Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
Tata Letak Yang Baik 1. Aliran Bahan Pola aliran terencana
Aliran bahan lurus Langkah balik minimum Keterkaitan kegiatan terencana

2
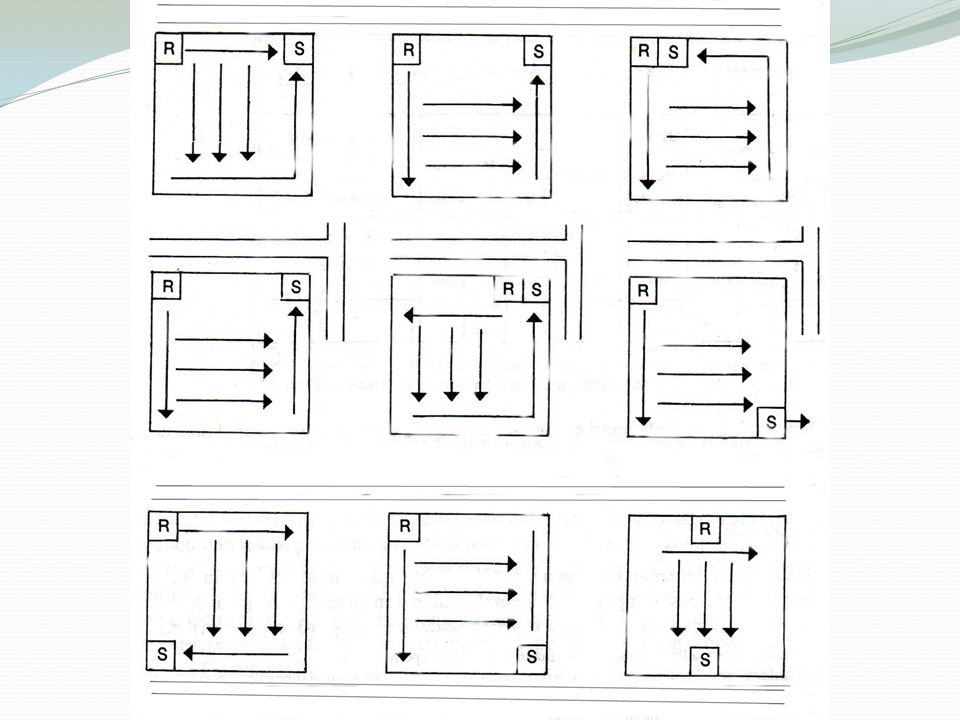
Pola Aliran Bahan untuk Proses Produksi
1 2 3 4 5 6 Straight Line U-shaped S-shaped (Zig-zag) Circular Odd-angle
 Circular. Odd-angle.")
3
Pola aliran bahan untuk perakitan
Combination assembly line pattern Three assembly line pattern Dendretic assembly line pattern

4
2. Pemindahan Bahan Frekuensi pemindahan minimum
Metode terencana, alat pemindah yang sesuai Jarak minimum Digabung dengan proses Bergerak dari penerimaan menuju pengiriman

6
3. Ruang Gang lurus Pemakaian ruang maksimum
Ruang penyimpanan mencukupi Ruang antar peralatan mencukupi Direncanakan untuk perluasan

7
4. Proses Operasi Operasi pertama dekat dengan penerimaan
Operasi terakhir dekat dengan pengiriman Penyimpanan di tempat pemakaian Bahan setengah jadi minimum Waktu produksi total hampir seluruhnya merupakan waktu pemrosesan Penempatan bagian penerimaan dan pengiriman yang pantas

8
5. Lain-Lain Pelayanan pekerja memadai
Pengendalian kebisingan, kotoran, debu dsb Pembuangan barang sisa minimum

10
Klasifikasi tataletak berdasarkan aliran bahan
Product Layout Process Layout Group Technology Layout

11
Product Layout Tata letak yang disusun berdasarkan aliran bahan
Fasilitas disusun menurut urutan proses satu produk Komponen berjalan dari satu operasi ke operasi berikutnya dalam satu jalur lurus, dalam satu area Hanya ada satu atau beberapa produk standar yang dibuat Produk dibuat dalam jumlah besar, jangka waktu relatif panjang Memerlukan sedikit inspeksi Satu mesin untuk satu jenis operasi : tipe mesin special purpose Pemindahan bahan secara mekanis

12
Contoh : untuk proses produksi kontinyu seperti pabrik gula, pabrik kertas, perakitan barang elektronik

13
Product Layout

14
Kelebihan Product Layout
Layout berdasar urutan proses menyebabkan aliran produksi lancar dan logis sehingga jarak pemindahan bahan menjadi pendek yang mengakibatkan biaya pemindahan bahan rendah Waktu produksi total menjadi lebih singkat Output satu proses langsung digunakan sebagai input proses berikutnya sehingga work in process jarang Biaya operator relatif rendah karena skill pekerja tidak terlalu tinggi Luas area tiap stasiun kerja minimal karena tidak ada penyimpanan bahan dalam proses. Perencanaan dan pengendalian produksi mudah

15
Kekurangan Product layout:
Kerusakan satu mesin menyebabkan seluruh aliran produksi berhenti Tidak dimungkinkan adanya perubahan disain produk Laju produksi ditentukan oleh proses mesin yang paling lambat Investasi mesin tinggi karena special purpose machine

16
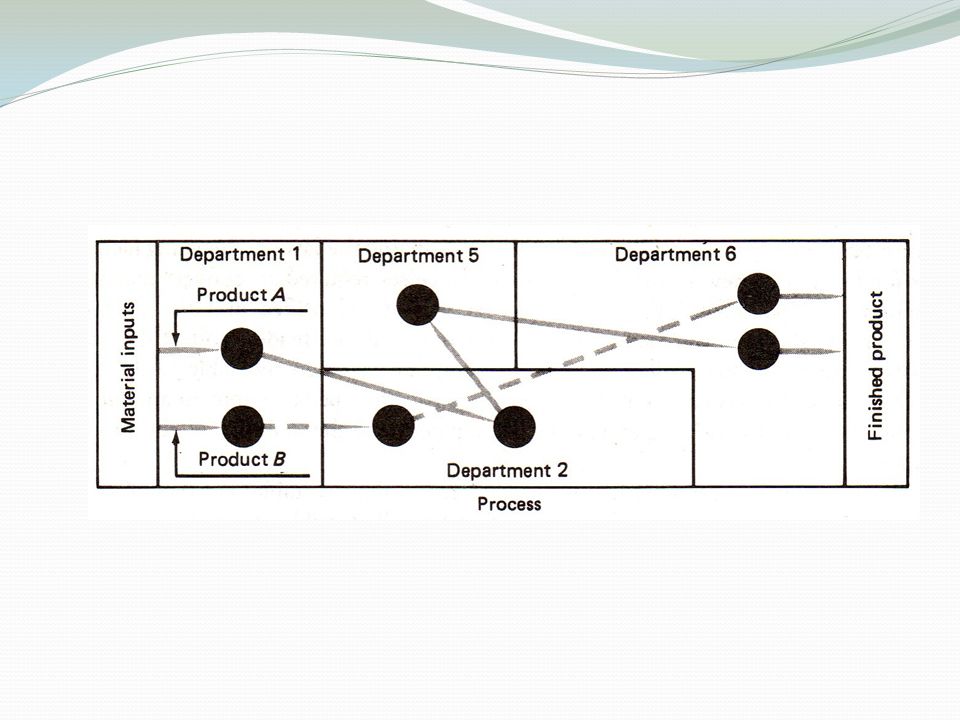
Process Layout Penempatan mesin berdasarkan kesamaan fungsi mesin
Mesin dengan fungsi kerja yang sama diletakkan dalam satu departemen Produk terdiri dari berbagai macam tipe produk Volume produksi tiap produk kecil, jangka waktu produksi relatif singkat Line balancing sulit diperoleh Perlu banyak pengawasan Mesin yang digunakan bertipe general purpose

18
Process Layout

19
Kelebihan process layout
Total investasi mesin rendah karena tipe general purpose Fleksibilitas produksi tinggi karena dapat mengerjakan berbagai tipe produk Jika ada satu mesin rusak tidak. Mengganggu aliran produksi Setiap mesin dapat digunakan secara efisien sehingga jumlah mesin relatif lebih sedikit Pekerjaan yang berbeda-beda memberikan rasa kepuasan yang merupakan daya tarik tersendiri bagi pekerja

20
kekurangan process layout
Karena garis produksi lebih panjang, biaya pemindahan bahan menjadi lebih mahal Total waktu produksi lebih lama Waktu operasi satu dengan yang lain tidak seimbang menyebabkan banyak work in process sehingga inventori dan area yang harus disediakan dalam proses cukup besar. Skill pekerja harus tinggi Perencanaan dan pengendalian produksi jauh lebih kompleks Contoh : rumah sakit, bank, universitas

21
Group-Technology Layout
Part yang karakteristik prosesnya mirip dikelompokkan menjadi satu famili, dan diproduksi di di satu jalur produksi Prinsip : merubah tata letak berdasar proses menjadi tata letak berdasar produk semu (pseudo product layout)
")
22
Konsep Teknologi Kelompok
(c). Group Technology Layout
. Group Technology Layout.")
23
(d). Project Layout
. Project Layout")
24
(e) Mixed layout
 Mixed layout")
Presentasi serupa


















>")

