAHAAN KHALISH SHOES Jakarta - 2011.>")
 pada Toko Mas OLIVIA JEWELLERY Nama : Megawati NPM : 10208791.>")
>")






