Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
DESAIN PROSES Nurul Ummi, ST.MT

2
DESAIN PROSES OPC (Operation Process Chart) Peta Aliran Proses
Routing Sheet Multi Product Process Chart (MPPC)
")
3
Tabel Waktu Siklus & Waktu Set-up
No Part Name (Output) Process Description Equipment Setup Time/menit CT (waktusiklus/menit) Setup + CT 1 Rangka Atas (RA) Marking Mempola bahan baku Spidol, Meteran 2 Cutting I Memotong Baja Profil Mesin Cutting I 5 10 3 Cutting II Memotong bahan baku Mesin Cutting II 4 Rangka Samping 1 (RS-1) 6 7 Fonting Melubangi bahan baku Mesin Font 8 Rangka Samping 2 (RS-2) 9 Rangka Samping 1 (RS-2)
 Process. Description. Equipment. Setup Time/menit. CT (waktusiklus/menit) Setup + CT. 1. Rangka Atas (RA) Marking. Mempola bahan baku. Spidol, Meteran. 2. Cutting I. Memotong Baja Profil. Mesin Cutting I Cutting II. Memotong bahan baku. Mesin Cutting II. 4. Rangka Samping 1 (RS-1) Fonting. Melubangi bahan baku. Mesin Font. 8. Rangka Samping 2 (RS-2) 9. Rangka Samping 1 (RS-2)")
4
Menghitung Ws, Wn, Wb 1. Part name : Rangka Atas (RA)
Mempola bahan baku Keterampilan : (Excelent) B2 : 0.08 Usaha : (Good) C2 0.02 Kondisi : (Average) D Kosistensi : (Good) C 0.01 + Jumlah 0.11 jadi p : ( ) = 1.11 Ws = 2.000 menit Wn = Ws x p = 2.22 Faktor kelonggaran : * Tenaga yang dikeluarkan (Sangat Ringan) 7% * Sikap kerja (Berdiri diatas dua kaki) 2% * Gerakan kerja (Normal) 0% * Kelelahan mata (Pandangan yg hampir terus menerus) 6% * Keadaan temperatur kerja (Normal) 3% * Keadaan atmosfir ( baik) * Keadaan lingkungan (Bersih, Sehat Cerah, dng kebisingan rendah) * Kelonggaran pribadi (Pria) Total 20% Wb Wn x ( All ) x ( ) 3
 B2. : Usaha : (Good) C Kondisi : (Average) D. Kosistensi : (Good) C Jumlah jadi p : ( ) = Ws = menit. Wn = Ws x p. = Faktor kelonggaran : * Tenaga yang dikeluarkan (Sangat Ringan) 7% * Sikap kerja (Berdiri diatas dua kaki) 2% * Gerakan kerja (Normal) 0% * Kelelahan mata (Pandangan yg hampir terus menerus) 6% * Keadaan temperatur kerja (Normal) 3% * Keadaan atmosfir ( baik) * Keadaan lingkungan (Bersih, Sehat Cerah, dng kebisingan rendah) * Kelonggaran pribadi (Pria) Total. 20% Wb. Wn x (1 + All ) x. ( ) 3.")
5
Resume Tabel Ws, Wn, Wb No Part Name (Output) Process Description
Equipment Ws Wn Wb 1 Rangka Atas (RA) Marking Mempola bahan baku Spidol, Meteran 2 2.22 3 Cutting I Memotong Baja Profil Mesin Cutting I 10 11.10 13 Cutting II Memotong bahan baku Mesin Cutting II 4 Rangka Samping 1 (RS-1) 5 6 7 Fonting Melubangi bahan baku Mesin Font 7.77 9 8 Rangka Samping 2 (RS-2)
 Marking. Mempola bahan baku. Spidol, Meteran Cutting I. Memotong Baja Profil. Mesin Cutting I Cutting II. Memotong bahan baku. Mesin Cutting II. 4. Rangka Samping 1 (RS-1) Fonting. Melubangi bahan baku. Mesin Font Rangka Samping 2 (RS-2)")
6
Tabel Ecpected % Scrap Rangka Atas (RA) No Operation Code
Next Operation Description Equipment Dimensi Awal (mm) V Dimensi Akhir (mm) Quantity Expected % Scrap P L T P1 P2 1 101 102 Mempola bahan baku Spidol, Meteran 6000 40 25 - 0% 2 0-50 Memotong besi profil Mesin Cutting I 198 198000 30 0.03% 3 0-51 Memotong bahan baku Mesin Cutting II 120 159000 20% Rangka Samping 1 (RS-1) No Operation Code Next Operation Description Equipment Dimensi Awal (mm) V Dimensi Akhir (mm) Quantity Expected % Scrap P1 P2 L T Ø lubang1 Ø lubang2 1 201 202 Mempola bahan baku Spidol, Meteran 6000 - 40 25 0% 2 203 Memotong baja profil Mesin Cutting I 998 998000 6 0.03% 3 204 Memotong bahan baku Mesin Cutting II 960 979000 1.90% 4 0-50 Melubangi bahan baku Mesin Font 20 10 939750 4.01%
 V. Dimensi Akhir (mm) Quantity. Expected % Scrap. P. L. T. P1. P Mempola bahan baku. Spidol, Meteran % Memotong besi profil. Mesin Cutting I % Memotong bahan baku. Mesin Cutting II % Rangka Samping 1 (RS-1) No. Operation Code. Next Operation. Description. Equipment. Dimensi Awal (mm) V. Dimensi Akhir (mm) Quantity. Expected % Scrap. P1. P2. L. T. Ø lubang1. Ø lubang Mempola bahan baku. Spidol, Meteran % Memotong baja profil. Mesin Cutting I % Memotong bahan baku. Mesin Cutting II % Melubangi bahan baku. Mesin Font %")
7
Tabel Ecpected % Scrap Rangka Utama No Operation Code Next Operation
Description Equipment Berat Awal (gr) Berat Akhir (gr) Expected % Scrap 1 0-60 0-71 Ass-2 (Menyambung part dengan cara mengelas) Las Listrik, electrode 200 10 5.00% 2 0-81 Menggerinda bahan baku mesin gerinda 13000 12800 1.54% 3 0-91 Mengamplas bahan baku kertas amplas 12750 0.39% 4 0-100 Mengecat compressor, cat 1000 50 5 0-110 Ass-3 (Joining) obeng listrik 12900 0.00%
 Berat Akhir (gr) Expected % Scrap Ass-2 (Menyambung part dengan cara mengelas) Las Listrik, electrode % Menggerinda bahan baku. mesin gerinda % Mengamplas bahan baku. kertas amplas % Mengecat. compressor, cat Ass-3 (Joining) obeng listrik %")
8
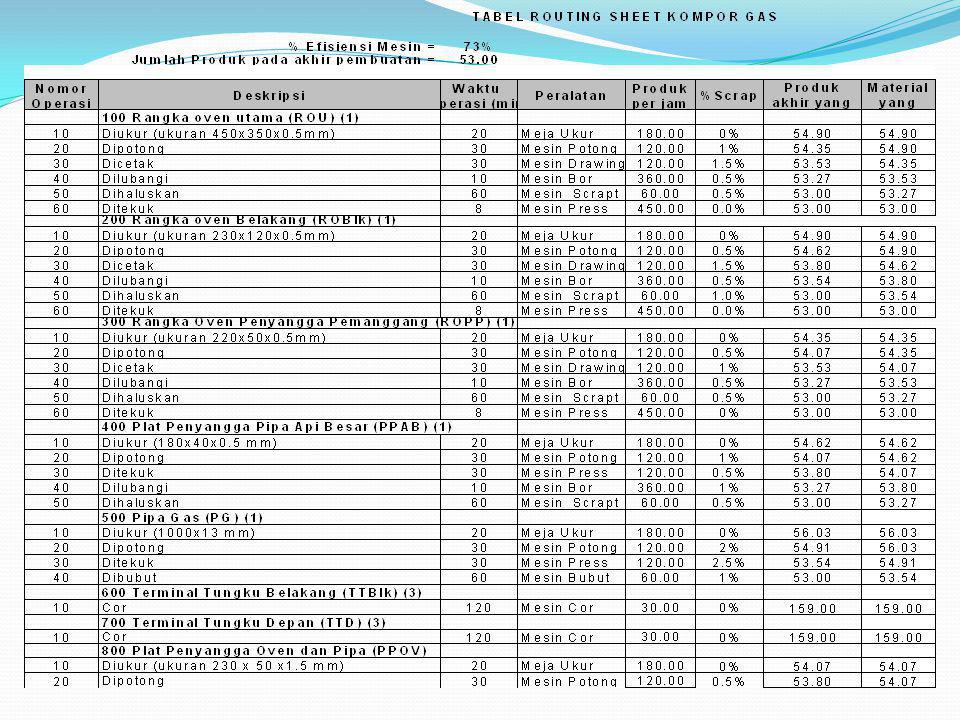
Routing Sheet Routing sheet berguna untuk menghitung jumlah mesin yang dibutuhkan, dan juga untuk menghitung jumlah part yang harus disiapkan dalam usaha memperoleh sejumlah produk jadi yang diinginkan. Informasi dalam pembuatan Routing Sheet terdiri dari : Nomor, nama dan jumlah part. Nomor dan urutan-urutan aktivitas. Mesin dan peralatan yang digunakan. Waktu dan jumlah produksi.

9
Data yang diperlukan dalam pembuatan routing sheet ini adalah :
Kapasitas mesin (waktu standar dalam operasi) Presentase scrapt Efisiensi mesin Kegunaan Routing Sheet adalah sebagai berikut : Untuk menghitung jumlah mesin yang dibutuhkan. Untuk menghitung jumlah part yang harus disiapkan dalam usaha memperoleh sejumlah produk jadi yang diinginkan
 Presentase scrapt. Efisiensi mesin. Kegunaan Routing Sheet adalah sebagai berikut : Untuk menghitung jumlah mesin yang dibutuhkan. Untuk menghitung jumlah part yang harus disiapkan dalam usaha memperoleh sejumlah produk jadi yang diinginkan.")
10
Format Routing Sheet No. Opr. Deskripsi Mesin/ Alat Produk Jam
% Scrapt Bahan Diminta Disiapkan Eff. Mesin (%) Keb. Teoritis Aktual (a) (b) (c) (d) (e) (f) (g) (h) (i) (j)
 Keb. Teoritis. Aktual. (a) (b) (c) (d) (e) (f) (g) (h) (i) (j)")
11
Cara-cara pengisian routing sheet :
Kolom (a) sampai (e), masukan data dari OPC yang telah dibuat. Kolom (f) = kapasitas terpasang (dimulai dari paling bawah). Terlebih dahulu isikan jumlah produk akhir yang diinginkan pada setiap akhir aktivitas. Kolom (g) = kolom (f) / (100 % - % scrapt). Diisi dengan jumlah yang harus disiapkan pada awal aktivitas yang bersangkutan. Karena bahan yang diproses akan mengalami pengurangan material maka perlu diperhitungkan scrapt yang terbuang selama proses berlangsung (misalnya scrapt berupa geram pada proses pembubutan, bahan yang terbuang sebagai sisa dari proses pemotongan, dan sebagainya). Kolom (h) = kolom (g) / effisiensi mesin ; effisiensi mesin = n %. Kolom (i) = kolom (h) / kolom (d). Kolom (j) = pembualatan keatas (round-up) dari kolom (i).
 sampai (e), masukan data dari OPC yang telah dibuat. Kolom (f) = kapasitas terpasang (dimulai dari paling bawah). Terlebih dahulu isikan jumlah produk akhir yang diinginkan pada setiap akhir aktivitas. Kolom (g) = kolom (f) / (100 % - % scrapt). Diisi dengan jumlah yang harus disiapkan pada awal aktivitas yang bersangkutan. Karena bahan yang diproses akan mengalami pengurangan material maka perlu diperhitungkan scrapt yang terbuang selama proses berlangsung (misalnya scrapt berupa geram pada proses pembubutan, bahan yang terbuang sebagai sisa dari proses pemotongan, dan sebagainya). Kolom (h) = kolom (g) / effisiensi mesin ; effisiensi mesin = n %. Kolom (i) = kolom (h) / kolom (d). Kolom (j) = pembualatan keatas (round-up) dari kolom (i).")
12
Contoh Perhitungan Nomor Operasi : 40 Waktu Operasi : 10 det
Komponen 100 Rangka Oven Utama Nomor Operasi : 40 Waktu Operasi : 10 det (%) Bor : 0,5 % Produk per jam Produk akhir yang diminta (dm ) = 53 unit/jam ( Dilihat dari KPT ) Material yang disiapkan
 Bor : 0,5 % Produk per jam. Produk akhir yang diminta (dm ) = 53 unit/jam ( Dilihat dari KPT ) Material yang disiapkan.")
13
Contoh Perhitungan Effesiesi Mesin Jumlah Mesin Teoritis

15
Routing sheet Rangka Atas (RA) Efesiensi Mesin : 85% No Operation Code
Next Operation Description Equipment Ws (detik) Ws (menit) MPPH (3600/CT) Expected %Scrap GPR PTS Effisiensi Produk MRT 1 101 102 Mempola bahan baku Spidol, Meteran 120 2 30 0.00% 0.0003 0.0000 0-50 Memotong besi profil Mesin Cutting I 600 10 6 0.03% 0.1582 3 0-51 Memotong bahan baku Mesin Cutting II 19.70%
 Ws (menit) MPPH (3600/CT) Expected %Scrap. GPR. PTS. Effisiensi Produk. MRT Mempola bahan baku. Spidol, Meteran % Memotong besi profil. Mesin Cutting I % Memotong bahan baku. Mesin Cutting II %")
16
Kebutuhan Mesin + Operator
Equipment Komponen Total Jumlah Operator Rangka Atas (RA) Rangka Samping 1 (RS-1) Rangka Samping 2 (RS-2) Rangka Bawah (RB) Penghubung Rangka Samping (PRS) Penghubung Rangka Utama (PRU) Poros (Por) Siku Penghubung (SP) Pengunci (Png) MRT MRA 1 Mesin Cutting I No Equipment Komponen Total Jumlah Operator Rangka Atas (RA) Rangka Samping 1 (RS-1) Rangka Samping 2 (RS-2) MRT MRA 2 Mesin Cutting II 1
 Rangka Samping 1 (RS-1) Rangka Samping 2 (RS-2) Rangka Bawah (RB) Penghubung Rangka Samping (PRS) Penghubung Rangka Utama (PRU) Poros (Por) Siku Penghubung (SP) Pengunci (Png) MRT. MRA. 1. Mesin Cutting I No. Equipment. Komponen. Total. Jumlah Operator. Rangka Atas (RA) Rangka Samping 1 (RS-1) Rangka Samping 2 (RS-2) MRT. MRA. 2. Mesin Cutting II")
17
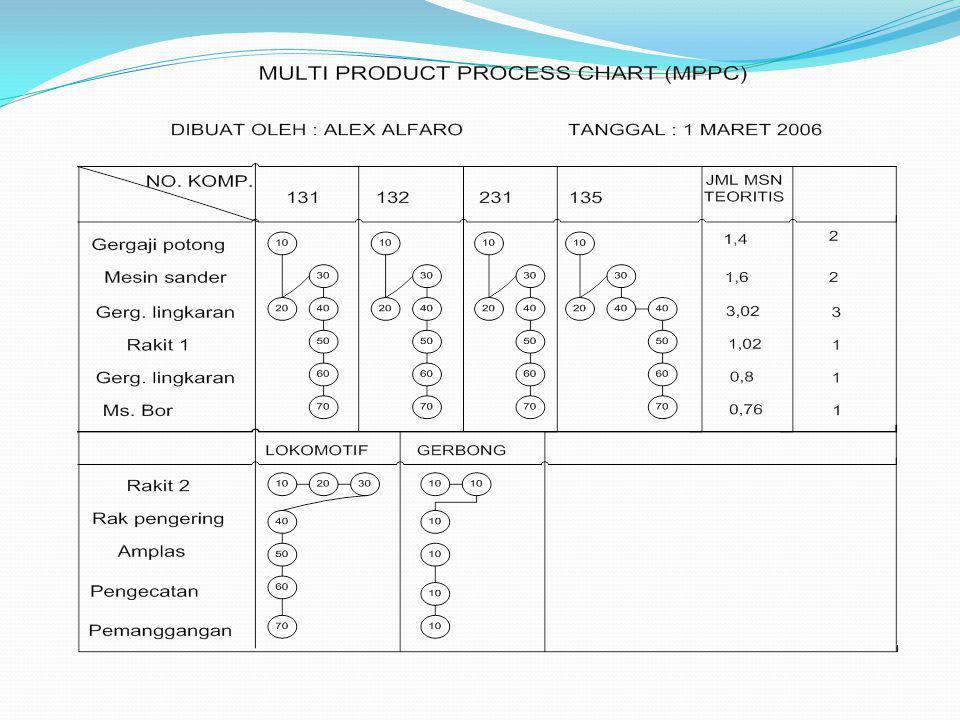
MPPC (Multi Product Process Chart)
Multi Product Process Chart (MPPC) adalah suatu diagram yang menunjukkan urutan-urutan proses untuk masing-masing komponen yang akan diproduksi. Informasi yang dapat diperoleh dari MPPC ini adalah jumlah mesin aktual yang dibutuhkan.
 adalah suatu diagram yang menunjukkan urutan-urutan proses untuk masing-masing komponen yang akan diproduksi. Informasi yang dapat diperoleh dari MPPC ini adalah jumlah mesin aktual yang dibutuhkan.")
19
No Equipment Part Name MRT Total MRT Total MRA Jumlah Operator 1 Mesin Cutting I Rangka Atas (RA) Rangka Samping 1 (RS-1) Rangka Samping 2 (RS-2) Rangka Bawah (RB) Penghubung Rangka Samping (PRS) Penghubung Rangka Utama (PRU) Poros (Por) Siku Penghubung (SP) Pengunci (Png) 2 Mesin Cutting II 3 Mesin Font Engsel (Eng) 4 Las Listrik I RA + RS-1 + RS-2 + RB + PRS + Baut Ø10
 Rangka Samping 2 (RS-2) Rangka Bawah (RB) Penghubung Rangka Samping (PRS) Penghubung Rangka Utama (PRU) Poros (Por) Siku Penghubung (SP) Pengunci (Png) 2. Mesin Cutting II Mesin Font Engsel (Eng) Las Listrik I. RA + RS-1 + RS-2 + RB + PRS + Baut Ø")
Presentasi serupa






>")












