Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
PERANCANGAN PABRIK PENGOLAHAN EMAS
Ferry Ardianto ( ) M. Agusnadi ( ) Prassetyo Sandha Irianto ( )
 M. Agusnadi ( ) Prassetyo Sandha Irianto ( )")
2
Outline Pendahuluan Basis Desain Pabrik PFD Process Deskripsi Proses
Perhitungan dalam Desain Daftar Alat

3
Pendahuluan

4
Emas merupakan salah satu logam mulia berharga yang mempunyai manfaat dan fungsi yang penting bagi kebutuhan manusia. Pemanfaatan emas antara lain adalah sebagai perhiasan, bahan tambahan pada alat-alat elektronik, alat jual beli, dsb. Karena kebutuhan terhadap logam emas yang semakin besar maka dilakukan proses penambangan dan pengembangan-pengembangan dalam ekstraksi bijih emas. Kandungan emas dalam bijih umumnya relatif kecil. Untuk bijih yang ada di permukaan (open pit) kandungan emas dalam bijih tersebut pada umumnya sekitar 1 – 5 gr/ton (5 ppm), sedangkan bijih yang lebih dalam lagi kandungan emas hanya sekitar 3 gr/ton (3 ppm).
 kandungan emas dalam bijih tersebut pada umumnya sekitar 1 – 5 gr/ton (5 ppm), sedangkan bijih yang lebih dalam lagi kandungan emas hanya sekitar 3 gr/ton (3 ppm).")
5
Proses Pelindian Bijih Emas
Agitation leaching Heap leaching Recoveri Emas dari Larutan Hasil Pelindian Sementasi dengan serbuk seng (Merril Crowe) Carbon in Leach (CIL) Carbon in Pulp (CIP) Carbon in Column (CIC) Resin in Leach Resin in Column
 Carbon in Leach (CIL) Carbon in Pulp (CIP) Carbon in Column (CIC) Resin in Leach. Resin in Column.")
6
Adsorpsi dengan Karbon Aktif
CIL efektif untuk bijih preg-rob. Karbon aktif telah ditambahkan dalam tangki pelindian. Berbeda dengan proses sementasi dengan serbuk seng, proses CIP dan CIL dapat merecover Au langsung dari lumpur (slurry). Secara umum proses CIL mempunyai biaya modal (capital cost) yang lebih rendah dari CIP karena tidak diperlukan sejumlah tangki-tangki untuk adsorpsi Au (proses adsorpsi dilakukan sekaligus dalam tangki pelindian). Proses CIL mempunyai kelemahan dalam kinetika (laju) adsorpsi Au (proses adsorpsi Au berlangsung lebih lambat).
. Secara umum proses CIL mempunyai biaya modal (capital cost) yang lebih rendah dari CIP karena tidak diperlukan sejumlah tangki-tangki untuk adsorpsi Au (proses adsorpsi dilakukan sekaligus dalam tangki pelindian). Proses CIL mempunyai kelemahan dalam kinetika (laju) adsorpsi Au (proses adsorpsi Au berlangsung lebih lambat).")
7
Flowsheet Pengolahan Emas Jalur CIL

8
Basis Desain

9
Cadangan emas sebesar 15.400 kg.
Target produksi emas dalam bullion 500 kg per tahun. Umur penambangan 30 tahun Kapasitas penambangan = ton/tahun Kapasitas pabrik pengolahan = 1000 ton bijih/hari Kadar emas dalam bijih = 1,54 gram/ton Kadar perak dalam bijih = 49 gram/ton Densitas bijih = 2,7 gram/cm3 Persen solid = 40% Waktu pelindian = 24 jam pH = 11,5 Kekuatan sianida 0,14% Ukuran tangki pelindian (Diameter = 7 meter, tinggi 7.6 meter, volume efektif = 90%) Recoveri Au dalam proses pelindian = 90% Recoveri Ag dalam proses pelindian= 85% Recoveri total Au dalam proses adsorpsi dan electrowinning = 90% Recoveri total Ag dalam proses adsorpsi dan electrowinning = 85%
 Recoveri Au dalam proses pelindian = 90% Recoveri Ag dalam proses pelindian= 85% Recoveri total Au dalam proses adsorpsi dan electrowinning = 90% Recoveri total Ag dalam proses adsorpsi dan electrowinning = 85%")
10
PFD Process

12
Unit Kominusi dan Preparasi Bijih Emas Proses CIL

13
CN Destruction Plant

14
Deskripsi Proses

15
Peremukan Penggerusan Menggunakan 6300kw SAG Mill dan 4100kw Ball Mill
Jenis peremuk primer yang digunakan adalah Jaw Crusher. Mendapat umpan langsung dari stockpile maupun pit. Unit peremuk berfungsi untuk memecah bijih dari tambang yang berukuran – mm menjadi –12,5 – 10 mm. Penggerusan Menggunakan 6300kw SAG Mill dan 4100kw Ball Mill Mengolah bijih basah sebanyak ton/jam Menghasilkan 80% produk berukuran 75 mikron

16
Leaching Proses yang digunakan adalah CIL (Carbon in Leach) dengan NaCN sebagai reagen pelindi Digunakan 8 buah tangki agitator mekanik dengan diameter 7 m, ketinggian 7,6 m dan volume efektif 90%. 4Au + 8NaCN + O2 + 2H2O 4NaAu(CN) NaOH 4Ag + 8NaCN + O2 + 2H2O 4NaAg(CN) NaOH
2 + 4NaOH. 4Ag + 8NaCN + O2 + 2H2O 4NaAg(CN)2 + 4NaOH.")
17
Paramater Proses Leaching
Distribusi ukuran partikel Konsentrasi sianida Oksigen terlarut Intensitas pengadukan pH slurry Persentasi padatan Waktu tinggal

18
Adsorpsi dengan Karbon Aktif
Slurry dialirkan dari tangki pertama hingga tangki kedelapan dengan pemompaan dan mekanisme gravitasi. Karbon aktif dipompakan dari tangki terakhir ke tangki pertama berlawanan arah (counter current) dengan aliran utama slurry. Proses adsorpsi emas dan perak berlangsung dengan mekanisme sebagai berikut: C – OH + Au(CN)2- C – Au(CN)2 + OH- C – OH + Ag(CN)2- C – Ag(CN)2 + OH-
 dengan aliran utama slurry. Proses adsorpsi emas dan perak berlangsung dengan mekanisme sebagai berikut: C – OH + Au(CN)2- C – Au(CN)2 + OH- C – OH + Ag(CN)2- C – Ag(CN)2 + OH-")
19
Pencucian dengan Larutan Asam (Acid Washing)
Tujuan dari proses pencucian asam adalah menghilangkan endapan-endapan (scales) seperti karbonat pada pori-pori karbon sehingga pori-pori mikro karbon dapat terbuka kembali dan digunakan untuk proses adsorpsi pada siklus berikutnya. Asam yang digunakan dalam proses pencucian adalah asam klorida (HCl), asam nitrat (HNO3). Setelah pencucian asam selesai, karbon dibilas dengan air selama kurang lebih 2 jam untuk menghilangkan asam-asam sisa yang menempel pada karbon. Larutan asam dan bilasan yang telah digunakan akan dibuang ke pengental tailing. Proses pencucian asam dapat dilakukan dalam kolom elusi maupun di dalam tangki yang terpisah khusus untuk pencucian asam ini.
 seperti karbonat pada pori-pori karbon sehingga pori-pori mikro karbon dapat terbuka kembali dan digunakan untuk proses adsorpsi pada siklus berikutnya. Asam yang digunakan dalam proses pencucian adalah asam klorida (HCl), asam nitrat (HNO3). Setelah pencucian asam selesai, karbon dibilas dengan air selama kurang lebih 2 jam untuk menghilangkan asam-asam sisa yang menempel pada karbon. Larutan asam dan bilasan yang telah digunakan akan dibuang ke pengental tailing. Proses pencucian asam dapat dilakukan dalam kolom elusi maupun di dalam tangki yang terpisah khusus untuk pencucian asam ini.")
20
Desorpsi (Elusi) Emas Desorpsi emas dan perak dalam proses elusi berlangsung dengan mekanisme sebagai berikut (kebalikan dari proses adsorpsi): C – Au(CN)2 + OH- C – OH + Au(CN)2- C – Ag(CN)2 + OH- C – OH + Ag(CN)2- Proses elusi umumnya dilakukan pada temperatur 90 – 120oC dengan cara memompakan larutan eluant melalui sebuah kolom yang berisi tumpukan karbon yang telah dimuati emas (packed bed loaded carbon).
2 + OH- C – OH + Au(CN)2- C – Ag(CN)2 + OH- C – OH + Ag(CN)2- Proses elusi umumnya dilakukan pada temperatur 90 – 120oC dengan cara memompakan larutan eluant melalui sebuah kolom yang berisi tumpukan karbon yang telah dimuati emas (packed bed loaded carbon).")
21
Reaktivasi Karbon Proses rekativasi karbon bertujuan menghilangkan kontaminan-kontaminan organik yang terjebak dalam struktur karbon. Proses reaktivasi karbon dilakukan dengan cara pemanasan karbon pada temperatur 650 – 750oC di dalam tungku yang atmosfernya bersifat non-oksidatif. Tangki pendinginan kejut digunakan untuk mendinginkan karbon yang sudah diaktivasi di dalam kiln.

22
Rotary Kiln

23
Electrowinning Larutan eluate kemudian dipompakan ke dalam sel electrowinning. Emas akan diendapkan pada permukaan katoda yang terbuat dari baja wool (steel wool). Proses pengendapan emas di katoda diikuti oleh oksidasi air di anoda sebagaimana ditunjukkan oleh reaksi elektrokimia sebagai berikut: Katoda : Au(CN)2- + e- → Au + 2CN- Anoda : 2H2O → 4H+ + O2 + 4e- Sesudah proses electrowinning selesai, katoda dikeluarkan dari sel; lumpur (sludge) pada dasar sel dicuci dan dipompakan ke dalam filter bertekanan (filter press).
. Proses pengendapan emas di katoda diikuti oleh oksidasi air di anoda sebagaimana ditunjukkan oleh reaksi elektrokimia sebagai berikut: Katoda : Au(CN)2- + e- → Au + 2CN- Anoda : 2H2O → 4H+ + O2 + 4e- Sesudah proses electrowinning selesai, katoda dikeluarkan dari sel; lumpur (sludge) pada dasar sel dicuci dan dipompakan ke dalam filter bertekanan (filter press).")
24
Parameter-parameter dalam Proses Electrowinning
Mekanisme loading dan unloading katoda dan anoda Tipe anoda dan katoda Rapat arus. Rapat arus umumnya berkisar antara A/m2. Kapasitas rectifier Luas permukaan katoda Temperatur larutan Komposisi larutan Waktu tinggal dalam setiap sel Laju alir larutan Efisiensi arus Jumlah sel Kapasitas produksi setiap sel Material konstruksi sel electrowinning Sistem pengambilan sludge dari dasar sel

25
Peleburan dan Pencetakan Bullion
Filter cake kemudian dicampur dengan fluks, umumnya borax, soda ash dan diumpankan ke dalam sebuah tanur induksi (induction furnace). Temperatur peleburan pada tanur induksi adalah sekitar 1200oC. Dalam proses peleburan di dalam tanur induksi ini terjadi pemisahan dore bullion dan terak (slag). Terak kemudian dituang ke dalam pot terak (slag pot), sedangkan dore bullion dicetak dalam bentuk ingot untuk dikirimkan ke pabrik pemurnian
. Temperatur peleburan pada tanur induksi adalah sekitar 1200oC. Dalam proses peleburan di dalam tanur induksi ini terjadi pemisahan dore bullion dan terak (slag). Terak kemudian dituang ke dalam pot terak (slag pot), sedangkan dore bullion dicetak dalam bentuk ingot untuk dikirimkan ke pabrik pemurnian.")
26
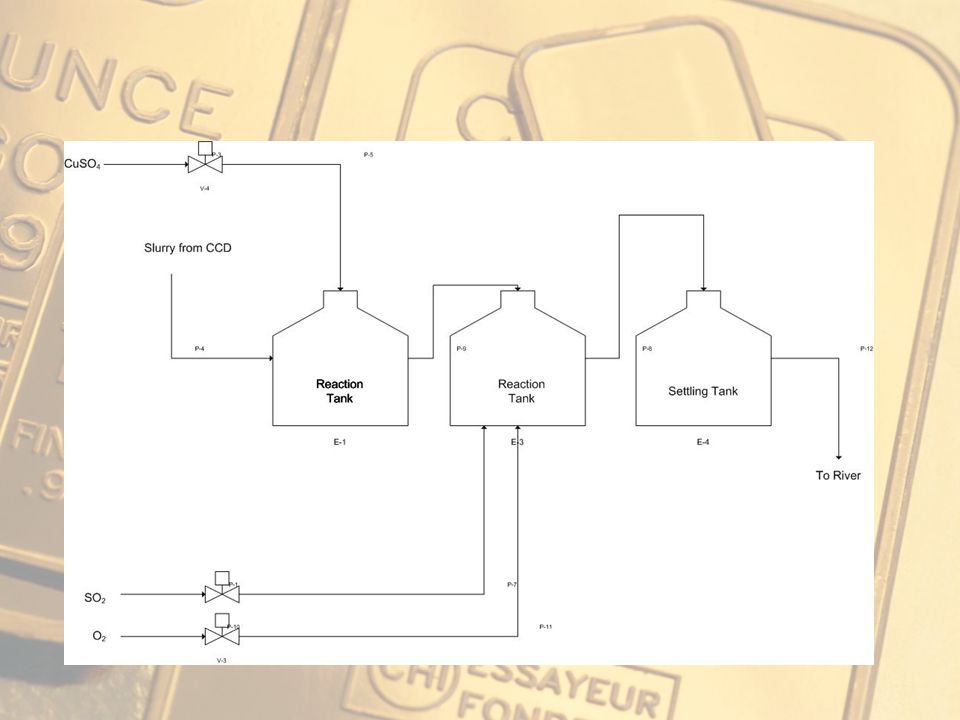
CN- + O2+H2O+ SO2 -> OCN-+ H2SO4
Pengolahan Sianida Reaksi Cyanide Killing CN- + O2+H2O+ SO2 -> OCN-+ H2SO4 OCN- + 2H2O -> NH4+ + CO32- Pabrik pengolahan Sianida mampu mengolah sianida hingga konsentrasi 4-7 ppm sebelum dibuang ke kolam penampungan/sungai

29
Kebutuhan Reagen SO2 21785 ton/tahun Lime 23983.3 ton/tahun
CuSO ton/tahun

30
Perhitungan dalam Desain

31
Perhitungan dalam Proses Pelindian
Waktu Efektif Produksi 325 hari Frekuensi Pelindian per Tahun kali Berat Bijih Kering 325000 ton Berat Air 487500 Volume Slurry per Leaching 1870,37 m3 Volume Efektif Tangki Agitator 263,1 Jumlah Tangki Agitator 8 tangki

32
Perhitungan Kebutuhan Sianida per Tahun
Berat Emas per Tahun 500,5 kg/tahun Berat Perak per Tahun 15925 Berat NaCN per Tahun 17,3 ton/tahun Perhitungan Kebutuhan Karbon Aktif per Tahun Volume Slurry per Tahun L Kebutuhan Karbon per Tahun 6078,7 ton/tahun Karbon Make Up 911,8

33
Kebutuhan CaO pada Proses Pelindian
Konsentrasi CaO yang Ditambahkan 150 ppm Volume per Tangki 263100 L Kebutuhan CaO per Tangki 39,465 kg Kebutuhan CaO 8 Tangki 315,72 Kebutuhan CaO per Tahun 102,61 ton/tahun

34
Perhitungan Proses Electrowinning Au
Berat Aktual Emas Proses Electrowinning 1,54 kg Berat Teoritik Emas 15,87 Efisiensi Arus 90 % Rapat Arus Katodik 50 A/m2 Jumlah Katoda 35 Arus Rectifier 3500 A Tegangan Listrik Tiap Bak 9 V Jumlah Rectifier 1 Tegangan Rectifier 45 Daya Rectifier 157,5 kW Konsumsi Energi per kg Au 14,03 kWh/kg Au

35
Daftar Alat

36
Unit Kominusi Jaw Crusher Kapasitas : 35-60 t/h
Ukuran – mm menjadi –12,5 – 10 mm. Motor Power : 30 kw Dimensi : 1820×1810×1710

37
Ball Mill Jumlah : 2 buah Kapasitas : 16-29 t/h
Output : 80% berukuran 75 mikron

38
Ore Bin Kapasitas : 2000 t/h

39
Leaching and Adsorption Tank
Jumlah : 8 tangki Kapasitas : 270 m3/hari

40
Calcining Oven Jumlah : 1 buah

41
Rotary Kiln Kapasitas : 0.4 m3/h Diameter : 40 cm Panjang : 3 m

42
Thickener Jumlah : 2 buah

43
Cyclone Jumlah : 2 buah

44
Electrowinning Cell Jumlah bak : 5 bak Jumlah katoda/bak : 35 katoda

45
Induction Furnace Jumlah : 1 buah

Presentasi serupa