Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
Aplikasi Metode Enam Sigma
yang menggambarkan ukuran penelitian peningkatan kendali pada produksi dawai Disusun Oleh : Firmanullah 061871

2
METODA RISET Riset ini menggunakan data primer. Data diperlukan adalah data cacat mengetik itu adalah jenis cacat di (dalam) produk kawat pijar benang menyusupkan dengan BB ST ( 07) jenis, iklan [yang] sehari-hari data produksi , material mengganti/kan data dan data frekwensi cacat. Data ini diatur oleh metoda DMAIC ( Menggambarkan Ukuran Meneliti Meningkatkan Kendali
 produk kawat pijar benang menyusupkan dengan BB ST ( 07) jenis, iklan [yang] sehari-hari data produksi , material mengganti/kan data dan data frekwensi cacat. Data ini diatur oleh metoda DMAIC ( Menggambarkan Ukuran Meneliti Meningkatkan Kendali.")
3
HASIL DAN DISKUSI Analisa kepada proses bisa dilakukan dengan penjelasan karakteristik [di/yang mana] keluaran mengharapkan dari proses dan masukan yang (mana) diharapkan atau diperlukan untuk menciptakan keluaran seperti (itu) .
 diharapkan atau diperlukan untuk menciptakan keluaran seperti (itu) .")
4
Tahap pengukuran Tahap ini menjadi anggota definisi karakteristik dari proses produksi tahap [yang] yang mana [adalah] penting untuk mutu seperti halnya kalkulasi pada [atas] biaya dalam kaitan dengan mutu lemah/miskin, seperti halnya kalkulasi kemampuan proses dan cacat saban juta peluang ( DPMO). Ada dua tahap yang harus disilahkan studi kemampuan proses, yang [itu] sedang membuat bagan pengawasan untuk menilai apakah kondisi dari data diperoleh di (dalam) kendali statistik atau bukan ( di (dalam) atau ke luar mengendalikan). Th langkah berikutnya akan mengkalkulasi index kemampuan proses ( CP atau CPK) yang didasarkan pada data mengumpulkan. Gambar 2. Diagram P memperdayakan/menghafalkan trol untuk tahap proses produksi
. Ada dua tahap yang harus disilahkan studi kemampuan proses, yang [itu] sedang membuat bagan pengawasan untuk menilai apakah kondisi dari data diperoleh di (dalam) kendali statistik atau bukan ( di (dalam) atau ke luar mengendalikan). Th langkah berikutnya akan mengkalkulasi index kemampuan proses ( CP atau CPK) yang didasarkan pada data mengumpulkan. Gambar 2. Diagram P memperdayakan/menghafalkan trol untuk tahap proses produksi.")
5
Karena kalkulasi index kemampuan proses pada [atas] P mengendalikan diagram, [itu] menciptakan index [adalah] kemampuan memproses dengan ( l0-O,0048)0,0052. Kemudian DPMO kalkulasi dilakukan sebagai berikut: Jumlah kawat pijar benang dengan FOY mengetik BB ST ( 07) itu diciptakan ( Unitu) adalah 41,490 kumparan ( unit). karakteristik Yang kritis di (dalam) riset ( peluang) adalah 7 karakteristik. Banyaknya cacat ( defect=D) adalah 190 cacat. Menyeberang saban unit ( DPU)D/1J=190/41,490= 0,0046 Total Peluang ( fOP)UxOP 41 , 490x7290,430 Menyeberang saban Peluang ( DPO)= 1)/TOP= 190/290,430= 0,00065 Menyeberang saban juta peluang ( DPMO)- DPO x 1,000,000 0,00065x1,000,0000= 650. Dari [tabel;meja] enam sigma konversi, DPMO nilai dikenal sekitar 650 dan berbaring antar[a] 687 DPMOS ( 4,70 sigma) dan 577 DPMO'S ( 4,75 sigma) [oleh/dengan] penggunaan sisipan, kemudian DPMO nilai diperoleh adalah 650 di (dalam) tingkatan 4,72 sigma.
![Karena kalkulasi index kemampuan proses pada [atas] P mengendalikan diagram, [itu] menciptakan index [adalah] kemampuan memproses dengan ( l0-O,0048)0,0052. Kemudian DPMO kalkulasi dilakukan sebagai berikut:](http://slideplayer.info/slide/3208956/11/images/5/Karena+kalkulasi+index+kemampuan+proses+pada+%5Batas%5D+P+mengendalikan+diagram%2C+%5Bitu%5D+menciptakan+index+%5Badalah%5D+kemampuan+memproses+dengan+%28+l0-O%2C0048%290%2C0052.+Kemudian+DPMO+kalkulasi+dilakukan+sebagai+berikut%3A.jpg "Jumlah kawat pijar benang dengan FOY mengetik BB ST ( 07) itu diciptakan ( Unitu) adalah 41,490 kumparan ( unit). karakteristik Yang kritis di (dalam) riset ( peluang) adalah 7 karakteristik. Banyaknya cacat ( defect=D) adalah 190 cacat. Menyeberang saban unit ( DPU)D/1J=190/41,490= 0,0046 Total Peluang ( fOP)UxOP 41 , 490x7290,430. Menyeberang saban Peluang ( DPO)= 1)/TOP= 190/290,430= 0, Menyeberang saban juta peluang ( DPMO)- DPO x 1,000,000 0,00065x1,000,0000= 650. Dari [tabel;meja] enam sigma konversi, DPMO nilai dikenal sekitar 650 dan berbaring antar[a] 687 DPMOS ( 4,70 sigma) dan 577 DPMO S ( 4,75 sigma) [oleh/dengan] penggunaan sisipan, kemudian DPMO nilai diperoleh adalah 650 di (dalam) tingkatan 4,72 sigma.")
6
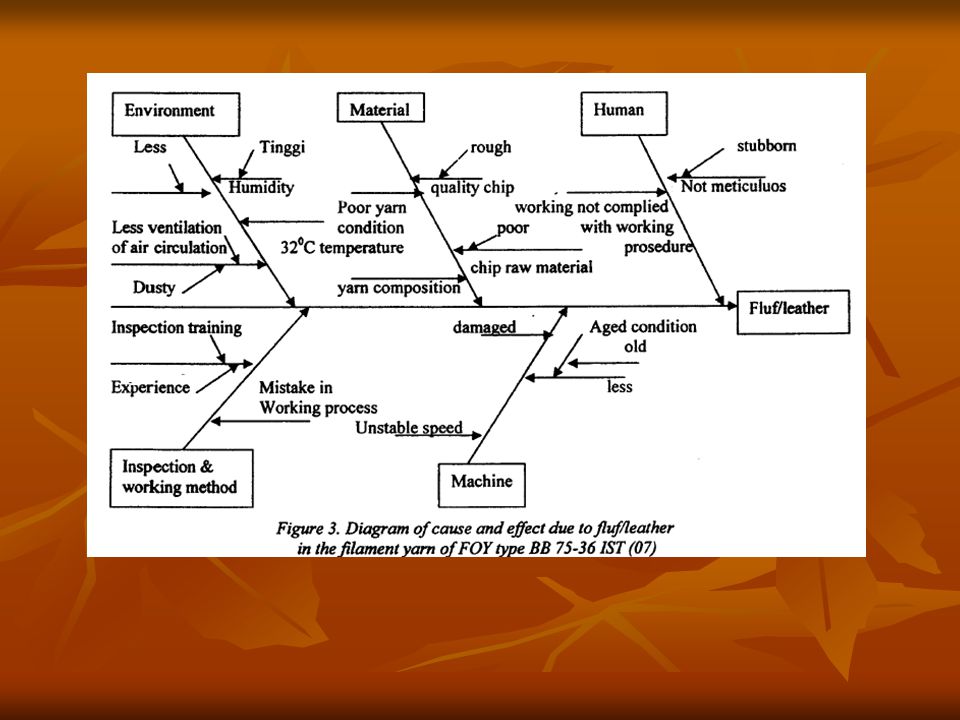
Tahap Analisa Apa yang dilakukan dalam tahap ini adalah pembuatan pareto diagram, tulang ikan diagram. Dari pareto diagram, kita dapat lihat [bahwa/yang] cacat mengetik di (dalam) ranking yang pertama adalah fluf kulit cacat mengetik jangkauan itu 127 maksud/arti cacat 2 1,9343% dari total cacat yang terjadi di (dalam) batasan waktu itu. [Selagi/Sedang] ranking yang kedua adalah fitter/filament cacat mengetik jangkauan itu 126 cacat dengan persen dari 21,7617% tentang total cacat dalam kaitan dengan fluflleather dan menyaring dengan persentase kumulatif dari kedua-duanya mencapai 43,696%. Dalam rangka temukan sumber menyebabkan cacat yang dominan mengetik kemudian suatu analisa efek dan penyebab dilaksanakan dengan penggunaan tulang ikan Diagram.
 ranking yang pertama adalah fluf kulit cacat mengetik jangkauan itu 127 maksud/arti cacat 2 1,9343% dari total cacat yang terjadi di (dalam) batasan waktu itu. [Selagi/Sedang] ranking yang kedua adalah fitter/filament cacat mengetik jangkauan itu 126 cacat dengan persen dari 21,7617% tentang total cacat dalam kaitan dengan fluflleather dan menyaring dengan persentase kumulatif dari kedua-duanya mencapai 43,696%. Dalam rangka temukan sumber menyebabkan cacat yang dominan mengetik kemudian suatu analisa efek dan penyebab dilaksanakan dengan penggunaan tulang ikan Diagram.")
8
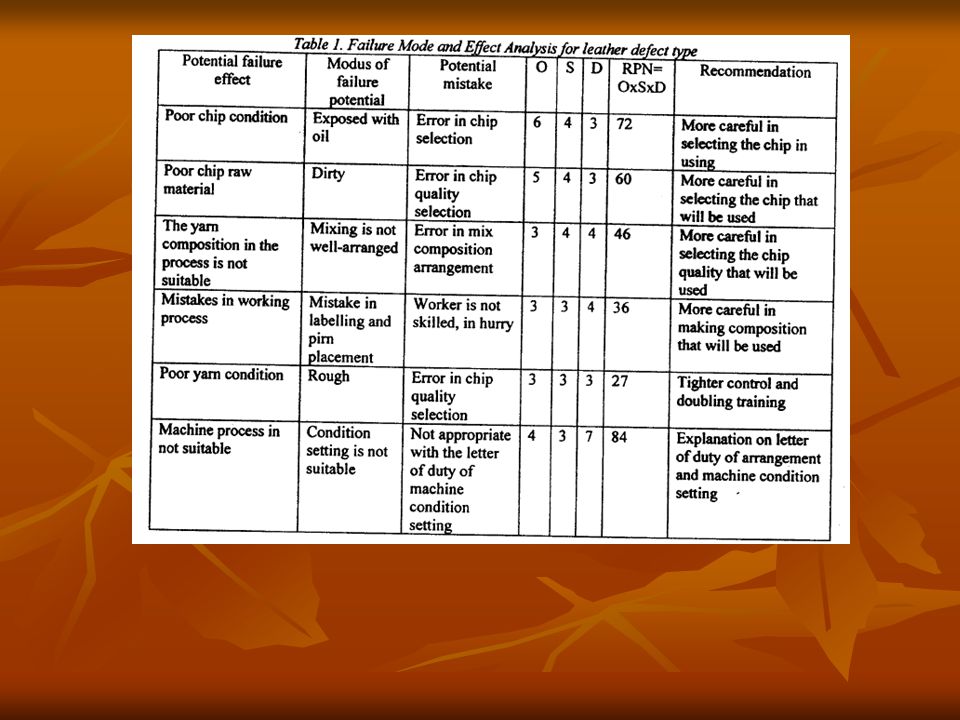
Jenis cacat ke fluf atau kulit sedang dalam proses kawat pijar benang pembuatan pada umumnya terjadi di [dalam] produksi menghasilkan ubi rambat, yang [itu] adalah setelah kawat pijar benang [yang] menjadi Rapi ( Benang Tidak digambar/ditarik) dan juga pada Dy ( Benang seri) atau benang yang selesai siap;kan untuk;menjadi dijual. Oleh karena itu fluf/leather cacat dapat membuat pengurangan mutu benang, sebab fluf/yarn membuat ubi rambat di (dalam) benang menggulung dikerat atau tidak diratakan. Hasil FME pengamatan ( Mengandaskan Gaya Mempengaruhi) dalam wujud urutan akar
![Jenis cacat ke fluf atau kulit sedang dalam proses kawat pijar benang pembuatan pada umumnya terjadi di [dalam] produksi menghasilkan ubi rambat, yang [itu] adalah setelah kawat pijar benang [yang] menjadi Rapi ( Benang Tidak digambar/ditarik) dan juga pada Dy ( Benang seri) atau benang yang selesai siap;kan untuk;menjadi dijual. Oleh karena itu fluf/leather cacat dapat membuat pengurangan mutu benang, sebab fluf/yarn membuat ubi rambat di (dalam) benang menggulung dikerat atau tidak diratakan.](http://slideplayer.info/slide/3208956/11/images/8/Jenis+cacat+ke+fluf+atau+kulit+sedang+dalam+proses+kawat+pijar+benang+pembuatan+pada+umumnya+terjadi+di+%5Bdalam%5D+produksi+menghasilkan+ubi+rambat%2C+yang+%5Bitu%5D+adalah+setelah+kawat+pijar+benang+%5Byang%5D+menjadi+Rapi+%28+Benang+Tidak+digambar%2Fditarik%29+dan+juga+pada+Dy+%28+Benang+seri%29+atau+benang+yang+selesai+siap%3Bkan+untuk%3Bmenjadi+dijual.+Oleh+karena+itu+fluf%2Fleather+cacat+dapat+membuat+pengurangan+mutu+benang%2C+sebab+fluf%2Fyarn+membuat+ubi+rambat+di+%28dalam%29+benang+menggulung+dikerat+atau+tidak+diratakan..jpg "Hasil FME pengamatan ( Mengandaskan Gaya Mempengaruhi) dalam wujud urutan akar.")
10
Tahap peningkatan [Yang] sekarang ini perusahaan adalah di (dalam) 4,72 tingkatan sigma dengan kemampuan proses ( 1-0,0048)= 0,0052. Target yang akan [jadi] dicapai oleh perusahaan dalam tahun mendatang adalah dengan menurun jumlah cacat sepanjang producti' pTocess bahwa akhirnya akan meningkat/kan le'el sigma dan kemampuan proses dan profitabilitas dari perusahaan itu sendiri. Proposal instruksi proses produksi kawat pijar benang yang membuat dengan FOY jenis BB ST ( 07) apakah: Tahap persiapan a. Pengadaan atau pembelian [dari;ttg] bahan baku utama seperti chip,oil, menjalin/menyilang. b. [Gudang/Penyimpanan] bahan baku di (dalam) bunker. c. (tanda) terima pegawai atau Manajer mengisi surat order;pesanan menurut order;pesanan yang [datang/berikutnya] apakah (itu) via telepon, fax atau pos dan kemudian downgraded untuk;menjadi Surat Tugas kepada bagian produksi, dan yang sedang digambarkan menurut mengetik dengan kawat pijar ukuran mengharapkan seperti contoh kawat pijar benang order;pesanan FOY mengetik BB ST ( 07).
 4,72 tingkatan sigma dengan kemampuan proses ( 1-0,0048)= 0,0052. Target yang akan [jadi] dicapai oleh perusahaan dalam tahun mendatang adalah dengan menurun jumlah cacat sepanjang producti pTocess bahwa akhirnya akan meningkat/kan le el sigma dan kemampuan proses dan profitabilitas dari perusahaan itu sendiri. Proposal instruksi proses produksi kawat pijar benang yang membuat dengan FOY jenis BB ST ( 07) apakah: Tahap persiapan. a. Pengadaan atau pembelian [dari;ttg] bahan baku utama seperti chip,oil, menjalin/menyilang. b. [Gudang/Penyimpanan] bahan baku di (dalam) bunker. c. (tanda) terima pegawai atau Manajer mengisi surat order;pesanan menurut order;pesanan yang [datang/berikutnya] apakah (itu) via telepon, fax atau pos dan kemudian downgraded untuk;menjadi Surat Tugas kepada bagian produksi, dan yang sedang digambarkan menurut mengetik dengan kawat pijar ukuran mengharapkan seperti contoh kawat pijar benang order;pesanan FOY mengetik BB ST ( 07).")
11
Tahap produksi Kepala produksi menyediakan instruksi kepada bagian produksi yang di atasnya produk yang sedang dikerjakan untuk pembuatan kawat pijar ubi rambat FOY mengetik BB ST ( 07). Sedang dalam proses dalam pemintalan: a. Pekerja harus diberi instruksi pada [atas] mesin-tenun kebaikan tidak menentukan sedemikian sehingga salah di (dalam) proses awal chip yang memproses ke dalam kawat pijar. b. Memasukkan/Menyisipkan chip ke dalam peleburan proses c. Memotonglah yang telah dilelehkan kemudian adalah mengangkut kepada proses dalam mendingin dengan memuaskan ARUS BOLAK-BALIK tumpukan. d. Setelah kawat pijar muncul dari mendingin proses, proses bergulung adalah dilakukan lebih lanjut [oleh/dengan] menambahkan minyak [sebagai/ketika] mendukung material sedemikian sehingga creabng benang mentah benang Tidak digambar/ditarik ( UDY).
. Sedang dalam proses dalam pemintalan: a. Pekerja harus diberi instruksi pada [atas] mesin-tenun kebaikan tidak menentukan sedemikian sehingga salah di (dalam) proses awal chip yang memproses ke dalam kawat pijar. b. Memasukkan/Menyisipkan chip ke dalam peleburan proses. c. Memotonglah yang telah dilelehkan kemudian adalah mengangkut kepada proses dalam mendingin dengan memuaskan ARUS BOLAK-BALIK tumpukan. d. Setelah kawat pijar muncul dari mendingin proses, proses bergulung adalah dilakukan lebih lanjut [oleh/dengan] menambahkan minyak [sebagai/ketika] mendukung material sedemikian sehingga creabng benang mentah benang Tidak digambar/ditarik ( UDY).")
Presentasi serupa






>")

>")


>")
>")
 JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS SULTAN AGENG TIRTAYASA CILEGON-BANTEN 2009.>")





>")