Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
TIPE TATA LETAK

2
Macam Tipe Tata Letak Fasilitas
Tata Letak Produk (Product Lay Out = Aliran produk). Tata Letak Proses (Process Lay Out = Aliran proses). Tata Letak Posisi Tetap (Fixed Position Lay Out). Tata Letak Kelompok Produk (Product Famili/Group Teknologi)
. Tata Letak Proses. (Process Lay Out = Aliran proses). Tata Letak Posisi Tetap. (Fixed Position Lay Out). Tata Letak Kelompok Produk. (Product Famili/Group Teknologi)")
3
Industri Gula, semen, kertas, perakitan (mobil, elektronik).
Tata Letak Produk : Semua fasilitas produksi diatur/ditempatkan dalam satu departemen khusus. Diaplikasikan untuk industri skala besar dan proses produksinya berlangsung secara kontinyu. Industri Gula, semen, kertas, perakitan (mobil, elektronik). .
. .")
4
Pertimbangan atas dasar Tata Letak Produk :
Produk yang dibuat hanya satu atau beberapa produk standar. Produk dibuat dalam jumlah/volume besar untuk jangka waktu relatif lama. Keseimbangan lintasan produksi lebih baik. Satu mesin hanya digunakan unt satu macam proses kerja. Aktivitas inspeksi selama proses produksi relatif sedikit. Aktivitas MH dari satu SK ke SK yang lain dapat dilaksanakan secara mekanis.

5
Tata Letak Aliran Produk
Bahan Baku Gudang Bahan Baku SK-1 SK-2 SK-3 SK-4 Gudang Produk Jadi Produk Jadi A Press B A 1 2 3 4 Penge- pakan Bubut Drill 1 2 4 1 2 3 Gerinda Penge- pakan Frais Bubut Tata Letak Aliran Produk

6
Keuntungan : MHC rendah sebagai akibat Lay Out disusun berdasarkan urutan operasi, shg jarak perpindahan bahan minimum. Total waktu yang dipergunakan untuk produksi relatif singkat. Work In Procces jarang terjadi karena lintasan produksi sudah seimbang. Output satu proses langsung dipergunakan sebagai input proses berikutnya. Tiap unit produksi atau SK memerlukan luas area yang minimal karena tidak diperlukan WIP Storege.

7
Kerugian : Breakdown dari satu mesin menyebabkan terhentinya seluruh aliran produksi. Jika terjadi perubahan terhadap desain produk, maka akan merubah aliran produk dan lay out. Kelancaran proses produksi akan ditentukan oleh proses mesin yang paling lambat. Memerlukan investasi mesin tinggi (Special Purpose Machine).
.")
8
Tata Letak Proses Tata Letak Proses :
Denaturant dan penempatan mesin/fasilitas produksi yang semacam dalam satu departemen. Semua fasilitas produksi yang memiliki ciri/fungsi kerja yang sama diletakan dalam satu departemen. Diaplikasikan pada industri berskala kecil. Faktor manufaktur dan jasa pelayanan.

9
Pertimbangan : Produk yang dibuat berbagai macam model/type dan tiap model dibuat dalam jumlah kecil serta jangka waktu yang relatif singkat. Aktivitas berubah-ubah sehingga studi waktu dan gerak untuk menentukan metode dan waktu standar sulit dilakukan. Sulit mengatur line balanchng antar operator dan mesin. Memerlukan pengawasan yang ekstra selama proses operasi. Satu jenis mesin dapat melakukan bebagai macam produk (General Purpose). Banyak menggunakan peralatan berat untuk kegiatan MH.
. Banyak menggunakan peralatan berat untuk kegiatan MH.")
10
Tata Letak Aliran Proses
Bahan Baku Gudang Bahan Baku SK-1 SK-2 SK-3 SK-4 Gudang Produk Jadi Produk Jadi A B A Press Bubut Gerinda Drill 3 4 1 2 2 4 1 2 4 1 3 4 Penge- coran Frais Pengepakan Tata Letak Aliran Proses

11
Keuntungan Investasi mesin dan fasilitas produksi rendah, karena mesin yang digunakan mesin-mesin type umum (General Purpose). Jika terjadi breakdown mesin mudah diatasi, yaitu dengan memindahkan ke mesin lain. Karena ada spesialisasi kerja, aktivitas supervisi lebih baik dan efisien. Kerugian : Karenna lintasan produksi lebih panjang, MHC lebih mahal. Total waktu produksi lebih lama, WIP lebih banyak dijumpai karena waktu operasi sulit diseimbangkan. Karena diversifikasi produk adalah job order, maka diperlukan operator skill tinggi.

12
Tata Letak Posisi Tetap :
Material dan komponen dari produk utama akan ditempatkan pada posisi tetap, sedangkan fasilitas produksi seperti tools, mesin, manusia serta komponen-komponen kecil akan bergerak menuju lokasi material atau komponen produk utama. Diaplikasikan pada industri yang menghasilkan produk-produk skala ukuran besar : Industri pesawat, kapal dll. Mesin-2 Mesin Mesin-2 Tata Letak Fixed Position Produk Utama

13
Keuntungan Karena posisi material dan komponen produk utama tetap, maka MH dapat dikurangi. Fleksibilitas kerja tinggi, karena fasilitas produksi dapat diakomodasikan untuk mengantisipasi perubahan dalam rancangan produk. Kerugian : Adanya peningkatan frekuensi pemindahan fasilitas produksi atau operator pada saat proses operasi. Memerlukan operator dengan skill tinggi. Membutuhkan space area yang luas untuk peralatan kerja dan WIP. Memerlukan pengawasan dan koordinasi kerja yang ketat.

14
Product Family (Group Tecnology) :
Didasarkan pada pengelompokan produk atau komponen yang akan dibuat. Pada dasarnya merupakan kombinasi dari product lay out dan procces lay out. Produk-produk yang tidak identik dikelompokan berdasarkan langkah pemrosesan, bentuk, mesin atau peralatan.

15
Keuntungan : Dengan pengelompokan produk sesuai dengan proses pembuatannya, maka pendayagunaan mesin akan diperoleh secara maksimal. Jarak perpindahan material lebih pendek sehingga lintasan aliran lebih lancar. Memiliki keuntungan yang bisa diperoleh dari produk lay out dan proses lay out. Umumnya menggunakan mesin-mesin general purpose sehingga investasinya juga lebih rendah.

16
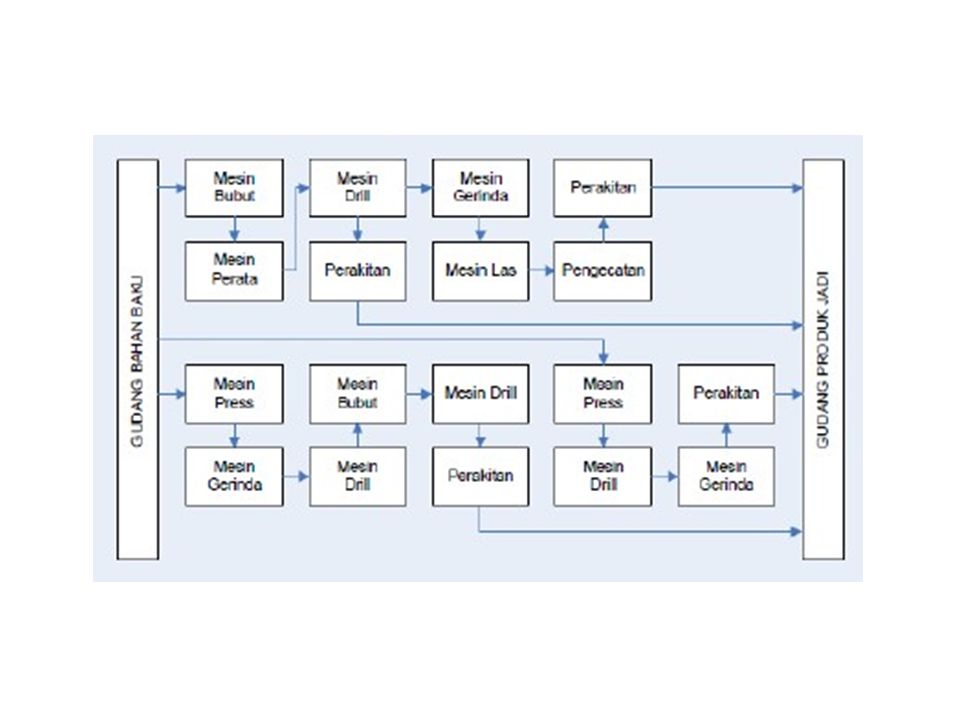
Tata Letak Group Teknologi
Bubut Bor Gerinda Perakitan Milling Finising B C Press Tata Letak Group Teknologi

19
Kerugian : Diperlukan TK dengan skill tinggi. Kelancaran kerja sangat tergantung pada kegiatan pengendalian produksi terutama aliran kerja. Jika keseimbangan aliran sulit dicapai maka diperlukan WIP Storage. Beberapa kerugian dari product dan procces lay out juga akan dijumpai. Kesempatan untuk mengaplikasikan faslitas produksi tipe special purpose sulit dilakukan.

Presentasi serupa


















>")

>")