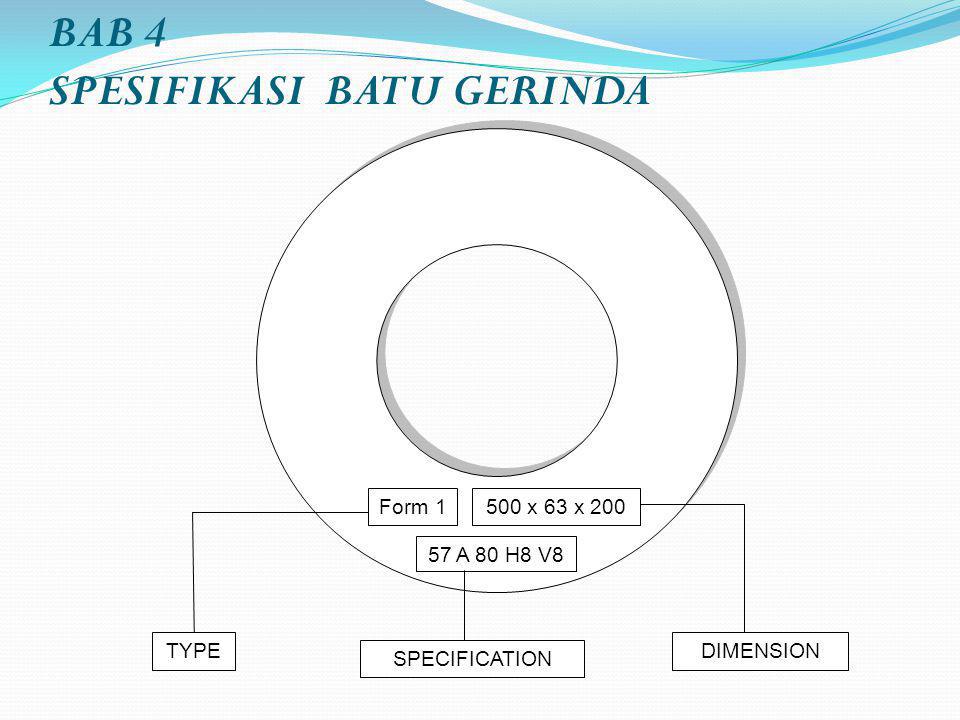
BAB 4 SPESIFIKASI BATU GERINDA Form 1 500 x 63 x 200 57 A 80 H8 V8 TYPE DIMENSION SPECIFICATION
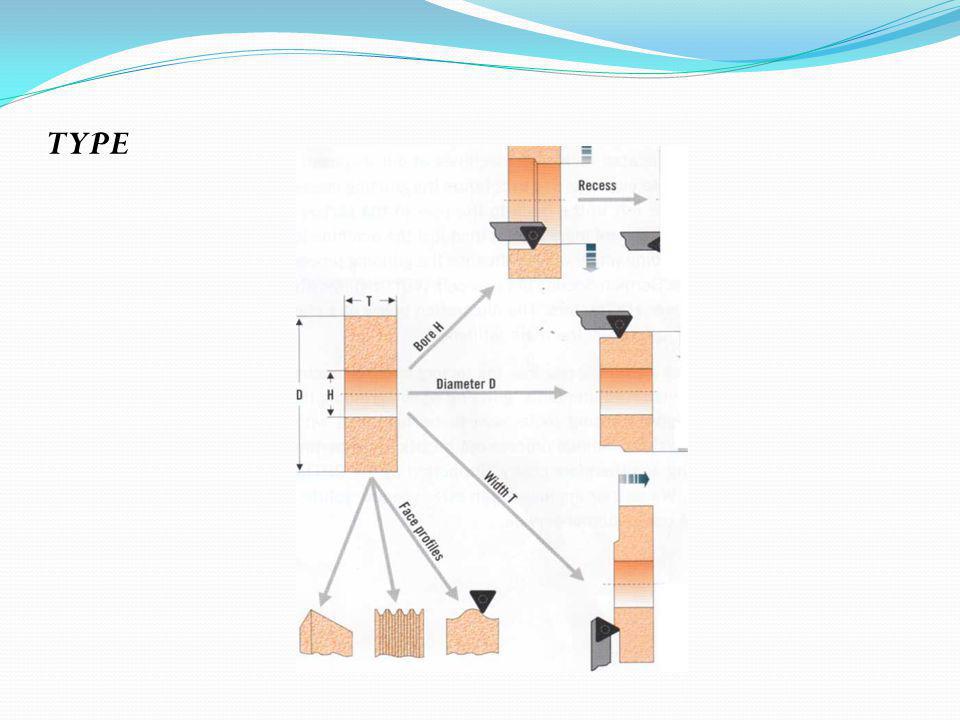
TYPE
TYPE
LURUS PENGURANGAN PADA 1 SISI PENGURANGAN PADA 2 SISI
TIRUS 1 SISI GERINDA POTONG PIRING GERINDA GERGAJI
MANGKUK LURUS MANGKUK KERUCUT SILINDER
DIMENSI SPESIFIKASI 64 Indeks & type 60 Grit size H Hardness 15 Structure V Type of Bonds
INDEKS & TYPE ABRASIVE
GRIT SIZE / GRAIN SIZE
HARDNESS
STRUCTURE
Struktur tertutup / padat ( ruang butiran kecil ) Apabila butiran – butiran pengasah saling berdekatan dibandingkan ukurannya. Struktur tertutup melakukan proses kerja keras ( teliti, halus, feeding kecil ). Maka cocok untuk penggerindaan akhir ( finishing process ) Struktur terbuka ( ruang butiran besar ) Ruang antara butiran – butiran pengasah lebar. Melakukan proses kerja ringan, cocok digunakan untuk proses pengerjaan roughing.
TYPE OF BOND Pengikat berfungsi mengikat sedemikian butiran abrasive menjadi 1 badan pejal yaitu badan roda gerinda. Tetapi bahan perekat hanya boleh menahan butiran didalam ikatan roda gerinda sampai butiran abrasive itu tidak mampu lagi membentuk sisi penyayat yang baru, menumpul dan kemudian lepas terpecah
SIFAT SIFAT PEREKAT Ketahanan Lenturan Pukulan Kekakuan Ketahanan Suhu Daya Lekat Antara butiran Dan Pengikat
MACAM MACAM PEREKAT RODA GERINDA Vitrified Bond Campuran dari tanah liat, feldspar, kwarsa dicampur pada suhu 11000C – 13500C Sensitive terhadap hentakan dan perubahan temperature Tahan terhadap pengaruh bahan kimia ( air, asam, minyak ) Dapat disimpan dalam waktu yang lama Tidak dibuat dalam bentuk tipis Silicate Bond Perekat ini menggunakan Silicate dari soda, sebagai bahan anti air ditambahkan oksida seng. Pembuatan batu gerinda dengan silicate bonds, campuran butiran abrasive dan perekat dipadatkan dalam cetakan besi dan dibakar pada temperatur 2600C selama 2 – 4 hari Digunakan khusus untuk mengasah alat - alat potong Tahan terhadap air Cocok untuk penggerindaan basah
Resinoid Bond Disebut juga synthetic resin bond atau bakelit bond karena menggunakan bakelit sebagai perekat. Perekat ini ulet dan elastis sehingga batu gerinda dapat digunakan dengan kecepatan potong tinggi Digunakan untuk menghilangkan terak – terak pada besi atau baja tuang atau pada produk pengelasan , digunakan juga untuk penggerindaan ulir Rubber Bond Pembuatan batu gerinda “ Rubber Bonds “ adalah karet murni dicampur dengan sulfur ( belerang ) sebagai komponen pemanas. Digunakan sebagai “ Centereless feed wheels ‘ Dipakai untuk penggerindaan dengan hasil permukaan yang sangat halus seperti alur pada bantalan peluru. Dipakai juga pada portable grinders untuk penghalusan bekas pengelasan pada stainless steel dan pemotongan dengan hasil yang halus. Ulet dan elastis. Cocok untukbatu gerinda yang tipis dan profil – profil tajam
SHELLAC BOND Merupakan organik bonds, karena bahan pengikatnya terbuat dari bahan organik Cara pengolahannya adalah mencampur gumpalan atau serbuk shellac dengan butiran abrasive kemudian dipanaskan sampai shellacnya melelehdan menyelimuti setiap butiran abrasive. Campuran itu kemudian diroll menjadi lembaran dan dipotong menjadi dies. Ketahanan terhadap panas rendah Ulet dan elastis Cocok untuk batu gerinda yang tipis dan profil profil tajam
PEMILIHAN JENIS BATU GERINDA 7 Faktor yang perlu dipertimbangkan untuk menentukan jenis batu gerinda antara lain : Jenis material benda kerja dan kekerasannya Kecepatan pembuangan geram dan kehalusan yang diinginkan Penggunaan cairan pendingin Kecepatan putaran batu gerinda Kemudahan / kesulitan proses yang direncanakan Daya mesin gerinda
FAKTOR PENGGERINDAAN YANG PERLU DIPERTIMBANGKAN YAITU : Kecepatan putar batu gerinda Gerak penggerindaan longitudinal Gerak penggerindaan radial ( crossfeed ) Depth of cut penggerindaan Daya poros utama Jenis cairan pendingin