Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
Oleh : Dr. Suharto Honggokusumo
PROSES PENCAMPURAN Oleh : Dr. Suharto Honggokusumo

2
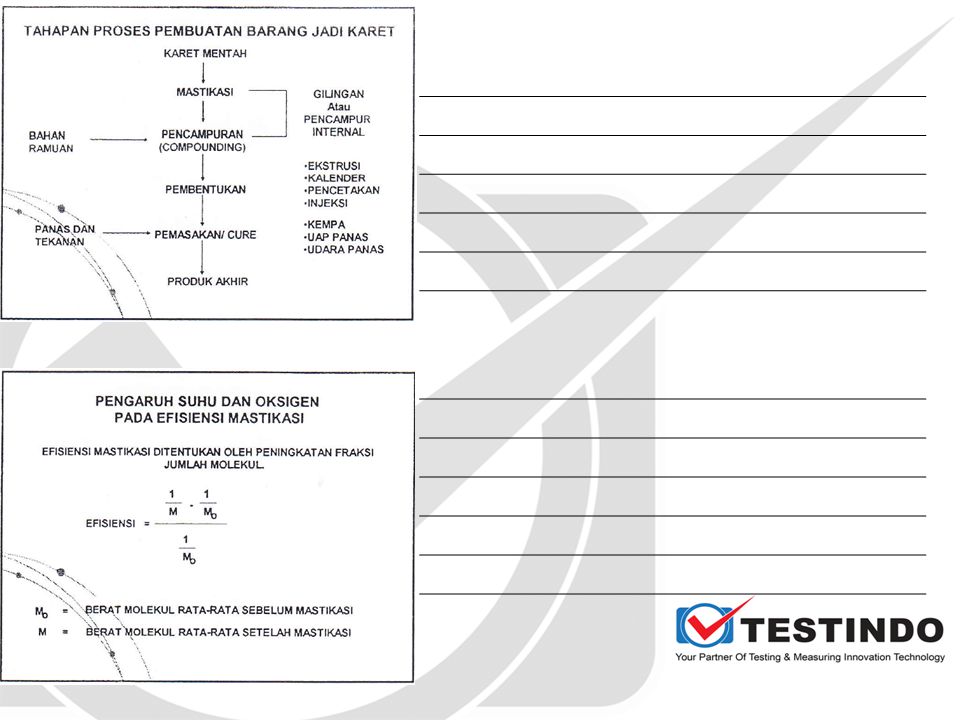
1. PENDAHULUAN Salah satu tahap dalam proses pembuatan barang-jadi karet adalah pencampuran. Di dalam proses pencamparan antara elastomer dengan bahan-bahan kimia terdapat satu tahap yang tidak mungkin dilewati yaitu proses mastikasi. Pada tahun 1820, orang lnggris bernama Thomas Hancock adalah orang pertama yang menemukan proses plastisasi.

3
Tujuan mastikasi adalah menjadikan elastomer menjadi plastis agar proses pencampuran dengan bahan-bahan kimia penyusunan kompon dapat menghasilkan dispersan yang merata. Akhir-akhir ini para industriawan memilih cara mastikasi dan pencampuran pada mesin giling terbuka atau tertutup yang dapat dilaksanakan secara berurutan. Pencampuran adalah proses pembuatan kompon dari elastomer yang ditambah bahan-bahan kimia tertentu dengan urutan tertentu pula.

4
Secara garis besar, tahapan pembuatan barang-jadi karet adalah: 1
Secara garis besar, tahapan pembuatan barang-jadi karet adalah: 1. Mastikasi. 2. Pencampuran. 3. Pembentukan kompon karet. 4. Pemasakan. Tulisan ini mengetengahkan pembahasan teknis proses pencampuran antara bahan-bahan kimia dengan karet alam dan beberapa karet sintetis yang umum dipakai di lndonesia serta proses pembentukan fisik kompon secara umum.

5
II. PENGARUH SUHU DAN OKSIGEN PADA EFISIENSI MASTIKASI
Efisien mastikasi ditentukan oleh peningkatan fraksi jumlah molekul, secara matematis ditunjukan oleh persamaan. 1 M Mo Efisiensi = 1 Mo Mo = Berat molekul rata-rata sebelum mastikasi M = Berat Molekul rata-rata setelah mastikasi

6
Gambar 1. Pengaruh suhu terhadap efisiensi mastikasi karet
Gambar 1. menunjukan kurva hubungan antara efisiensi mastikasi dengan suhu sebagai hasil percobaan.

7
Dari kurva pada Gambar 1 tampak bahwa efisiensi yang tinggi tercantum pada dua zone suhu rendah (±600C) dan pada suhu tinggi (±1400C), sedang pada suhu ±1000C efisiensi mastikasi rendah. Hal ini dapat dijelaskan sebagai berikut. Efisiensi mastikasi di bawah suhu 1000C menurun dengan meningkatnya suhu, sebaliknya terjadi pada suhu di atas 1000C. Pelunakan atau penurunan viskositas pada mastikasi di bawah suhu 1000C (mastikasi dingin) lebih dominan akibat dari tenaga geser yang berasal dari perputaran gilingan, sedangkan pada suhu di atas 1000C (mastikasi panas) lebih dominan berasal dari proses oksidasi yang dialami oleh rantai .molekul karet.
 lebih dominan akibat dari tenaga geser yang berasal dari perputaran gilingan, sedangkan pada suhu di atas 1000C (mastikasi panas) lebih dominan berasal dari proses oksidasi yang dialami oleh rantai .molekul karet.")
8
Pada proses mastikasi untuk keseluruhan suhu yang tercantum pada Gambar 1. oksigen sangat berperan. Hal ini dibuktikan dengan memastikasi karet tanpa adanya udara, yaitu dengan cara mengalirkain nitrogen atau karbon dioksida ke dalam mastikator yang berakibat tidak lunaknya karet.

9
III. MASTIKASI DINGIN (COLD MASTICATION)
Yang berperan dalam pemutusan rantai molekul pada mastikasi dingin adalah tenaga mekanis yang berasal dari gaya geser antara permukaan gilingan dengan karet dan antara molekul karet sendiri. Pemutusan terjadi pada ikatan karbon-karbon dari rantai utama polimer (backbone) yaitu : -CH2 - CH2- (untuk karet alam).
 yaitu : -CH2 - CH2- (untuk karet alam).")
10
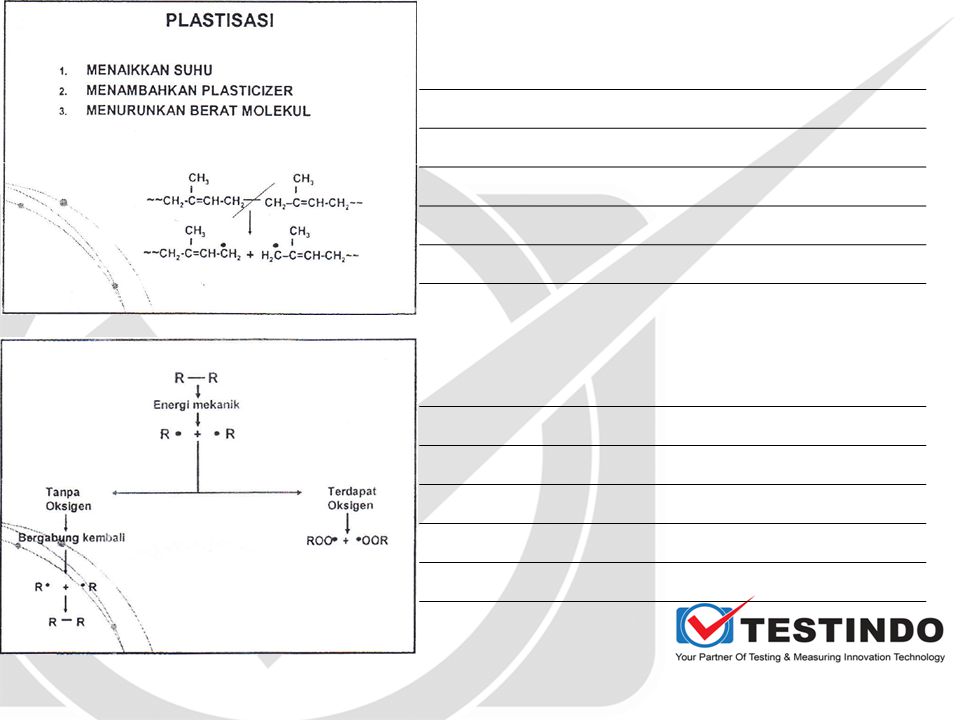
Pemutusan rantai molekul oleh tenaga mekanis akan diikuti oleh terikatnya oksigen dari udara pada radikal-radikal bebas. 1. Mula-mula rantai molekul karet diputuskan olah tenaga mekanis menjadi radikal-radikal bebas. tenaga mekanis R – R R’

11
2. Dengan adanya oksigen dari udara, maka bagian terbesar dari sejumlah radikal bebas yang terbentuk akan mengikat O2. R’ R02 3. Sisa radikal yang bebas akan bergabung kembali. R’ + R’ R - R

12
Dengan lebih rendahnya suhu mastikasi, maka viskositas karet akan lebih tinggi, sehingga tenaga untuk mastikasi menjadi lebih tinggi pula. Selain suhu yang rnempengaruhi tenaga untuk mastikasi, tenaga dari mesin mastikasinya juga mempengaruhi proses pemutusan rantai molekul. Pada Gambar 2 ditunjukkan pengaruh dari perbedaan tenaga geser yang dikerjakan pada karet saat proses mastikasi, yaitu dengan cara merubah kecepatan rotor atau gilingan serta suhu dan viskositas awal karet yang disamakan.

13
Gambar 2. Degradasi molekul karet pada proses mastikasi pada perbedaan putaran rotor0 46 rpm;• rpm;Δ 246 rpm.

14
Seperti telah dijelaskan pada mekanisme terjadinya pemutusan rantai molekul, maka peran oksigen adalah menghalangi terjadinya penggabungan kembali rantai-rantai molekul yang terputus. Bahan kimia yang dapat berperan seperti oksigen adalah thiophanol dengan reaksisebagai berikut : R’ + H – S – PH ---- > RH + .S - Ph

15
dan selanjutnya, benzensulphenyl radikal (
dan selanjutnya, benzensulphenyl radikal (.S - Ph) bereaksi dengan radikal polimer lainnya. Terdapat bermacam-macam radical acceptor yang dapat mencegah penggabungan radikal molekul karet. Gambar 3 menunjukkan efisiensi beberapa radical acceptor dalam pemantapan dan pemutusan rantai molekul.
 bereaksi dengan radikal polimer lainnya. Terdapat bermacam-macam radical acceptor yang dapat mencegah penggabungan radikal molekul karet. Gambar 3 menunjukkan efisiensi beberapa radical acceptor dalam pemantapan dan pemutusan rantai molekul.")
16
Gambar 3. Efisiensi dari beberapa bahan dalam memantapkan radikal rantai molekul. Mastikasi karet alam selama 30 menit dalam lingkungan nitrogen.

17
Dari percobaan secara analitis dapat dibukikan keterikatan fraksi bahan radical acceptor pada radikal bebas dari rantai polimer yang putus, Sebagai contoh, fraksi dari DPPH (1-l'-diphenyl-2-picryl hydrazy]) yang terikat pada rantai molekul karet yang terputus (Tabel1). Tabel 1. Keterikataii fraksi radikal DPPH pada rantai molekul karet sebagai fungsi dari waktu mastikasi. Mastikasi dikerjakan pada karet alam dengan adanya DPPH (O,1.%) tanpa oksigen pada suhu kamar.
![Dari percobaan secara analitis dapat dibukikan keterikatan fraksi bahan radical acceptor pada radikal bebas dari rantai polimer yang putus, Sebagai contoh, fraksi dari DPPH (1-l -diphenyl-2-picryl hydrazy]) yang terikat pada rantai molekul karet yang terputus (Tabel1).](http://slideplayer.info/slide/2851452/10/images/17/Dari+percobaan+secara+analitis+dapat+dibukikan+keterikatan+fraksi+bahan+radical+acceptor+pada+radikal+bebas+dari+rantai+polimer+yang+putus%2C+Sebagai+contoh%2C+fraksi+dari+DPPH+%281-l+-diphenyl-2-picryl+hydrazy%5D%29+yang+terikat+pada+rantai+molekul+karet+yang+terputus+%28Tabel1%29..jpg "Tabel 1. Keterikataii fraksi radikal DPPH pada rantai molekul karet sebagai fungsi dari waktu mastikasi. Mastikasi dikerjakan pada karet alam dengan adanya DPPH (O,1.%) tanpa oksigen pada suhu kamar.")
18
Waktu mastilasi (Menit) Rantai putus/gram karet (x 1018)
Jumlah fraksi radikal yang ter ikat/gr.karet (x ) 0,5 0,6 1,6 3 2,4 3,0 4 5,0 5 3,4 6,4 10 4,5 8,3 15 4,9 9,1
 0,5. 0,6. 1, ,4. 3, , ,4. 6, ,5. 8, ,9. 9,1.")
19
IV. MASTIKASI DI DALAM UDARA DAN DENGAN PEPTIZERS
Efisiensi pemutusan rantai yang dihasilkan dari mastikasi karet dalam lingkungan oksigen, hanya dapat didekati oleh mastikasi karet dalam lingkungan inert atmosphere (misal nitrogen) dengan adanya radical acceptor thiophenol (tampak pada Gambar 3). Dengan adanya radical acceptor tersebut dalam karet, dapat meningkatkan pemutusan rantai molekul pada mastikasi dalam lingkungan oksigen.
 dengan adanya radical acceptor thiophenol (tampak pada Gambar 3). Dengan adanya radical acceptor tersebut dalam karet, dapat meningkatkan pemutusan rantai molekul pada mastikasi dalam lingkungan oksigen.")
20
Hal ini jelas, karena jumlah oksigen yang masuk ke dalam karet sudah cukup untuk bereaksi dengan seluruh radikal polimer yang dihasilkan dari pemutusan rantai oleh tenaga mekanik selama berlangsungnya mastikasi ditambah lagi dengan radical acceptor. Dalam mastikasi jenis karet sintetis tertentu, oksigen tidak seefektif seperti pada mastikasi karet alam, karena kurang efektif terhadap gugus radikal yang dihasilkan dari mastikasi karet sintetis tersebut. Hal ini mengakibatkan tenaga dari mesin lebih tinggi dari pada untuk mastikasi karet alam. Untuk membantu proses mastikasi jenis karet sintetis tertentu, dapat digunakan suatu bahan yang disebut bahan peptizers.

21
Bahan peptizers dapat meningkatkan efisiensi terjadinya pemutusan rantai molekul karet. Sebagai contoh adalah aromatic mercaptan yang ditambahkan pada karet SBR berperan sebagai radical acceptor yang ditambahkan pada oksigen selama mastikasi dingin dan juga membantu proses pemutusan rantai olah oksidasi bila karet mencapai suhu pada jangkau mastikasi panas. Oleh sebab itu, dalam pangolahan kompon karet, bahan peptizer berfungsi sebagai radical acceptor untuk pemutusan rantai molekul selama mastikasi dingin dan berperan sebagai pembantu proses pemutusan rantai secara oksidasi pada mastikasi panas.

22
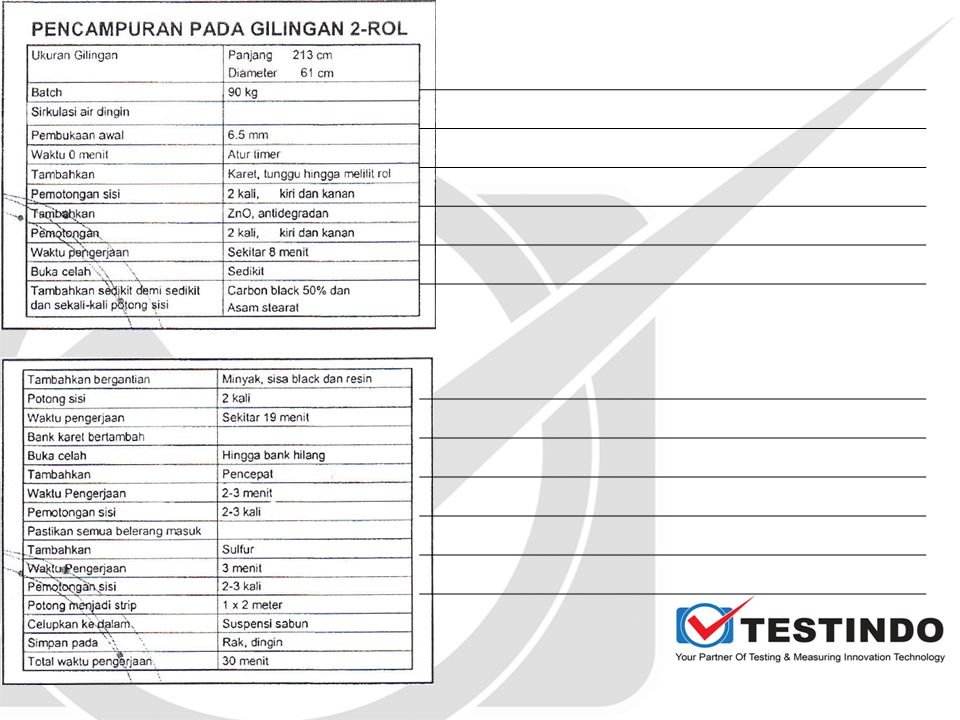
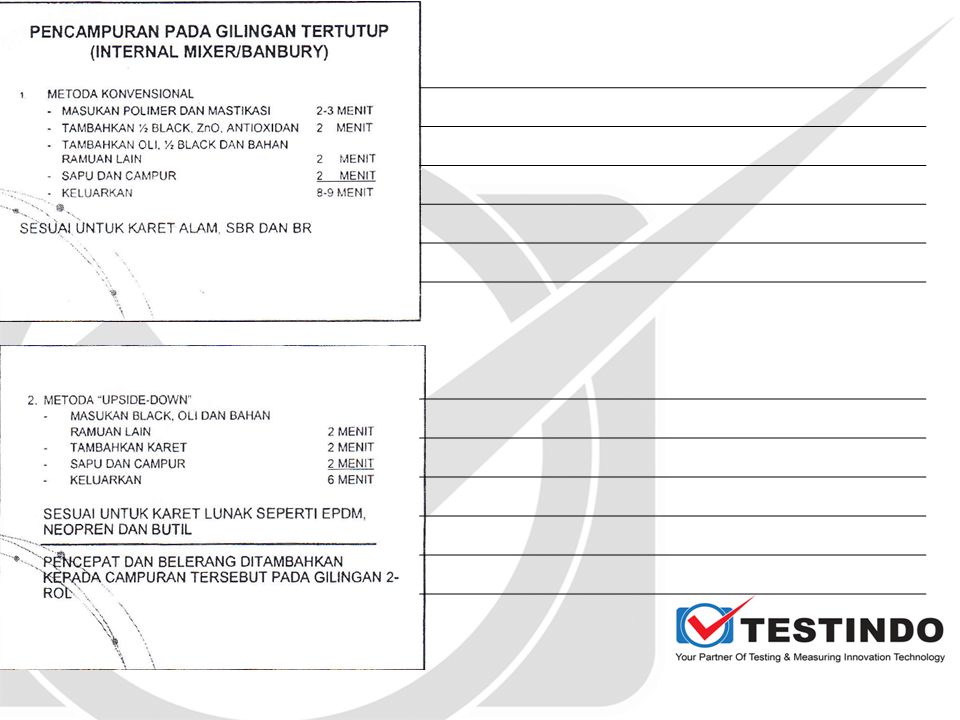
V. PENCAMPURAN KOMPON Pencampuran adalah suatu tahapan utama dalam pembuatan kompon yang bertujuan untuk memasukkan bahan-bahan kimia ke dalam karet secara merata (homogen). Pencampuran tersebut dapat dilakukan dalam mesin pencampur terbuka (open-mill mixer) atau pencampur tertutup (internal mixer). Faktor-faktor yang berpengaruh terhadap mutu campuran antara lain suhu mesin, waktu pencampuran, dan urutan pemasukan bahan. Hal yang perlu mendapat perhatian adalah dalam pemasukan bahan pengisi, terutama carbon black. Seperti diketahui carbon black dalam kompon karet akan meningkatkan beberapa sifat fisik, antara lain sifat tarik (tensite properties), kikis (abrasion) dan sobek (strength) selain kekerasan (hardness) dah modulus.
. Pencampuran tersebut dapat dilakukan dalam mesin pencampur terbuka (open-mill mixer) atau pencampur tertutup (internal mixer). Faktor-faktor yang berpengaruh terhadap mutu campuran antara lain suhu mesin, waktu pencampuran, dan urutan pemasukan bahan. Hal yang perlu mendapat perhatian adalah dalam pemasukan bahan pengisi, terutama carbon black. Seperti diketahui carbon black dalam kompon karet akan meningkatkan beberapa sifat fisik, antara lain sifat tarik (tensite properties), kikis (abrasion) dan sobek (strength) selain kekerasan (hardness) dah modulus.")
23
Satuan terkecil atau utama (primary unit) dari carbon black adalah aggregate yang tersusun dari atorn-atom carbon. Beberapa aggregate bergabung oleh suatu gaya lemah yang dinamakan gaya Van Der Waals menjadi aglomerat. Sebenarnya carbon black tidak hanya murni terdiri dari atom carbon, tetapi terdapat beberapa unsur lain, seperti sulphur, hydrogen dan oxygen. Mengingat kepada struktur carbon black dan peran yang baik dalam perbaikan sifat fisik maka proses pencampuran harus mampu memecah aglomerat ke bentuk terkecil dan sekaligus dapat mendistribusikan ke seluruh matriks karet secara homogen.

24
Pada proses pencampuran bahan kimia kompon karet, termasuk bahan pengisi, terdapat beberapa tahapan (Gambar 4) yaitu : 1. Penurunan viskositas karet Penurunan viskositas karet dilakukan pada tahap mastikasi dimana rantai polirner karet mengalami pemutusan. 2. Subdivisi Pada awal pencampuran terjadi pemecahan partikel besar menjadi berukuran lebih kecil dengan bantuan tenaga gesekan antara kare dengan mesin, antara karet dengan karet, atau antara partikel dengan karet dan mesin.

25
3. lnkorporasi. Tahap ini disebut pula sebagai wetting stage, yaitu karet yang telah mengalami penurunan viskositas siap untuk menerima bahan pengisi dan bahan serbuk lainnya. selanjutnya bahan-bahan yang dimasukkan ke dalam matriks karet akan diselimuti oleh lapisan-lapisan karet yang sudah bersifat plastis.

26
Gambar 4. Skema Tahap Dalam pencampuran Karet

27
4. Distribusi/Penyebaran Tenaga mekanis gilingan atau rotor, yang dihasitkan dari geseran antara dua rol (gilingan terbuka) atau antar rotor serta rotor dan dinding ruang pencampur (gilingan tertutup) mampu memutuskan gaya Van der Waals sehingga agglomerate carbon black akan hancur menjadi struktur carbon black yang lebih kecil. Struktur lebih kecil tersebut selanjutnya harus terdistribusi secara merata dalam matriks karet. Distribusi carbon black akan lebih mudah dan akan menghasiikan campuran lebih homogen apabila dicampurkan pula bahan pelunak, seperti oil.
 atau antar rotor serta rotor dan dinding ruang pencampur (gilingan tertutup) mampu memutuskan gaya Van der Waals sehingga agglomerate carbon black akan hancur menjadi struktur carbon black yang lebih kecil. Struktur lebih kecil tersebut selanjutnya harus terdistribusi secara merata dalam matriks karet. Distribusi carbon black akan lebih mudah dan akan menghasiikan campuran lebih homogen apabila dicampurkan pula bahan pelunak, seperti oil.")
28
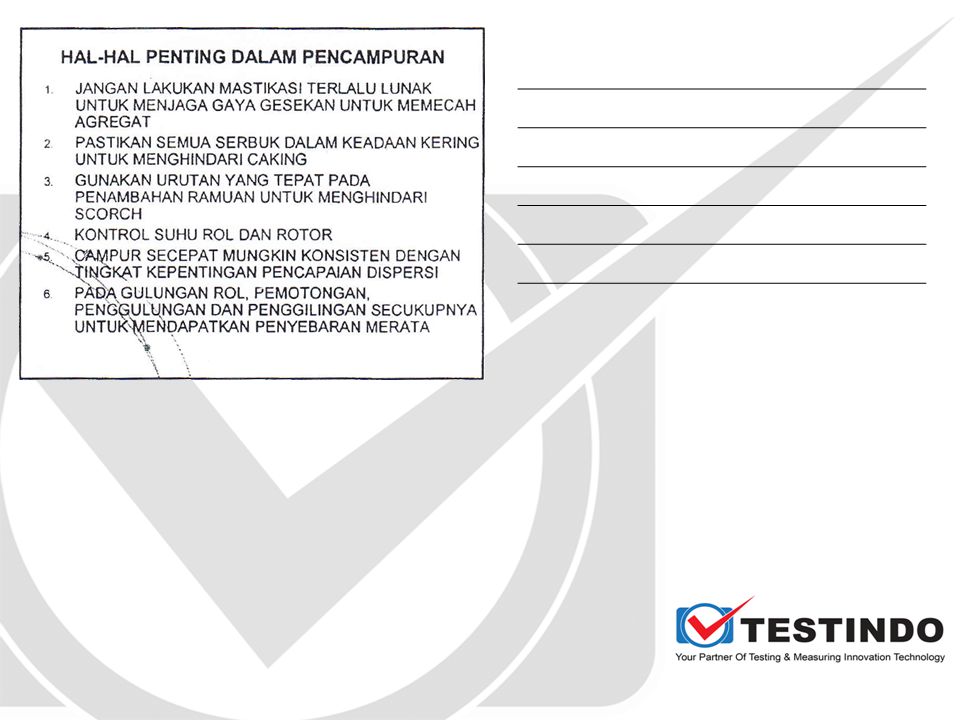
5. Dispersi Karet yang telah bercabang bercapur dengan bahan kimia termasuk bahan pengisi akan mengalami plastisasi lebih lanjut sehingga bahan pencampur akan lebih memudahkan terdispersi lebih ranjut hinggi merata (homogen). Pada proses pencampuran, suhu yang timbul pada kompon akibat, tenaga mekenis geseran antara permukaan kompon dengan gilingan atau rotor serta dinding ruang pencampur akan tinggi sehingga mencapai pada suhu vulkanisasi. Oleh sebab itu, selain harus mengawasi suhu pada gilingan rotor, urutan pencampuran, terutama bahan vulkanisasi dan pencepat harus diperhatikan sehingga resiko timbulnya vulkanisasi dini (scorch) dapat dihindarkan.
. Pada proses pencampuran, suhu yang timbul pada kompon akibat, tenaga mekenis geseran antara permukaan kompon dengan gilingan atau rotor serta dinding ruang pencampur akan tinggi sehingga mencapai pada suhu vulkanisasi. Oleh sebab itu, selain harus mengawasi suhu pada gilingan rotor, urutan pencampuran, terutama bahan vulkanisasi dan pencepat harus diperhatikan sehingga resiko timbulnya vulkanisasi dini (scorch) dapat dihindarkan.")
29
VI. PENCAMPURAN PADA MESIN GILING TERBUKA
Proses mastikasi dapat dilakukan pada mesin giling terbuka (open mill, tworoll mill) mesin giling terbuka terdiri dari dua rol yang keras dan licin permukaannya. Di bagian dalam rol dapat dialirkan uap untuk pemanas atau air untuk pendingin. Kecepatan putar kedua rol dapat dipilih sama atau berbeda (penggilingan dengan friksi). Penggilingan dengan friksi digunakan pada proses mastikasi dan pencampuran, sedangkan penggilingan tanpa friksi digunakan untuk menghangatkan kompon sebagai bagian pengumpan pada mesin ekstrusi, calender atau injeksi.
 mesin giling terbuka terdiri dari dua rol yang keras dan licin permukaannya. Di bagian dalam rol dapat dialirkan uap untuk pemanas atau air untuk pendingin. Kecepatan putar kedua rol dapat dipilih sama atau berbeda (penggilingan dengan friksi). Penggilingan dengan friksi digunakan pada proses mastikasi dan pencampuran, sedangkan penggilingan tanpa friksi digunakan untuk menghangatkan kompon sebagai bagian pengumpan pada mesin ekstrusi, calender atau injeksi.")
30
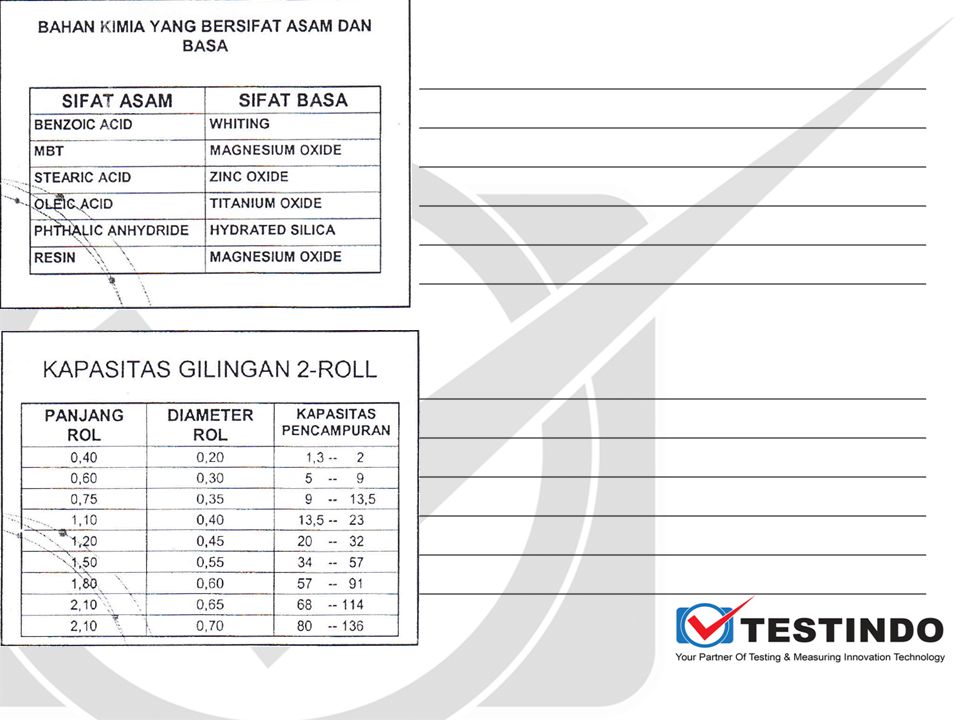
Lebar celah antara rol depan dan rol belakang dapat diatur disesuaikan dengan banyaknya dan keadaannya kompon. Bagi mesin yang berukuran besar biasanya dilengkapi oleh seperangkat alat mekanis (stock blender) yang berfungsi membantu operator untuk menangani kompon. Tabel 2. memperlihatkan kapasitas minimum dan maksimum mesin giling terbuka. Pada kondisi yang sama, pengoperasian pada batas minimum memberikan hasil yang optimal pada proses mastikasi ataupun pencampuran dan begitu pula pada batas maksimum.
 yang berfungsi membantu operator untuk menangani kompon. Tabel 2. memperlihatkan kapasitas minimum dan maksimum mesin giling terbuka. Pada kondisi yang sama, pengoperasian pada batas minimum memberikan hasil yang optimal pada proses mastikasi ataupun pencampuran dan begitu pula pada batas maksimum.")
31
Tabel 2. Kapasitas mesin giling terbuka
Panjang rol (m) Diameter rol (m) Kapasitas (kg) minimum Maksimum 0,75 0,35 9 13,5 1,1 0,4 23 1,2 0,45 20 32 1,5 0,56 34 57 1,8 0,6 91 2,1 0,65 68 114 0,7 80 136 (Sumber Freakley. P.K., 1985).
 Diameter rol (m) Kapasitas (kg) minimum. Maksimum. 0,75. 0, ,5. 1,1. 0, ,2. 0, ,5. 0, ,8. 0, ,1. 0, , (Sumber Freakley. P.K., 1985).")
32
Persoalan yang biasa timbul pada pencampuran adalah karet melilit pada rol tinggi. Kejadian ini diatasi dengan cara medinginkan rol putaran rendah agar lilitan karet berangsur pindah melilit pada rol dingin (depan). Suatu kejadian penting pada proses pencampuran bahan pada mesin giling dua rol yang perlu segera dihindari, bila kedapatan gumpalan karet tidak bergulung-gulung di atas bank (Gambar 5) ini berarti bahwa gumpalan karet tersebut tidak ambil bagian pada proses pencampuran. Hal ini disebabkan volume pencampuran melebihi kapasitas mesin. Oleh karena itu celah perlu diperlebar atau volume dikurangi secara proporsional terhadap bahan-bahan pada komposisi resep sehingga prosedur pencampuran tetap konsisten.
. Suatu kejadian penting pada proses pencampuran bahan pada mesin giling dua rol yang perlu segera dihindari, bila kedapatan gumpalan karet tidak bergulung-gulung di atas bank (Gambar 5) ini berarti bahwa gumpalan karet tersebut tidak ambil bagian pada proses pencampuran. Hal ini disebabkan volume pencampuran melebihi kapasitas mesin. Oleh karena itu celah perlu diperlebar atau volume dikurangi secara proporsional terhadap bahan-bahan pada komposisi resep sehingga prosedur pencampuran tetap konsisten.")
33
Gambar 5. Gilingan 2 Rol

34
VII. PROSES PENCAMPURAN KOMPON
Proses Pencampuran Karet Alam Prinsip dasar urutan pencampuran pada mesin giling tertutup atau terbuka adalah karet alam dimastikasi, kemudian bahan-bahan pencepat dan pemvulkanis dicampurkan pada tahap akhir. Urutan pencampuran yang efektif adalah bahan kimia basa dan asam (Tabel 3) sebaiknya tidak dicampur secara simultan, sebagai contoh ialah pencampuran antara asam stearat dengan zink oksida. Anjuran ini berlaku pula bagi prores pencampuran pada mesin banbury.
 sebaiknya tidak dicampur secara simultan, sebagai contoh ialah pencampuran antara asam stearat dengan zink oksida. Anjuran ini berlaku pula bagi prores pencampuran pada mesin banbury.")
35
Beberapa bahan kimia yang bersifat asam dan basa:
Bahan asam Bahan basa 1. Benzoic acid 2. MBT 3. Oleic 4. Phythalic anhydride 5. Acidic resin 6. Stearic acid 1. Whiting 2. Magnesium oxide 3. Zinc oxide 4. Titanium dioxide 5. Hydrated silica 6. Magnesium carbonate Pembentukan kompon karet alan pada mesin ekstruksi, calender dan alat pencetak dapat dilakukan tergantung pada sifat komponnya sendiri.

36
b. Proses Pencampuran Neoprene (CR) Teknik pencampuran karet Neoprene tidak seperti pencampuran karet lainya. Hal yang terpenting adalah bagaimana cara menghindari suatu proses pencampuran yang dapat mengakibatkan pravulkanisasi. Pencampuran dapat dilaksanakan dengan cara mempertahankan toleransi suhu terendah (400C) yang dianjurkan dan mempercepat waktu pencampuran. Pencampuran konvensional pertama-tama didahului dengan penambahan bahan-bahan pembantu (processing aids) seperti minyak atau peptiser (peptizer). Urutan kedua adalah penambahan bahan stabiliser seperti magnesium oksida dan antioksidasi. Urutan ketiga dilaksanakan dengan penambahan bahan-bahan pengisi (fillers) dan plastisiser (plasticizer) yang sebelumnya dicampur dahulu.
 Teknik pencampuran karet Neoprene tidak seperti pencampuran karet lainya. Hal yang terpenting adalah bagaimana cara menghindari suatu proses pencampuran yang dapat mengakibatkan pravulkanisasi. Pencampuran dapat dilaksanakan dengan cara mempertahankan toleransi suhu terendah (400C) yang dianjurkan dan mempercepat waktu pencampuran. Pencampuran konvensional pertama-tama didahului dengan penambahan bahan-bahan pembantu (processing aids) seperti minyak atau peptiser (peptizer). Urutan kedua adalah penambahan bahan stabiliser seperti magnesium oksida dan antioksidasi. Urutan ketiga dilaksanakan dengan penambahan bahan-bahan pengisi (fillers) dan plastisiser (plasticizer) yang sebelumnya dicampur dahulu.")
37
Urutan akhir pencampuran adalah penambahan ZnO, Curing agent dan accelerator. Urutan pencampuran seperti tersebut di atas dapat diterapkan pada pencampuran dengan menggunakan mesin giling terbuka (open mill mixer) atau tertutup (banbury mixer). Perlu diperhatikan bahwa setelah penambahan bahan stabiliser dan setelah penambahan filler, batch harus didinginkan misalnya: dicelup air dingin, sedangkan pada akhir 'Penambahan ZnO, Curing agent dan pencepat, batch sebaiknya didinginkan terus misalnya direndam dalam air dingin.
 atau tertutup (banbury mixer). Perlu diperhatikan bahwa setelah penambahan bahan stabiliser dan setelah penambahan filler, batch harus didinginkan misalnya: dicelup air dingin, sedangkan pada akhir Penambahan ZnO, Curing agent dan pencepat, batch sebaiknya didinginkan terus misalnya direndam dalam air dingin..")
38
Berikut ini sebuah contoh cara pencampuran pada skala laboratorium
Berikut ini sebuah contoh cara pencampuran pada skala laboratorium. Metoda pembuatan (pencampuran) kompon polikloropren (Baypren) denqan susunan formula sbb.: Baypren Black Antioksidan MgO (Maglite D) Asam stearat ,5 ZnO aktif Z-merkaptoimidazolin (vulkacit (NPV/C)(pencepat) ,5
 kompon polikloropren (Baypren) denqan susunan formula sbb.: Baypren Black Antioksidan MgO (Maglite D) Asam stearat ,5 ZnO aktif Z-merkaptoimidazolin (vulkacit (NPV/C)(pencepat) ,5")
39
Kondisi pencampuran (5 x formula) Ukuran rol. 150 x 300 mm Friksi
Kondisi pencampuran (5 x formula) Ukuran rol x 300 mm Friksi :1,4 Kecepatan /28 rpm Suhu rol C
 Ukuran rol x 300 mm Friksi :1,4 Kecepatan /28 rpm Suhu rol C")
40
Prosedur Pencampuran Waktu (menit) Urutan Tahap I 0
Prosedur Pencampuran Waktu (menit) Urutan Tahap I Masukkan karet hingga melilit roll Tambahkan asam stearat Tambahkan MgO Tambahkan antioksidan Tambahkan filler Campuran diangkat Dinginkan selama 30 menit pada suhu ruang
 Urutan Tahap I Masukkan karet hingga melilit roll Tambahkan asam stearat Tambahkan MgO Tambahkan antioksidan Tambahkan filler Campuran diangkat Dinginkan selama 30 menit pada suhu ruang")
41
Tahap II 0. Masukkan campuran I 1. Tambahkan pencepat 2
Tahap II Masukkan campuran I Tambahkan pencepat Tambahkan ZnO Giling dan gulung beberapa kali Dibuat lembaran Celupkan ke dalam air. Kemudian keringkan dengan hembusan udara melalui kompresor. Tipiskan ± 25 mm.

42
Suhu proses kalender kompon neoprene bertipe G pada mesin kalender tiga rol adalah C bagi rol atas; C bagi rol, tengah dan C bagi rol bawah, sedangkan neoprene bertipe W yang dapat memberikan hasil terbaik di antara semua tipe neoprene adalah C bagi rol atas; C bagi rol tengah dan c bagi rol bawah serta boleh ditambahkan pelumas jika diperlukan. Selain proses pada mesin kalender, kompon neoprene capat diekstrusi dengan hasil yang baik jika suhu barrel dan screw dingin, suhu kepala hangat dan suhu die panas. Neoprene tipe T adalah tipe yang umum dioroses ekstrusi karena memberikan hasil yang baik jika kompon terhindar dari nerve dan shrinkage.

43
Pada proses pencetakan, semua tipe neoprene dapat dicetak pada berbagai jenis cetakan tekan (compression mould) tanpa menimbulkan kesulitan. Kompon neoprene dapat diproses pada mesin calender dan ekstrusi dengan hasil yang baik bila pemberian bahan pengisi relatif tinggi pada tiap seratus bagian karet (phr). Jenis neopren WHV dan WD keduanya dapat rnemberikan sifat kompon yang lembek jika dicampur secara blend dengan neopre lainnya, dengan demikian dapat mempermudah pabrikasinya.
. Jenis neopren WHV dan WD keduanya dapat rnemberikan sifat kompon yang lembek jika dicampur secara blend dengan neopre lainnya, dengan demikian dapat mempermudah pabrikasinya.")
44
c. Proses Pencampuran karet Nitril (NBR) Proses pencampuran pada mesin giling terbuka bagi karet nitril tidak jauh berbeda dengan karet alam atau SBR, bahkan pencampurannya lebih mudah. Beberapa jenis karet nitril, sebelum proses pencampuran ada yang tidak perlu dimastikasi secara mutlak karena viskositas Mooney karet nitril berada di bawah viskositas Mooney hasil mastikasi (break down) karet lainnya. Memastikasi karet nitril pada suhu dingin dan celah dua rol sempit dapat diperoleh hasil yang baik. Yang pasti, untuk mendapatkan kelekatan yang baik viskositas harus cukup rendah.
 Proses pencampuran pada mesin giling terbuka bagi karet nitril tidak jauh berbeda dengan karet alam atau SBR, bahkan pencampurannya lebih mudah. Beberapa jenis karet nitril, sebelum proses pencampuran ada yang tidak perlu dimastikasi secara mutlak karena viskositas Mooney karet nitril berada di bawah viskositas Mooney hasil mastikasi (break down) karet lainnya. Memastikasi karet nitril pada suhu dingin dan celah dua rol sempit dapat diperoleh hasil yang baik. Yang pasti, untuk mendapatkan kelekatan yang baik viskositas harus cukup rendah.")
45
Polymer nitril tidak dapat mengkristal, optimasi bahan pengisi setidaknya dilakukan agar dapat dicapai hasil sifat fisika yang baik. Belerang, dari jenis magnesium carbonate coated (MC), penambahannya harus dilakukan paling dahulu setelah mastikasi selesai sebelum penambahan bahan pengisi. Beberapa jenis bahan yang sulit didispersikan pada awal pencampuran adalah ZnO, belerang, karbon N-110 atau N-220, silika dan semua jenis alumina. Bahan pelunak (softener) atau bahan pelindung jenis wax, sebaiknya dicampurkan setelah bahan pengisi terdispersi. Namun demikian jika bahan pengisi berjumlah banyak, bahan pelunak dapat dicampurkan pada awal
, penambahannya harus dilakukan paling dahulu setelah mastikasi selesai sebelum penambahan bahan pengisi. Beberapa jenis bahan yang sulit didispersikan pada awal pencampuran adalah ZnO, belerang, karbon N-110 atau N-220, silika dan semua jenis alumina. Bahan pelunak (softener) atau bahan pelindung jenis wax, sebaiknya dicampurkan setelah bahan pengisi terdispersi. Namun demikian jika bahan pengisi berjumlah banyak, bahan pelunak dapat dicampurkan pada awal.")
46
pencampuran. Perlu diketahui bahwa hanya kadar bahan pelunak yang cukup yang mampu melakukan proses pencampuran dengan baik bagi campuran yang menggunakan filler banyak. Dispersan nitril juga dapat diperoleh dengan cara tidak menambahkan softener pada saat batch sedang dalam penambahan bahan pengisi terutama pada bank nya. Bagi elastomer jenis carboxylic nitrils sebaiknya ZnO atau peroksida seng ditambahkan pada akhir pencampuran.

53
Keep Contact with us Web: Web: Telp (Hunting), Fax Alamat: Office: Jl. Radin Inten II No. 62 Duren Sawit, Jakarta INDONESIA Workshop: Jl. Pahlawan Revolusi No. 22B Jakarta INDONESIA
, Fax Alamat: Office: Jl. Radin Inten II No. 62 Duren Sawit, Jakarta INDONESIA. Workshop: Jl. Pahlawan Revolusi No. 22B Jakarta INDONESIA.")
Presentasi serupa






 Agatha ( )>")












