Upload presentasi
1
PERANCANGAN JADWAL PRODUKSI DENGAN MENGGUNAKAN METODE HEIJUNKA UNTUK MENDUKUNG PENGEMBANGAN SISTEM PRODUKSI KONVENSIONAL KE SISTEM PRODUKSI TOYOTA (STUDI KASUS: PT ADYAWINSA DINAMIKA) Lutfi Verly Faisal ANGGOTA Selvy Novanda
 Lutfi. Verly. Faisal. ANGGOTA. Selvy. Novanda.")
2
Latar Belakang Tuntutan pelanggan yang tinggi akan kualitas, biaya dan pengiriman yang tepat dan cepat Dunia industri dituntut untuk melakukan perbaikan agar keinginan pelanggan dapat dipenuhi. Permasalahan yang terjadi pada lini produksi adalah permintaan konsumen yang selalu mengalami perubahan Membutuhkan alat kontrol produksi yang tepat untuk mengatasi fluktuasi permintaan terhadap part serta pengontrolan perencanaan produksi secara terkendali. Perbaikan bisa dilakukan perusahaan dalam sistem produksinya dengan merencanakan rencana produksi berdasarkan konsep heijunka

3
2. Tidak hanya dipakai pada lini perakitan saja,
Konsep Heijunka 1. Mengantisipasi perubahan-perubahan yang terjadi terhadap keinginan pasar atau konsumen 2. Tidak hanya dipakai pada lini perakitan saja, 3. Perataan jumlah produksi untuk setiap jenis produk perlu dilakukan untuk meminimumkan pemborosan.

4
Analogi Heijunka Ohno (1988) : “The slower but consistent tortoise causes less waste and is much more desirable than the speedy hare that races ahead and then stops occasionally to doze” (Liker, 2004, Chap.10)
 : The slower but consistent tortoise causes less waste and is much more desirable than the speedy hare that races ahead and then stops occasionally to doze (Liker, 2004, Chap.10)")
5
Definisi Heijunka Liker (2006) menyatakan heijunka adalah meratakan produksi baik dari segi volume maupun bauran produk. Tidak membuat produk berdasarkan urutan aktual dari pesanan pelanggan, yang dapat naik dan turun secara tajam, tapi mengambil jumlah total pesanan dalam satu periode dan meratakannya sehingga dibuat dalam jumlah dan bauran yang sama setiap hari.

6
Manfaat Dari Heijunka Menurut (Widagdo, Gutomo, dan Basri, 2005):
Penanganan logistik akan menjadi seimbang dan merata, Beban kerja untuk para pekerja akan seimbang dan merata, Hasil produksi yang dihasilkan untuk konsumen juga akan seimbang dan merata, Produksi di supplier/vendor juga akan seimbang dan merata, Dasar untuk menetapkan sistem kanban, Membantu untuk meningkatkan kualitas produk dengan mengurangi defect/cacat yang disebabkan karena beban pekerja, Membuat produksi menjadi fleksibel, karena beban kerja merata sehingga mempermudah untuk melakukan line balancing, Mengurangi level stock inventory, karena didapatkan angka yang merata dan seimbang, bukan angka yang tertinggi/terendah.

7
Keuntungan Dari Heijunka
Memungkinkan operasi produksi menyesuaikan diri dengan cepat terhadap fluktuasi permintaan harian dengan secara rata memproduksi berbagai jenis produk setiap hari dalam jumlah kecil Memungkinkan tanggapan terhadap variasi dalam pesanan pelanggan tiap hari tanpa menyandarkan diri pada persediaan produk jadi, Jika semua proses mencapai produksi sesuai dengan waktu siklus, penyeimbangan antara berbagai proses ditiadakan (menjadi lebih kecil).
.")
8
Pengurutan Produksi Dengan Pola Heijunka
Heijunka waktu siklus terhadap takt time Tact Time > Ws (HARUS)
")
9
Konsep: Melakukan pemerataan pembebanan kerja yaitu dengan meniadakan waktu menggangur tersembunyi
Pengalokasian pembebanan kerja yang baik adalah dengan memaksimalkan takt time dari waktu siklus setiap pekerja sehingga waktu yang menganggur setelah pengalokasian operasi akan tampak jelas dan hal tersebut merupakan suatu tantangan dalam metode heijunka

10
Dari volume produksi harian yang telah direncanakan, ditentukan besarnya rasio untuk semua jenis produk yang akan diproduksi. Besarnya rasio yang didapat, ditetapkan sebagai dasar penentuan urutan produksi.

11
Menentukan Rasio Untuk menentukan rasio dan pola heijunka produksi pada proses fabrikasi menurut Widagdo dkk (2005) adalah sebagai berikut: Tentukan rasio untuk masing-masing produk/part dengan total seluruhnya = 1, Jika produk/part tersebut mempunyai ukuran lot part, maka jumlah unit dari masing-masing ketiga part tersebut harus dibagi terlebih dahulu dengan nilai lotnya masing-masing. Hasil pembagian ini juga disebut sebagai jumlah lot part, kemudian untuk mendapatkan rasio masing-masing produk/partmaka jumlah lot part ini dibagi dengan total jumlah lot part dari ketiga jenis part tersebut. Sehingga didapatlah rasio dari masing-masing ketiga produk/part tersebut; Urutkan nilai rasio tersebutdari mulai besar ke kecil; Nomor urut pengerjaan pertama seluruh rasio dikalikan 1 lalu pilih nilai terbesarnya; Nomor urut pengerjaan kedua seluruh rasio dikalikan dengan dua. Rasio yang sudah dikerjakan dikurangi dengan satu dan pilih partdengan nilai yang terbesar; Nomor urut pengerjaan ketiga seluruh rasio dikalikan dengan tiga. Rasio yang sudah dikerjakan dikurangi dengan satu dan pilihlah part dengan nilai yang terbesar; dan Demikian seterusnya sampai semua part selesai dikerjakan (sudah diurutkan).
.")
12
Penerapan pada Kasus Perusahaan pemasok komponen dan part otomotif
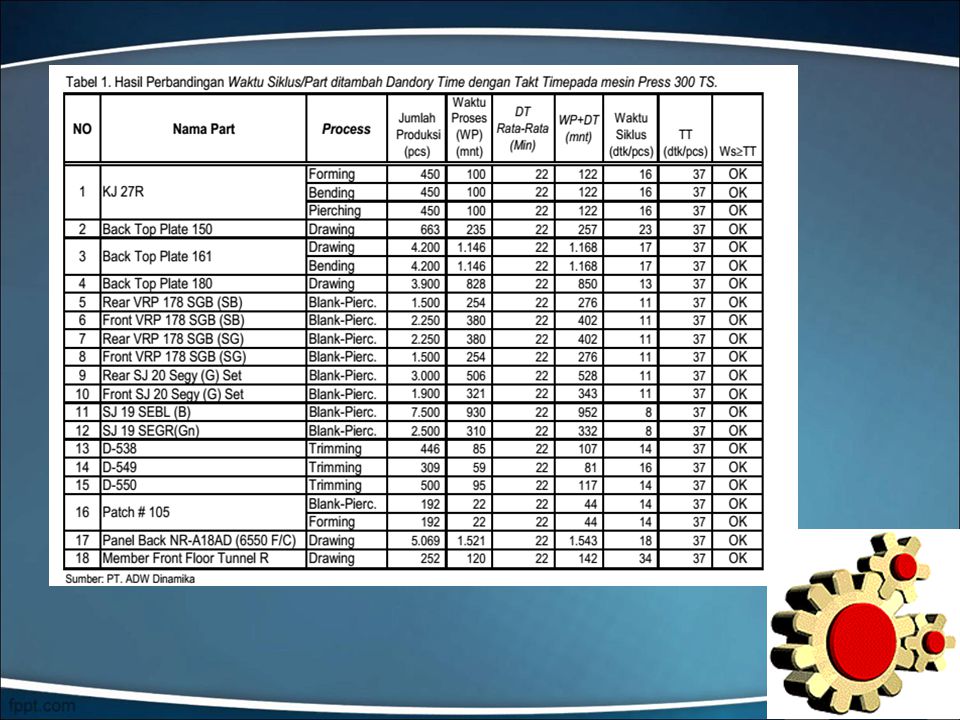
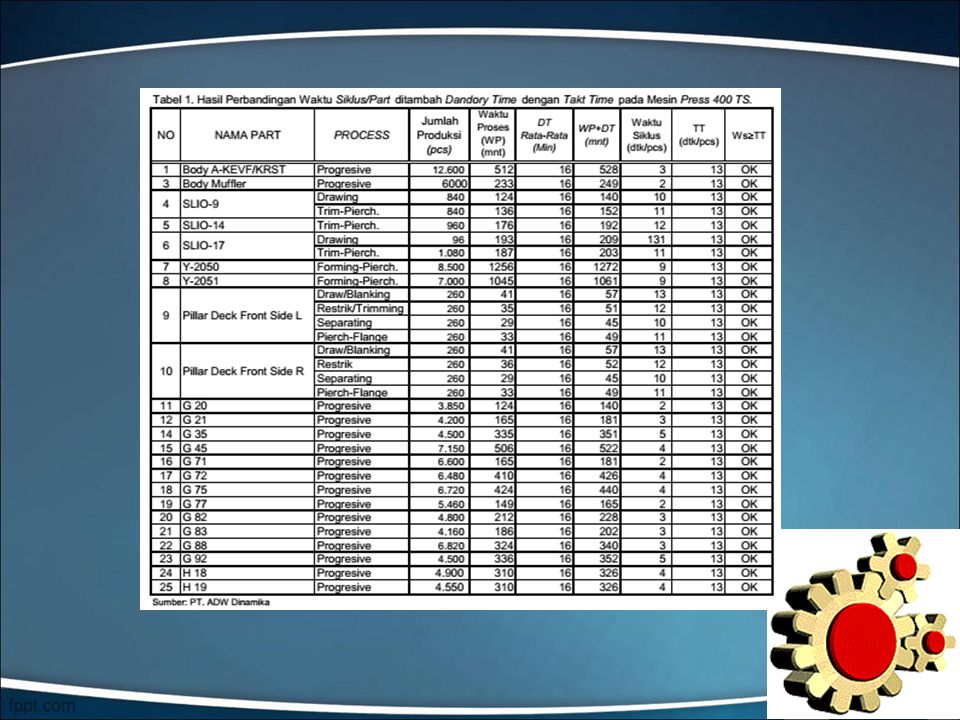
Menggunakan Mesin press 300TS dan mesin press 400Ts. Proses produksi di perusahaan antara lain adalah: Shearing, Blanking, Trimming, Bending, Bending“U”, Flange, Drawing, Separating, Cuting, Embosing, Piercing, Restrik, Forming. Perhitungan takt time untuk part yang dikerjakan dimesin press 300 Ts berdasarkan formulasi, jika rencana produksi perbulan sebesar pcs/bulan dan jam kerja untuk shift 1 + shift 2 sebesar 15 jam (8jam/shiff + 7jam/shift) x 26 hari keja x detik perhari = detik/bulan, sehingga takt time-nya didapat sebesar 37,06 detik/pcs ( detik/bln : pcs/bln). Dengan cara yang sama takt time untuk mesin press400 Ts didapat 12,51 dtk/pcs ≈13 dtk/pcs ( dtk/bln : pcs/bln).
 x 26 hari keja x detik perhari = detik/bulan, sehingga takt time-nya didapat sebesar 37,06 detik/pcs ( detik/bln : pcs/bln). Dengan cara yang sama takt time untuk mesin press400 Ts didapat 12,51 dtk/pcs ≈13 dtk/pcs ( dtk/bln : pcs/bln).")
14
DT rata-rata = (Waktu Before Process (BP) + Waktu Set Up + Waktu After Process (AT)) dibagi jumlah proses 0,37 jam/proses. Demikian juga untuk mesin press 400 Ts caranya sama dan dari hasil perhitungan didapat DT rata-ratanya 16 min/proses.

16
Jika TT > WS, Penjadwalan produksi dengan menggunakan konsep heijunka dapat dilanjutkan tanpa menambah jam kerja lembur. Jika TT < WS maka waktu kerja yang tersedia harus ditambah lembur.

17
Perancangan jadwal produksi dengan konsep heijunka
Tahap I, Penentuan prioritas produksi perhari dengan menggunakan konsep heijunka, mengikuti langkah-langkah berikut: Langkah 1: Mengkonversikan jumlah Pcs/lot coil ke waktu pengerjaan (WP) part Langkah 2: Mengalokasikan part ke jadwal produksi harian sebelum mengoptimalkan beban kerja Langkah 3: Mengalokasikan part ke jadwal produksi harian setelah mengoptimalkan beban kerja.
 part. Langkah 2: Mengalokasikan part ke jadwal produksi harian sebelum mengoptimalkan beban kerja. Langkah 3: Mengalokasikan part ke jadwal produksi harian setelah mengoptimalkan beban kerja.")
18
Tahap II, Penentuan pengurutan produksi perhari dengan menggunakan pola heijunka, langkah-langkahnya: Langkah 1: Menghitung rasio produksi harian; dan Langkah 2: Membuat pola heijunka.

19
Tahap III, Membuat jadwal Produksi, langkah-langkahnya:
Langkah 1: Membuat durasi produksi harian Langkah 2: Membuat jadwal produksi harian.

20
Penerapan pada Kasus Tahap 1 langkah 1 dan 2 Mesin press 300 Ts:
Jam kerja = 144,48 ; DT = 16,65 jam Jam kerja yang digunakan (selama 26 hari kerja) = 144, ,65 = 161,13 jam Jam kerja yang tersedia = 390 jam. Mesin press 400 TS Jam kerja = 134,81 jam ; DT 69,16 jam Jam kerja yang digunakan = 203,97 jam jam kerja tersedia = 390 jam. T Terdapat selisih jam kerja untuk mesin press 300Ts sebesar 228,87 jam dan untuk mesin press 400Ts sebesar 201,03 jam. Lanjut Langkah 3 tahap I, Mengalokasikan part ke jadwal produksi harian setelah mengoptimalkan beban kerja.
 = 144, ,65. = 161,13 jam. Jam kerja yang tersedia = 390 jam. Mesin press 400 TS. Jam kerja = 134,81 jam ; DT 69,16 jam. Jam kerja yang digunakan = 203,97 jam. jam kerja tersedia = 390 jam. T. Terdapat selisih jam kerja untuk mesin press 300Ts sebesar 228,87 jam dan untuk mesin press 400Ts sebesar 201,03 jam. Lanjut Langkah 3 tahap I, Mengalokasikan part ke jadwal produksi harian setelah mengoptimalkan beban kerja.")
21
Dengan menggunakan konsep heijunka dan metode coba-coba, dan mengalokasikan part ke tanggal sebelumnya, maka prioritas produksi harian harus memperhatikan langkah-langkah: Menghitung WP dan DT masing-masing Part. Syaratnya WP>DT. Jika WP<DT maka alokasi part tersebut harus digabungkan dengan alokasi sebelumnya; ; Jika dalam satu hari kerja, jam kerja yang digunakan melebihi maksimal jam kerja sehari, maka part tertentu yang harus dialokasikan ke tanggal lainnya. Namun pengalokasian part ini diusahakan sama dengan tanggal pada tahap awal; Jika part tersebut pada tahap awal dialokasikan/dijadwalkan pada hari Sabtu atau pun hari libur lainnya, maka pengalokasiannya dapat dialokasikan ke tanggal sesudahnya. Ini dilakukan jika tidak memungkinkan untuk dialokasikan ke tanggal sebelumnya Pemilihan part yang harus dialokasikan tersebut dipilih part yang memiliki jumlah WP dan DT terkecil. Sehingga jam kerja dalam sehari pada tanggal tersebut dapat optimal Jika jumlah lot dari semua jenis part telah dialokasikan terdapat penggunaan waktu kerja tidak optimal maka pengalokasian suatu part dapat digabungkan dengan lot sebelumnya.

22
Setelah diketahui jam kerja (JK) yang digunakan dalam sehari untuk memproduksi berbagai macam part, maka formulasi sisa waktu kerja dalam sehari hasil dari pengalokasian adalah:
 yang digunakan dalam sehari untuk memproduksi berbagai macam part, maka formulasi sisa waktu kerja dalam sehari hasil dari pengalokasian adalah:")
23
Alokasi rencana produksi pada mesin press 300Ts dan 400Ts yang dijadwalkan perusahaan sebelumnya tidak memperhatikan DT. Syarat heijunka adalah TT≥WS dan WP>DT. Terdapat dua part yang tidak memperhatikan nilai DT pada mesin press 300Ts yaitu part Patch#105 (WP=0,19 jam<DT=0,37 jam), Member Front Floor Tunnel R (WP=0,29 jam<DT=0,37 jam). Untuk mesin press 400Ts terdapat 5 part yaitu: Pillar Deck Front Side R dan L (WP=0,18 jam), G20 (WP=0,19 jam), G71 (WP=0,24 jam), dan G77 (WP=0,23 jam) lebih kecil dibandingkan dengan DT=0,26 jam.
, Member Front Floor Tunnel R (WP=0,29 jam<DT=0,37 jam). Untuk mesin press 400Ts terdapat 5 part yaitu: Pillar Deck Front Side R dan L (WP=0,18 jam), G20 (WP=0,19 jam), G71 (WP=0,24 jam), dan G77 (WP=0,23 jam) lebih kecil dibandingkan dengan DT=0,26 jam.")
24
Setelah melakukan pengoptimalan beban kerja didapat:
Mesin Press300TS Jam kerja yang digunakan = 158,17 jam (JK=144,48 jam dan DT=13,69 jam) Jam kerja tersedia = 165 jam (berkurang dari 14 hari kerja menjadi 11hari kerja). Mesin press 400Ts Jam kerja yang digunakan = 186,29 jam (JK=134,81 jam dan DT=51,48 jam) Jam kerja tersedia 195 jam (berkurang dari 23 hari kerja menjadi 13 hari kerja).
 Jam kerja tersedia = 165 jam (berkurang dari 14 hari kerja menjadi 11hari kerja). Mesin press 400Ts. Jam kerja yang digunakan = 186,29 jam (JK=134,81 jam dan DT=51,48 jam) Jam kerja tersedia 195 jam (berkurang dari 23 hari kerja menjadi 13 hari kerja).")
25
Tahap kedua yaitu menentukan pengurutan produksi perhari dengan menggunakan pola heijunka,
Langkah 1: menghitung rasio produksi perhari untuk mengetahui bobot/nilai masing-masing part. Persamaan rasio produksi perhari adalah:

26
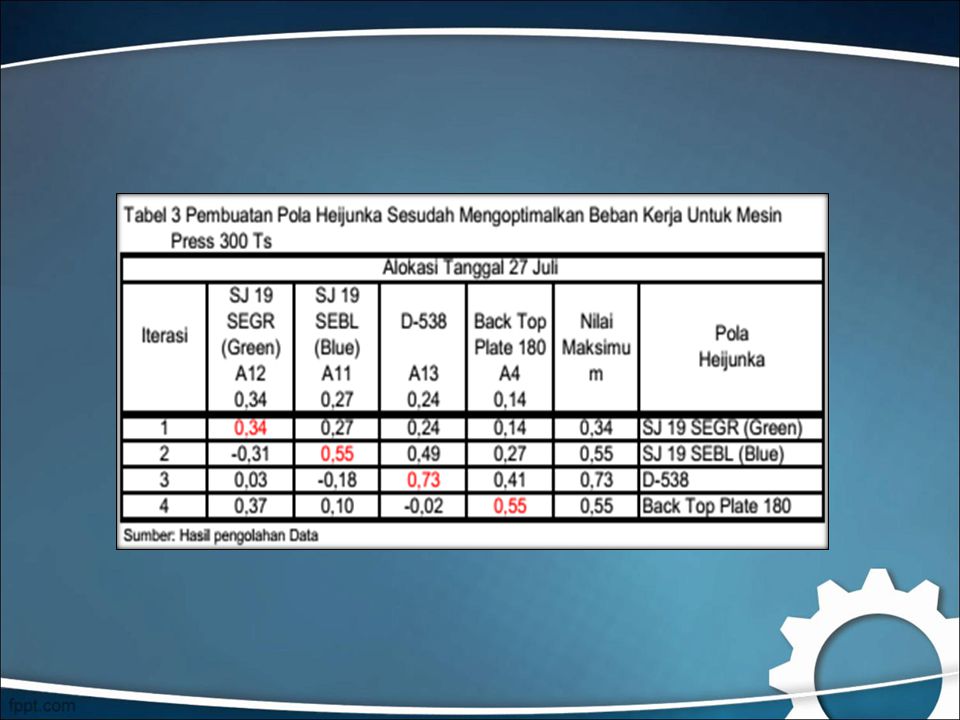
Langkah kedua, yaitu membuat pola hijunka dengan langkah-langkah:
Mengurutkan nilai rasio mulai dari nilai terbesar ke nilai terkecil, Membuat pola heijunka dengan metode iterasi. Penentuan rasio produksi dan pembuatan pola heijunka untuk fabrikasi ini dibuat perhari sesuai dengan pesanan yang masuk pada perusahaan Sebagai contoh pembuatan pola heijunka dengan metode iterasi dapat dilihat pada tabel

28
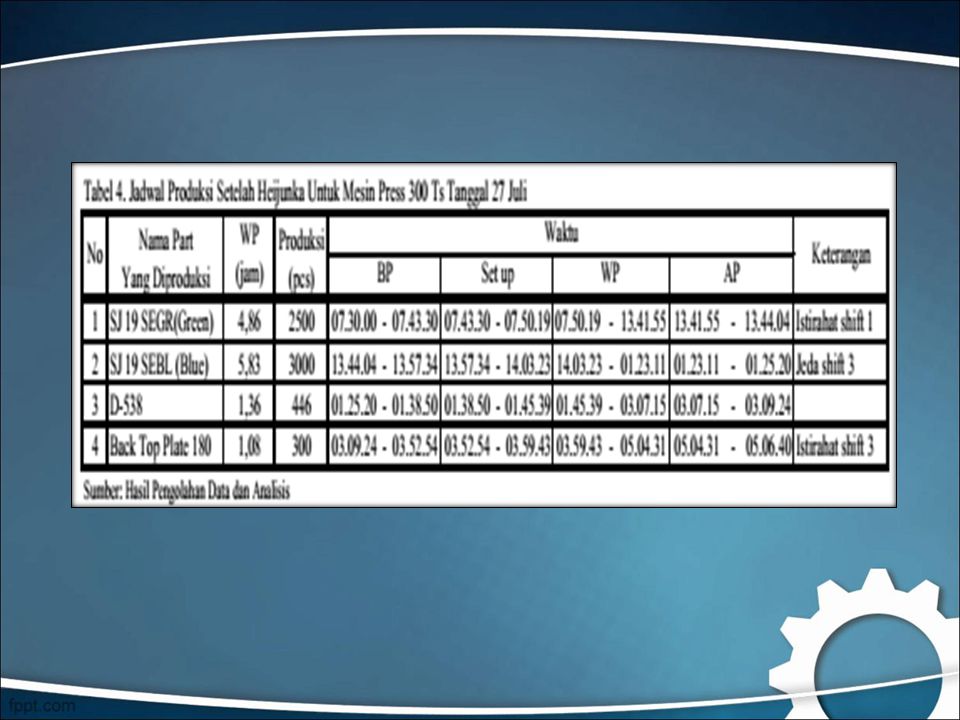
Dengan cara yang sama, pola heijunka untuk haril ainnya dapat dibuat, demikian juga untuk mesin press 400Ts. Tahap III, yaitu membuat jadwal produksi harian berdasarkan heijunka. Langkah pertama : merancang durasi produksi perhari dengan rincian waktu proses terdiri dari waktu BP, Setup, WP dan AP. Durasi tersebut akan dibuat berdasarkan WP dan DT dari masing-masing part dengan cara mem-breakdown kembali keempat rincian diatas. Selain itu juga harus memperhitungkan jam break (istirahat kecil), jam istirahat makan dan waktu kerja antara shift I dan shift II. Langkah kedua: membuat jadwal produksi berdasarkan rancangan durasi produksi perhari. Sama halnya seperti dalam pembuatan pola heijunka pada pembuatan jadwal ini pun akanberbeda-beda setiap harinya berdasarkan order yang masuk dan pola heijunka yang telah dibuat sebelumnya, adapun contoh jadwal produksi dapat dilihat pada tabel 4 berikut:
, jam istirahat makan dan waktu kerja antara shift I dan shift II. Langkah kedua: membuat jadwal produksi berdasarkan rancangan durasi produksi perhari. Sama halnya seperti dalam pembuatan pola heijunka pada pembuatan jadwal ini pun akanberbeda-beda setiap harinya berdasarkan order yang masuk dan pola heijunka yang telah dibuat sebelumnya, adapun contoh jadwal produksi dapat dilihat pada tabel 4 berikut:")
30
SIMPULAN Mesin press 300 TS Takt time = 37 detik/pcs;
rata-rata DT setiap proses = 22 menit atau 0,37 jam WS terbesar setelah ditambah dandory time = 34 detik/pcs (untuk pengerjaan proses drawing part Member Front Floor TunnelR) Mesin press 400 Ts Takt time = 13 detik/pcs. rata-rata DT setiap proses 15,74 menit atau 0,26 jam. WS terbesar setelah ditambah dandory time = 13 detik/pcs. (untuk pengerjaan part proses drawing/blanking part Pillar Deck Front Side L dan R)
 Mesin press 400 Ts. Takt time = 13 detik/pcs. rata-rata DT setiap proses 15,74 menit atau 0,26 jam. WS terbesar setelah ditambah dandory time = 13 detik/pcs. (untuk pengerjaan part proses drawing/blanking part Pillar Deck Front Side L dan R)")
31
Perbandingan waktu siklus (WS) setelah ditambah dandory time dengan takt time (TT) untuk setiap part yang dikerjakan mesin press 300 Ts Semua memenuhi syarat WS < TT, (WS = 34 detik < TT = 37 detik) mesin press 400 Ts (WS = 13 detik ≥ TT = 13 detik) Artinya semua part dapat dikerjakan tanpa menambah jam kerja lembur;
 mesin press 400 Ts. (WS = 13 detik ≥ TT = 13 detik) Artinya semua part dapat dikerjakan tanpa menambah jam kerja lembur;")
32
Alokasi part yang tidak memenuhi syarat Waktu Pengerjaan (WP) > Dandory Time (DT)
Mesin press 300 Ts adalah: part Patch # 105 pada tanggal 9, 15, 21 Agustus, yaitu WP = 0,19 jam < DT = 0,37 jam dan part Member Front Floor Tunnel R pada tanggal 31 Juli, 1, 4, 9, 11, 14, 22 Agustus, yaitu WP = 02,9 jam < DT = 0,37 jam. Sehingga alokasi pengerjaan part tersebut harus digabungkan. Mesin press 400 Ts alokasi part yang tidak memenuhi syarat adalah: Pillar Deck Front Side L (WP =0,18 jam < DT = 0,26 jam) yang diproduksi pada tanggal 1, 7, 11, 12, 15, 16, 19, 21 Agustus; Pillar Deck Front Side R (WP =0,18 jam < DT = 0,26 jam) yang diproduksi pada tanggal 11 Agustus; part G20 (WP =0,19 jam < DT = 0,26 jam) yang diproduksi pada tanggal 31 Juli, 1, 4, 5, 7, 8, 9, 10, 14, 15, 17 Agustus; part G71 (WP =0,24 jam < DT = 0,26 jam) yang diproduksi pada tanggal 28, 29 dan 31 Juli, 1, 4, 5, 8, 10, 11, 12, 14, 15, dan 16 Agustus; part G77 WP =0,23 jam < DT = 0,26 jam) yang diproduksi pada tanggal 29 dan 31 Juli, 1, 4, 7, 8, 11, 12 dan 15 Agustus;
 yang diproduksi pada tanggal 1, 7, 11, 12, 15, 16, 19, 21 Agustus; Pillar Deck Front Side R (WP =0,18 jam < DT = 0,26 jam) yang diproduksi pada tanggal 11 Agustus; part G20 (WP =0,19 jam < DT = 0,26 jam) yang diproduksi pada tanggal 31 Juli, 1, 4, 5, 7, 8, 9, 10, 14, 15, 17 Agustus; part G71 (WP =0,24 jam < DT = 0,26 jam) yang diproduksi pada tanggal 28, 29 dan 31 Juli, 1, 4, 5, 8, 10, 11, 12, 14, 15, dan 16 Agustus; part G77 WP =0,23 jam < DT = 0,26 jam) yang diproduksi pada tanggal 29 dan 31 Juli, 1, 4, 7, 8, 11, 12 dan 15 Agustus;")
33
Dengan menerapkan konsep heijunka
Mesin press 300 Ts sebelum dan setelah mengoptimalkan beban kerja terdapat pengurangan hari kerja sebesar 3 hari (dari 14 harimenjadi 13 hari). Selisih jam kerja yang digunakan berkurang sebesar 2,96 jam dari 161,13 jam menjadi 158,17 jam yang disebabkan karena pengurangan waktu dandory time dengan penggabungan pekerjaan. Mesin press 400 Ts terjadi pengurangan hari kerja sebesar 13 hari kerja dari 23 hari menjadi 13 hari, jam kerja yang digunakan sebesar 22, 88 jam yang didapat dari pengurangan dandory time
. Selisih jam kerja yang digunakan berkurang sebesar 2,96 jam dari 161,13 jam menjadi 158,17 jam yang disebabkan karena pengurangan waktu dandory time dengan penggabungan pekerjaan. Mesin press 400 Ts terjadi pengurangan hari kerja sebesar 13 hari kerja dari 23 hari menjadi 13 hari, jam kerja yang digunakan sebesar 22, 88 jam yang didapat dari pengurangan dandory time.")
34
Alokasi part dan jam kerja yang digunakan dengan menggunakan konsep heijunka
Mesin press 300 Ts

35
Alokasi part dan jam kerja yang digunakan dengan menggunakan konsep heijunka
Mesin press 400 Ts

36
Sekian ada pertanyaan Apakah ?






>")







>")
>")





>")