Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
MORFOLOGI DESAIN

2
APAKAH MORFOLOGI??? Suatu cabang ilmu lingustik yang merujuk kepada kajian tata kata yakni bagaimana kata dibentuk

3
Jadi…. mofrologi desain adalah???
Langkah-langkah sebelum melakukan pembuatan mesin, terlebih dahulu dilakukan pengambilan keputusan. Ide yang telah diinventarisasi menjadi suatu konsep mesin yang sesuai dengan tujuan dari pembuatan mesin tersebut.

4
Contoh analisis morfologi untuk mesin pencacah jerami

5
tujuan DARI MORFOLOGI DESAIN??
Mengetahui konsep dasar perencanaan dalam manajemen organisasi. Mengetahui jenis-jenis perencanaan dan bagaimana perencanaan dilakasanakan. Mengetahui alat-alat bantu manajemen dalam kegiatan perencanaan.

6
Fungsi dan manfaat morfologi desain??
Pengarah organisasi Meminimalisasi ketidak pastian Meminimalisasi inefisiensi sumber daya Penetapan standar dalam pengawasan kualitas.

7
ANALISIS MORFOLOGI DESAIN
KECENDERUNGAN HASIL RISET PERMASALAHAN LINGKUNGAN PESAN ANALISIS PASAR DLL SURVEY/EXPLORASI SPESIFIKASI STANDAR PENAMPILAN FAKTOR LINGKUNGAN FISIK SDM KETERBATASAN ANALISIS KEBUTUHAN A

8
KONSEP ALTERNATIF PILIHAN
PERBANDINGAN YANG TELAH ADA MENCARI INFORMASI MORFOLOGI ANALISIS DAN ULTILITY KONSEP ALTERNATIF PILIHAN FUNGSI PROSES KEAMANAN EFISIENSI PEMELIHARAAN PENGEMBANGAN DESAIN B

9
B BENTUK UKURAN TOLERANSI TANDA PENGERJAAN BAHAN, JUMLAH DAN SPEFIKASI LAIN-LAIN GAMBAR KERJA PEMILIHAN PROSES BUAT BELI PESAN URUTAN PROSES PENJADWALAN PEMOGRAMAN KONTROL DIAGNOSA PROSES PRODUKSI C

10
B FUNGSIONAL PELAYANAN KESINAMBUNGAN KINERJA VERIFIKASI KARAKTERISTIK PASAR PENGUJIAN

11
METODE PERANCANGAN Perancangan adalah proses penerapan berbagai teknik dan prinsip dengan tujuan untuk mentransformasikan hasil analisis ke dalam bentuk yang memudahkan pengimplementasian.

12
ANALISIS METODE PERANCANGAN
Preliminary need statement Analysis of need Specification Standard of performance Environmental factors Designing for production Designing for use Designing for maintenance

13
SEKIAN DAN TERIMAKASIH

15
TeGANGAN

16
Pengertian Tegangan Tegangan adalah intensitas gaya dalam material yang diuraikan tegak lurus dan sejajar dengan irisan permukaan yang diamati.

17
1. Macam-Macam Tegangan a. Tegangan Tarik b. Tegangan Tekan
c. Tegangan Geser d. Tegangan Lengkung f. Tegangan Puntir e. Tegangan Patah

18
Tegangan Tarik Tegangan tarik terjadi apabila gaya yg bekerja tegak lurus dengan permukaan lurus, misalnya terjadi pada tali, rantai, dan sudut-sudut turbin . RUMUS : F A

19
Tegangan Tekan Tegangan tekan terjadi bila suatu batang diberi gaya F yang saling berlawanan dan terletak dalam satu garis gaya, misalnya terjadi pada porok sepeda, batang torak, dan tiang bangunan yang belum mengalami tekukan. RUMUS :

20
Tegangan Geser Tegangan geser terjadi jika suatu benda bekerja dengan dua gaya yang berlawanan arah, tegak lurus sumbu batang, tidak segaris gaya namun pada penampangnya tidak terjadi momen. , misalnya pada paku keling, gunting, dan baut. RUMUS :

21
Tegangan Lengkung RUMUS : F = RA+ RB Mb = momen lengkung
Tegangan lengkung, misalnya pada poros-poros mesin dan poros roda yang dalam keadaan ditumpu. Jadi merupakan tegangan tangensial. RUMUS : F = RA+ RB Mb = momen lengkung Wb = momen tahanan lengkung

22
Tegangan Puntir RUMUS : Mt = momen puntir (torsi)
Tegangan puntir, misalnya pada poros roda gigi dan batang-batang torsi pada mobil. Jadi merupakan tegangan tangensial. RUMUS : Mt = momen puntir (torsi) Wp = momen tahanan polar (padan puntir)
 Wp = momen tahanan polar (padan puntir)")
23
Tegangan Patah Tegangan patah adalah beban maksimum yang menyebabkan patah dibagi dengan luas penampang batang. Tegangan yang terjadi pada beban maksimum merupakan batas tegangan patah. RUMUS : Tegangan patah = Beban maksimum penyebab patah Luas penampang batang

24
Tegangan Patah Tegangan patah kemungkinan dapat terjadi berada di bawah harga tegangan pada beban maksimum. Untuk menjelaskan tegangan patah ini dapat dimisalkan pada diagram tarik berikut ini. Keterangan : = Batas elastisitas = Batas proporsional = Batas tarik = Kekuatan patah = Regangan patah

25
Tegangan Patah Tegangan maksimum yang terjadi pada momen maksimum adalah (Mitchell, 1994) keterangan : b = Tegangan maksimum bahan (kg/mm2) Mb = momen bengkok (kgmm) y = jarak titik berat terhadap garis gaya (mm) I = momen inersia (mm4)
 Mb = momen bengkok (kgmm) y = jarak titik berat terhadap garis gaya (mm) I = momen inersia (mm4)")
26
2. TEKUKAN Melengkungnya sebuah batang yang diakibatkan oleh beban tekan disebut tekukan. Apabila pada pembebanan ada kemungkinan terjadi tekukan maka batang itu harus dihitung pada tekukan. Gaya tekuk adalah gaya yang mengakibatkan terjadinya tekukan (Fk) maka tegangan tekuk ( ) adalah gaya tekuk setiap satuan luas penampang.
 maka tegangan tekuk ( ) adalah gaya tekuk setiap satuan luas penampang.")
27
Dalam pembebanan sebenarnya pada suatu konstruksi gaya tekan harus lebih kecil daripada gaya tekuk. Hal ini dilakukan agar pembebanan dalam keadaan aman. Oleh karena itu, tegangan tekan yang terjadi harus lebih kecil daripada tegangan tekuk Perbandingan antara gaya tekuk dengan gaya tekan dinamakan faktor keamanan tekuk .

28
Empat macam keadaan tumpuan, 1
Empat macam keadaan tumpuan, 1. Ujung bawah batang dijepit dan ujung atasnya bebas. 2. Kedua ujungnya diberi engsel 3. Ujung bawah dijepit dan ujung atasnya diberi engsel 4. Kedua ujungnya dijepit Dalam penyelidikannya, Euler menggunakan sebuah batang yang ramping dan dikedua ujungnya diberi engsel (sendi). Diperoleh ketetapan bahwa panjang tekukan batang itu sebesar panjang batang semula. Oleh karena itu, faktor tumpuan engsel-engsel diberi harga sama dengan satu.
. Diperoleh ketetapan bahwa panjang tekukan batang itu sebesar panjang batang semula. Oleh karena itu, faktor tumpuan engsel-engsel diberi harga sama dengan satu.")
29
Dirumuskan : untuk jepit –sendi dan karena faktor tumpuan tadi mempengaruhi panjangnya tekukan maka dirumuskan : E = modulus elastisitas bahan (kg/m2, N/m2, atau g/cm2) Imin= momen inersia penampang minimum (m4 atau cm4) Lk= panjang tekukan (m atau cm) L = panjang batang (m atau cm) Lk = L. c. c = faktor pemasangan tumpuan c = 1 untuk sendi-sendi c = 2 untuk jepit bebas c = ½ untuk jepit-jepit
 Imin= momen inersia penampang minimum (m4 atau cm4) Lk= panjang tekukan (m atau cm) L = panjang batang (m atau cm) Lk = L. c. c = faktor pemasangan tumpuan. c = 1 untuk sendi-sendi. c = 2 untuk jepit bebas. c = ½ untuk jepit-jepit.")
30
Apabila faktor keamanan tekukan diperhitungkan maka :
F = gaya tekan (kg,N,atau g) Fk = gaya yang mengakibatkan terjadinya tekukan (kg, N, atau g) = faktor keamanan tekuk (tanpa satuan)
 Fk = gaya yang mengakibatkan terjadinya tekukan (kg, N, atau g) = faktor keamanan tekuk (tanpa satuan)")
31
Macam-macam tekukan yang terjadi adalah sebagai berikut :
Jepit-bebas c = 2 Lk = L . c = 2 L

32
Sendi-sendi c = 1 Lk = L

33
Jepit-sendi

34
Jepit-jepit c = ½

35
Untuk mengetahui tegangan kritis pada batang penyangga harga beban kritis yang terjadi yaitu
(Mitchell, 1994) keterangan : F = beban kritis (kg) E = modulus elastisitas bahan (kg/mm2) I = momen inersia bahan (mm4) L = panjang kolom diantara kedua ujung sendi (mm) = konstanta phi = 3,1416
 keterangan : F = beban kritis (kg) E = modulus elastisitas bahan (kg/mm2) I = momen inersia bahan (mm4) L = panjang kolom diantara kedua ujung sendi (mm) = konstanta phi = 3,1416.")
36
Defleksi yang terjadi pada batang penyangga
kedua ujung sendi (mm) keterangan : y = defleksi batang (mm) A = luas penampang (mm2) L = panjang kolom diantara kedua ujung sendi sendi (mm)
 keterangan : y = defleksi batang (mm) A = luas penampang (mm2) L = panjang kolom diantara. kedua ujung sendi sendi (mm)")
37
Angka kelangsingan adalah keterangan : = angka kelangsingan
L = panjang kolom diantara kedua ujung sendi (mm) i = jari-jari inersia dari penampang A (mm)
 i = jari-jari inersia dari penampang A (mm)")
38
Tegangan yang diijinkan pada batang penyangga
keterangan : = angka kelangsingan E = modulus elastisitas bahan (kg/mm2) = konstanta phi = 3,1416
 = konstanta phi = 3,1416.")
39
Tegangan maksimum yang terjadi pada batang penyangga
keterangan : = tegangan geser maksimum (kg/mm2) V = beban tumpuan yang diberikan pada batang (kg) A = Luas penampang (mm2)
 V = beban tumpuan yang diberikan pada batang (kg) A = Luas penampang (mm2)")
40
Cukup Sekian Terima Kasih

42
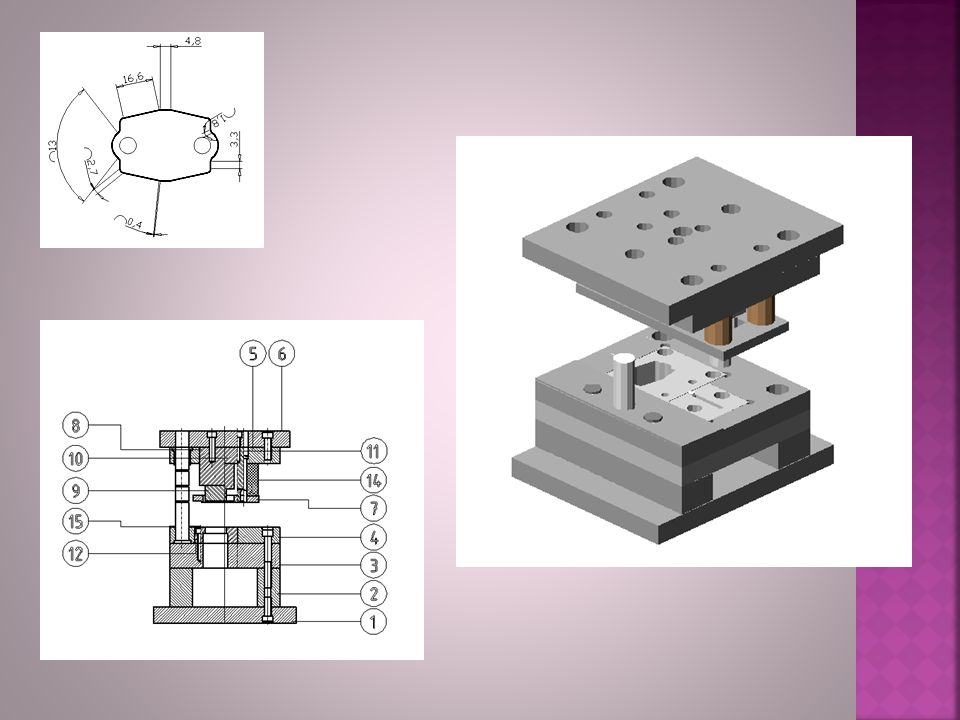
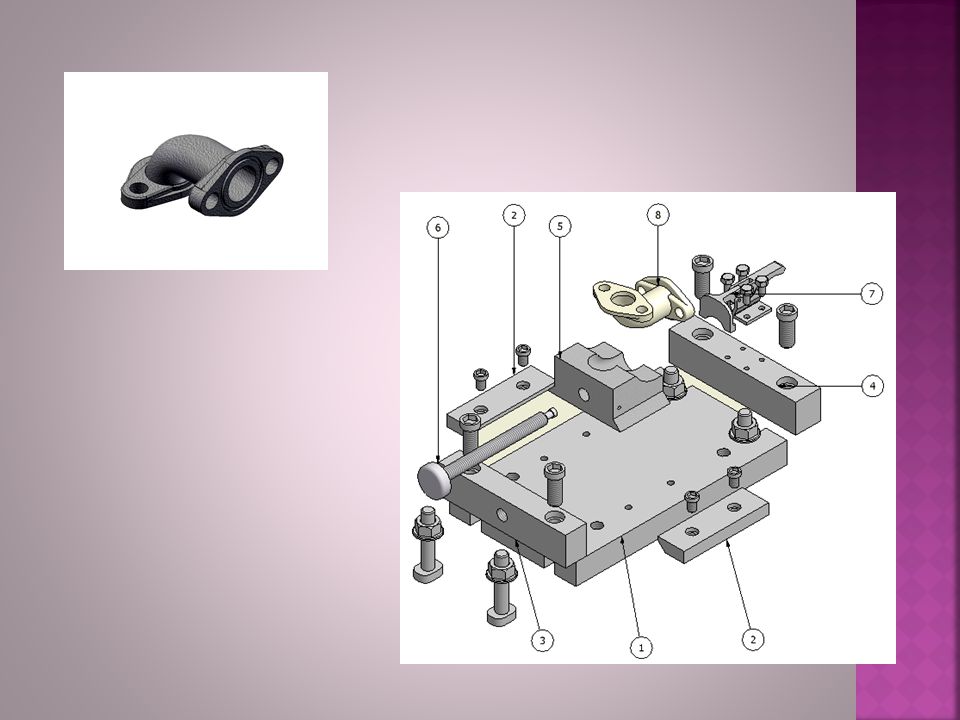
A.PENGENALAN JIG & FIXTURE
Pengertian Jig & Fixture Untuk menjaga dan meningkatkan daya saing perusahaan, baik di dalam maupun luar negeri, maka hal utama yang harus diperhatikan adalah aspek-aspek ekonomi dan produksi yang rasional. Sejalan dengan tuntutan kepresisian dan kemudahan penggantian benda kerja serta persaingan yang semakin ketat, ketelitian perhitungan, meningkatnya harga dan biaya tidak langsung mengakibatkan jig &fixture berikut pemakaiannya dalam proses produksi memiliki arti yang sangat penting.

43
Lanjutan Selain itu peralatan jig & fixture yang digunakan pada proses produksi benda-benda tunggal, jumlah kecil, bahkan benda –benda banyak dan masal akan sangat berperan karena selalu saja ada benda kerja yang membutuhkan biaya yang sangat tinggi apabila dikerjakan tanpa peralatan Bantu tersebut. Kurang telitinya produk akan menambah tingkat kegagalan benda kerja, sehingga secara langsung meningkatkan biaya. Perencanaan proses produksi akan sangat menentukan jumlah dan jenis peralatan jig & fixture yang digunakan. Seorang perencana harus mengetahui jenis dan fungsi peralatan jig & fixture, bahkan melaksanakan perhitungan biaya maksimal yang diakibatkan oleh penggunaan peralatan tersebut. Selanjutnya dimulailah proses perencanaan yang berawal dari pemesanan, perencanaan kontruksi, manufaktur hingga pengiriman.

44
Lanjutan Perencanaan peralatan jig & fixture merupakan proses produksi yang secara teknis memiliki kebebasan tak terbatas dan sekaligus sangat tidak tergantung oleh proses yang lain. Sebagai gambaran, apabila seorang konstruktor mesion bekerja dengan ketergantungan yang tinggi terhadap tuntutan-tuntutan manufaktur secara keseluruhan, maka seorang konstruktor peralatan jig & fixture hanya tergantung kepada tuntutan- tuntutan proses produksi mesin-mesin yang dipakai, tidak kepada proses pengerjaan benda kerja sebelum dan setelah menggunkan peralatan jig & fixture.

45
Lanjutan Konstruktor peralatan jig & fixture berada diantara perancang produk dan pelaksana produksi dimana peralatan tersebut digunakan. Artinya di satu sisi dia harus memiliki pengalaman yang sangat baik dalam hal konstruksi dan di sisi lain dia juga harus mengenal dengan baik proses dan manajemen produksi. Dia harus mampu menggabungkan, mempertinbangkan dan bekerja sama dengan disiplin kerja yang lain seperti desain produk, perencanaan dan persiapan produksi serta proses produksi keseluruhan secara teknis dan ekonomis menghasilkan pemecahan konstuksi yang optimal.

46
Lanjutan Tuntutan dan keinginan pada peralatan jig & fixture tidak saja dititikberatkan pada masalah pencapaian fungsi dan kualitas produk yang prima, tetapi juga biaya langsung yang dikeluarkan untuk produksi, termasuk biaya tambahan yang selalu muncul pada proses revisi harus dihindari atau dipertahankan sekecil mungkin. Hasil yang dicapai oleh konstruktor akan sangat bergantung pada pengetahuan dan persiapannya. Demikian pula tuntutan yang sama akan ditujukan kepada perencana produksi dan pelaksana produksi karena mereka secara langsung berhubungan dengan alat dan pengalaman mereka sangat menentukan konstruksi yan optimal. Arti ekonomis peralatan jig & fixture akan lebih jelas terlihat pada proses produksi apabila kita mengkaitkan biaya total dengan proses-proses pembuatan konstruksi, produksi dan pemakaian alat tersebut. Umumnya harga alat mencapai 75 % dari biaya total produksi. . Penelitian di beberapa industri di Negara maju memperlihatkan bahwa elemen-elemen jig & fixture yang digunakan hingga buah dan konstruksi yang dibutuhkan hingga buah gambar merupakan keadaan yang normal. Selanjutnya juga dinyatakan dari hasil penelitian yang lain bahwa penggunaan sebuah jig & fixture ( sebuah tenpat kerja baru yang mampu mengantikan beberapa tempat kerja lama) dapat mengurang biaya total produksi sebanyak ,-. Angka ini menunjukan bahwa jig & fixture memiliki arti ekonomis yang penting bagi suatu proses produksi.
 dapat mengurang biaya total produksi sebanyak ,-. Angka ini menunjukan bahwa jig & fixture memiliki arti ekonomis yang penting bagi suatu proses produksi.")
47
B.Istilah Jig Dan Fixture
Istilah jig & fixture kadang-kadang mempunyai arti dan penggunaan yang berbeda. Di dalam industri pengolahan pelat dan logam, peralatan seperti ini sering dikelompokan debagai salah satu alat bantu produksi, sejajar dengan mesin-mesin perkakas, peralatan potong, dsb. Kata jig (pengarah) diartikan sebagai suatu alat untuk mengontrol dan mengarahkan alat potong dalam sebuah proses pembentukan benda kerja. Sedangkan fixture (penepat) adalah alat lainnya yang berfungsi untuk memegang, melokasikan dan menjamin benda kerja agar tetap berada pada posisinya. Dalam proses kerjanya, kebanyakan jig dipasang bersatu dengan fixture. Istilah lain yang relative baru di industri otomotif dan merupakan bagian dari jig & fixture adalah checking fixture, dimana fungsi alat ini sedikit berbeda dengan fixture sebagai alat Bantu pengukuran yaitu menempatkan banda kerja pada bidang-bidang datum yang telah ditentukan dengan tingkat kepresisian tinggi, tetapi tidak mutlak seluruh permukaan benda harus bersentuhan dengan fixture. Bahkan kelonggaran yang terjadi dimanfaatkan sebagai suatu dimensi yang harus diukur dan memiliki toleransi sangat kecil.
 diartikan sebagai suatu alat untuk mengontrol dan mengarahkan alat potong dalam sebuah proses pembentukan benda kerja. Sedangkan fixture (penepat) adalah alat lainnya yang berfungsi untuk memegang, melokasikan dan menjamin benda kerja agar tetap berada pada posisinya. Dalam proses kerjanya, kebanyakan jig dipasang bersatu dengan fixture. Istilah lain yang relative baru di industri otomotif dan merupakan bagian dari jig & fixture adalah checking fixture, dimana fungsi alat ini sedikit berbeda dengan fixture sebagai alat Bantu pengukuran yaitu menempatkan banda kerja pada bidang-bidang datum yang telah ditentukan dengan tingkat kepresisian tinggi, tetapi tidak mutlak seluruh permukaan benda harus bersentuhan dengan fixture. Bahkan kelonggaran yang terjadi dimanfaatkan sebagai suatu dimensi yang harus diukur dan memiliki toleransi sangat kecil.")
48
C.Keuntungan Penggunaan Jig & Fixture Pada Proses Produksi
Memungkinkan pelaksanaan penyerdehanaan tahapan pengerjaan dan pemanfaatan tenaga tidak terampil. Meningkatkan efisiensi penggunaan mesin perkakas sehingga berakibat menurunkan biaya produksi. Kadang-kadang mesin perkakas sederhana dan mesin-mesin lama masih dapat dimanfaatkan karena ketelitian hasil benda kerja telah dijamin jig & fixture. Pada beberapa kasus penggunaan mesin- mesin khusus masih diperlukan, tetapi dengan pemanfaatkan jig & fixture secara ekonomis akan mengoptimalkan penggunaan mesin-mesin yang mahal tersebut. Pekerjaan tambahan seperti boring, drilling, trimming, piercing. dll bisa dikerjakan sekaligus. Kebutuhan akan peralatan pengukur semakin sedikit. Pertimbangan biaya untuk kegagalan benda produk semakin kecil. Kemudahan dan kesederhanaan konstruksi menurunkan biaya perakitan. Suku cadang dapat disediakan setiap saat sesuai kualitas yang sama dengan aslinya sehingga kemampuan penukaran elemen terjamin. Perbaikan kualitas produk akan meningkatkan nilai tambah dan daya saing pasar. Waktu penyetelan alat di luar mesin jauh lebih sedikit dibandingkan waktu penyetelan alat di mesin.

49
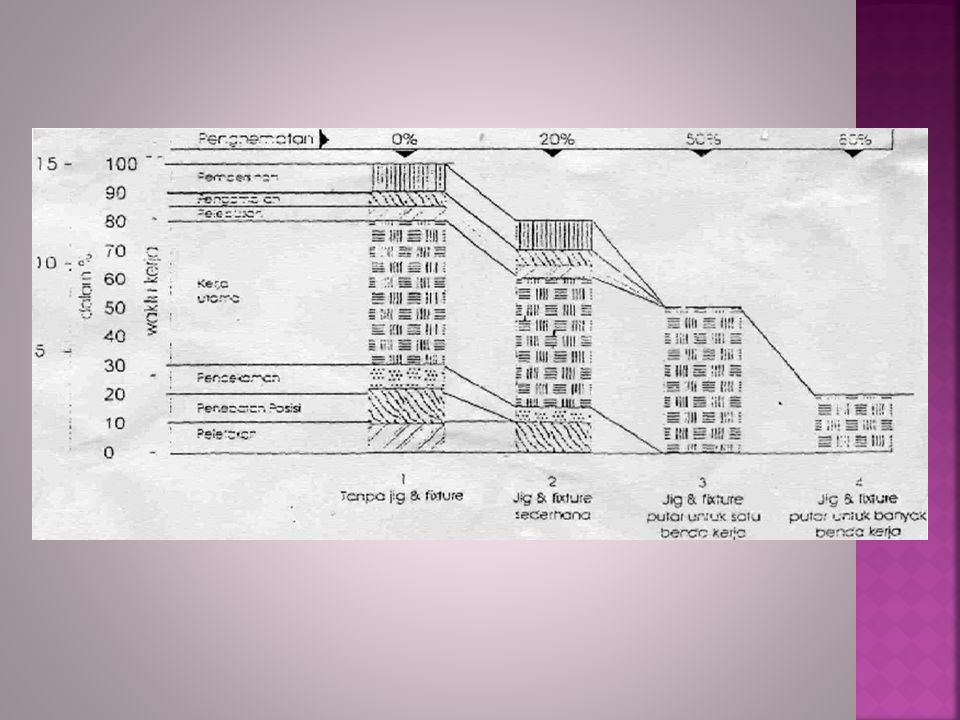
Grafik perbandingan waktu dan biaya yang dibutuhkan untuk memproduksi benda kerja tanpa atau dengan bantuan peralatan jig & fixture

50
D.Tuntutan Jig & Fixture
Sifat-sifat utama jig & fixture yang bisa dipertanggungjawabkan berdasarkan tuntutan fungsi, cara mengoperasikan dan konstruksi yang layak bagi proses manufakturnya. Kualitas produk yang dihasilkan tidak hanya tergantung oleh factor alat potong, mesin dan juga periferi mesin serta cara mengoperasikan mesin tersebut, tetapi dalam kondisi tertentu penggunaan peralatan jig & fixture bahkan sangat berperan banyak. Selain itu jig & fixture juga sangat mempengaruhi aspek ekonomi proses produksi secara keseluruhan. Agar keuntungan-keuntungan penggunaan peralatan ini dalam meningkatkan kualitas produk dan efisiensi produksi dapat dimanfaatkan seoptimal mungkin, maka perlu diperhatikan persyaratan- persyaratan bagi peralatan baik secara fungsi

51
Cara operasi maupun pengerjaan sebagai berikut :
1.Tuntutan Keamanan, meliputi a.Tuntutan Pengoperasian b.Tuntutan Penanganan Jig dan Fixture c.Tuntutan Konstruksi

52
2.Tuntutan Ekonomi Biaya maksimal yang direncanakan sebelumnya untuk pembuatan jig & fixture tidak boleh dilampaui. Apabila terjadi kelebihan penggunaan biaya harus ada dasarnya dan disetujui oleh pihak yang bertanggung jawab.

53
3.Tuntutan Fungsi Fungsi dan pemenuhan tuntutan jig & fixture serta ketelitian hasil benda kerja yang diinginkan harus terpenuhi.

54
4.Tuntutan Pengoperasian dan Penanganan Alat
a.Jig & fixture harus dapat dioperasikan dengan mudah, cepat dan aman oleh operator awan sekalipun. b.Data-data dan pengetahuan ergonomic harus diperhatiakan.

55
5.Tuntutan konstruksi Konstruksi harus ringan sekaligus kokoh (rigid)
Kwalifikasi operator dimana jig & fixture digunakan dan variasi pekerjaan yang dilakukannya harus diperhatikan. Jig & fixture harus dengan mudah, cepat dan tepat diposisikan diatas meja mesin.

56
6.Tuntutan Penggunaan Sebuah Alat Untuk Berbagai Bentuk Benda Kerja
a.Penggantian benda kerja diikuti dengan penggantian alat yang harus dapat dilakukan dengan cepat. b.Elemen-elemen yang akan diganti harus ditandai dan jelas terlihat untuk menghindari kesalahan penggantian c.Dimensi dan hubungan antara elemen yang satu dengan yang lain harus jelas tertulis dan terdata dengan baik agar mempermudah proses pemeriksaan.

57
7.Tuntutan Penggunaan Alat Bantu Otomatis Untuk Memasukan Benda Kerja (Termasuk penggunaan Feeder atau Robot Indutri) a.Hubungan fungsi antara jig & fixture dengan alat Bantu otomatis harus dapat dengan mudah digabungkan. Dalam hal ini yang dimaksud adalah : membuka jig & fixture mengeluarkan benda kerja yang telah selesai diproses penyerahan benda kerja ke dalam jig & Fixture menempatkan benda kerja pada posisi yang benar pencekaman benda kerja menutup jig & fixture proses gerakan mesin, dan seterusnya

58
E. Klasifikasi Jig & Fixture

59
1.Jig & Fixture Standar Digunakan untuk bermacam benda kerja yang umumnya memeliki bentuk geometri sejenis. Benda kerja plat berbentuk gelombang atau sejenis flens serta pekerjaan yang terbatas hanya untuk satu proses pemesinan (misalnya pengeboran) merupakan produk-produk yang dapat dihasilkan oleh jig & fixture standar.
 merupakan produk-produk yang dapat dihasilkan oleh jig & fixture standar.")
60
2.Jig & Fixture Sistem Modular
Merupakan penggabungan beberapa komponen standar yang tidak banyak memerlukan proses pengerjaan lanjut guna menyesuaikan bentuk geometri benda kerja dan jenis pekerjaan yang diinginkan, sehingga alternative ini lebih banyak mengurangi biaya produksi apabila memungkinkan untuk digunakan.

61
3. Jig & Fixture Khusus a. Pembagian jig & fixture jenis ini sebagai berikut : Jig & Fixture Untuk Proses Pemakanan Jig & Fixture untuk benda kerja panjang Jig & Fixture untuk benda kerja bulat Jig & Fixture khusus yang lain Jig & Fixture Untuk Proses Penggabungan Jig & Fixture Untuk Proses Khusus

62
Sekian Dan Matur Nuwun

63
JIG & FIXTURE

64
Pengertian Jig & Fixture
jig (pengarah) diartikan sebagai suatu alat untuk mengontrol dan mengarahkan alat potong dalam sebuah proses pembentukan benda kerja. fixture (penepat) adalah alat lainnya yang berfungsi untuk memegang, melokasikan dan menjamin benda kerja agar tetap berada pada posisinya. Dalam proses kerjanya, kebanyakan jig dipasang bersatu dengan fixture
 diartikan sebagai suatu alat untuk mengontrol dan mengarahkan alat potong dalam sebuah proses pembentukan benda kerja. fixture (penepat) adalah alat lainnya yang berfungsi untuk memegang, melokasikan dan menjamin benda kerja agar tetap berada pada posisinya. Dalam proses kerjanya, kebanyakan jig dipasang bersatu dengan fixture.")
65
Keuntungan Penggunaan Jig & Fixture Pada Proses Produksi
Memungkinkan pelaksanaan penyerdehanaan tahapan pengerjaan dan pemanfaatan tenaga tidak terampil. Meningkatkan efisiensi penggunaan mesin perkakas sehingga berakibat menurunkan biaya produksi. Pekerjaan tambahan seperti boring, drilling, trimming, piercing. dll bisa dikerjakan sekaligus. Mempersingkat atau meniadakan waktu untuk pencekaman, penyetingan dan pengukuran benda kerja yang biasanya dilakukan di atas meja mesin, kesulitan pemeriksaan dibatasi sekecil mungkin karena dengan cara pengujian acak telah memenuhi syarat atau dengan kata lain tahapan pemeriksaan telah digantikan oleh elemen tertentu dari peralatan jig & fixture. Kebutuhan akan peralatan pengukur semakin sedikit.

66
Pertimbangan biaya untuk kegagalan benda produk semakin kecil.
Kemudahan dan kesederhanaan konstruksi menurunkan biaya perakitan. Suku cadang dapat disediakan setiap saat sesuai kualitas yang sama dengan aslinya sehingga kemampuan penukaran elemen terjamin. Perbaikan kualitas produk akan meningkatkan nilai tambah dan daya saing pasar. Waktu penyetelan alat di luar mesin jauh lebih sedikit dibandingkan waktu penyetelan alat di mesin. Melalui system pencekaman benda kerja yang aman akan menghindari keausan alat cekam sehingga secara langsung akan menurunkan biaya alat. Melalui penggunaan system pencekaman untuk banyak benda kerja memungkinkan dalam waktu bersamaan beberapa benda kerja dicekam dan dikerjakan secara bersama sama.

67
Bersamaan dengan pengerjaan benda kerja, operator dapat mempersiapkan pencekaman benda kerja dan melepas benda kerja yang telah selesai dikerjakan. Penurunan waktu produksi setiap benda kerja akan mengurangi biaya produksi, sehingga akan memiliki daya saing karena harga jualnya dapat diturunkan. Penurunan waktu produksi total akan mengurangi biaya total produksi. Modal yang diperlukan akan semakin kecil. Penurunan kegiatan fisik operator akan meningkatkan efisiensi kerja. Banyak benda kerja yang sama sekali tidak dapat dikerjakan tanpa peralatan jig & fixture karena hasil yang tidak teliti, tidak seragam dan tidak ekonomis

69
Tuntutan Jig & Fixture Tuntutan Keamanan Tuntutan Pengoperasian
Tuntutan Penanganan Jig & Fixture Tuntutan Konstruksi Tuntutan Ekonomi Tuntutan Fungsi Tuntutan Pengoperasian dan Penanganan Alat

70
Tuntutan konstruksi Tuntutan Penggunaan Sebuah Alat Untuk Berbagai Bentuk Benda Kerja Tuntutan Penggunaan Alat Bantu Otomatis Untuk Memasukan Benda Ker

71
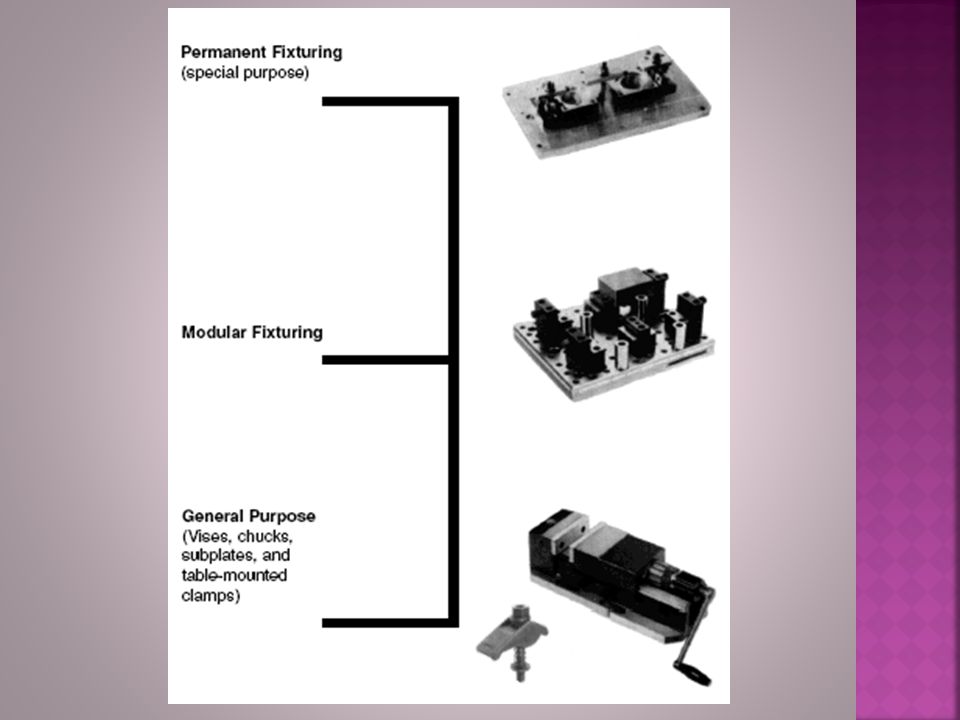
Klasifikasi Jig & Fixture

72
Jig & Fixture Standar Jig & Fixture Sistem Modular Jig & Fixture Khusus Jig & Fixture Untuk Proses Pemakanan Jig & Fixture untuk benda kerja panjang Jig & Fixture untuk benda kerja bulat Jig & Fixture khusus yang lain Jig & Fixture Untuk Proses Penggabungan Jig & Fixture Untuk Proses Khusus

79
ELEMEN JIG & FIXTURE

80
Rangka Rangka Konstruksi Benda Utuh Rangka Konstruksi Ikatan Baut
Rangka Konstruksi Pengelasan Rangka Konstruksi Tuangan

81
Kaki Diperlukan landasan yang aman/pasti pada jig & fixture bergerak, misalnya jig & fixture pengeboran yang memiliki beberapa posisi pengeboran dengan cara membalik, menggeser atau menjungkirkan Ada bagian-bagian yang mutlak harus ditempatkan dibawah pelat landasan (misalnya elemen pengencang dan pencekam). Di perlukan landasan tahan aus (kaki yang dikeraskan), yang harus dapat diganti dengan cepat jika diperlukan. Diperlukan kebebasan gerak dari alat (misalnya pada proses pengeboran, pengetapan) yang bergerak menembus landasan jig & fixture. Beram dengan mudah dibersihkan/dihilangkan. Tidak diinginkan terdapat resiko ketidak presisian akibat beram. Dengan adanya kaki, maka beram tidak terjepit di antara landasan jig & fixture dengan meja mesin.
. Di perlukan landasan tahan aus (kaki yang dikeraskan), yang harus dapat diganti dengan cepat jika diperlukan. Diperlukan kebebasan gerak dari alat (misalnya pada proses pengeboran, pengetapan) yang bergerak menembus landasan jig & fixture. Beram dengan mudah dibersihkan/dihilangkan. Tidak diinginkan terdapat resiko ketidak presisian akibat beram. Dengan adanya kaki, maka beram tidak terjepit di antara landasan jig & fixture dengan meja mesin.")
82
Elemen Pengunci Snap lock

83
Eye-screw lock

84
Excenter lock

85
Swivel lock Rotating wedge lock Latch Socket pin lock

86
Penyentak (Ejector) Pada beberapa konstruksi penyentak dipergunakan untuk membantu dalam mengeluarkan benda kerja dari dalam rangka. Penyentak juga diharapkan dapat menghilangkan sisi tajam (burr) yang terjadi akibat proses permesinan. Sisi tajam ini dapat menghalangi pelepasan benda kerja, sehingga diperlukan gaya untuk melepasnya
 yang terjadi akibat proses permesinan. Sisi tajam ini dapat menghalangi pelepasan benda kerja, sehingga diperlukan gaya untuk melepasnya.")
87
Penumpu Ditempatkan diantara benda kerja dengan fixture. Penumpu ini menjadi sangat penting apabila kerataan bentuk benda kerja menjadi tuntutan utama. Kerataan penumpu dapat lebih terjamin dengan bidang kontak yang kecil, sehingga secara langsung akan menjamin kerataan benda kerja.

88
Elemen Penunjang Alat Pembagi

89
Baut Pengikat

90
PERENCANAAN JIG & FIXTURE

91
Ergonomi Ergonomi sebagai pengetahuan tentang hubungan antara manusia dengan lingkungan kerjanya sangat penting untuk diterapkan ke dalam proses perancangan, sehingga dapat menghasilkan rancangan yang penggunaannya bisa mengoptimalkan kemampuan manusia pada suatu sistem kerja. Pekerjaan yang membutuhkan alat Jig & Fixture merupakan jenis pekerjaan yang sifatnya pengulangan, sehingga alat ini secara ergonomis telah memperhatikan tuntutan-tuntutan dasar psikologi kerja manusia dan menjadi alasan utama penggunaannya

92
Komponen jig & fixture Elemen Penepat, berfungsi secara ruang menempatkan dan menepatkan posisi benda kerja relatif terhadap alat potong, mesin atau datum lainya. Elemen penumpu, disatu sisi fungsinya adalah melindungi benda kerja dari deformasi bentuk akibat gaya cekam atau gaya potong atau berat benda sendiri, di sisi lain elemen ini juga menghindari kekeliruan benda kerja. Elemen pencekam, mengamankan posisi ruang benda kerja terhadap pergeseran ataupun perputaran serta menjamin benda kerja selalu pada posisi yang diharapkan. Elemen Pengarah Alat Potong, memiliki tugas mengarahkan pergerakkan alat potong dan menjamin letak (relatif terhadap benda kerja) alat potong selalu pada posisi yang sama.
 alat potong selalu pada posisi yang sama.")
93
Elemen Penyetel Alat Potong, memungkinkan penyetelan posisi relatif Jig & Fixture terhadap alat potong. Elemen Operasi Pencekaman, memungkinkan operator untuk mengoperasikan Jig & Fixture secara manual. Elemen Penghasil Gaya, seperti : Kompresor udara, pompa oli, motor listrik, magnet, pompa vakum, dsb. Elemen Pemindah Gaya, mentrasmisikan gaya (diperbesar, diperkecil atau dibagi) baik langsung maupun tidak langsung ke elemen pencekam, misalnya : tuas, pasak, baut, eksenter, pemindah tekanan, dsb. Rangka Jig & Fixture, merupakan pemersatu keseluruhan komponen pada Jig & Fixture serta memungkinkan penepatan posisi dan pencekaman benda kerja ke meja mesin. Elemen Pengikat, menghubungkan dan mengikat Jig & Fixture berikut komponen-komponennya ke posisi yang diharapkan (contoh : Baut, pena, dsb.).
 baik langsung maupun tidak langsung ke elemen pencekam, misalnya : tuas, pasak, baut, eksenter, pemindah tekanan, dsb. Rangka Jig & Fixture, merupakan pemersatu keseluruhan komponen pada Jig & Fixture serta memungkinkan penepatan posisi dan pencekaman benda kerja ke meja mesin. Elemen Pengikat, menghubungkan dan mengikat Jig & Fixture berikut komponen-komponennya ke posisi yang diharapkan (contoh : Baut, pena, dsb.).")
94
Bahan Tuntutan kekerasan dan ketahanan bahan terhadap keausan. Bahan benda kerja Jumlah benda kerja yang akan diselesaikan Dimensi Jig & Fixture Perkiraan berat maksimum Jig & Fixture Harga bahan Biaya penyimpanan dan waktu pengiriman ba Gaya-gaya dan tekanan permukaan yang membebaninya Mesin dan proses permesinan yang tersedia Batas waktu pengiriman Jig & Fixture

95
Jig dan fixture alat pemegang benda kerja produksi yang digunakan dalam rangka membuat penggandaan komponen secara akurat.

96
FIXTURE PENGELASAN

97
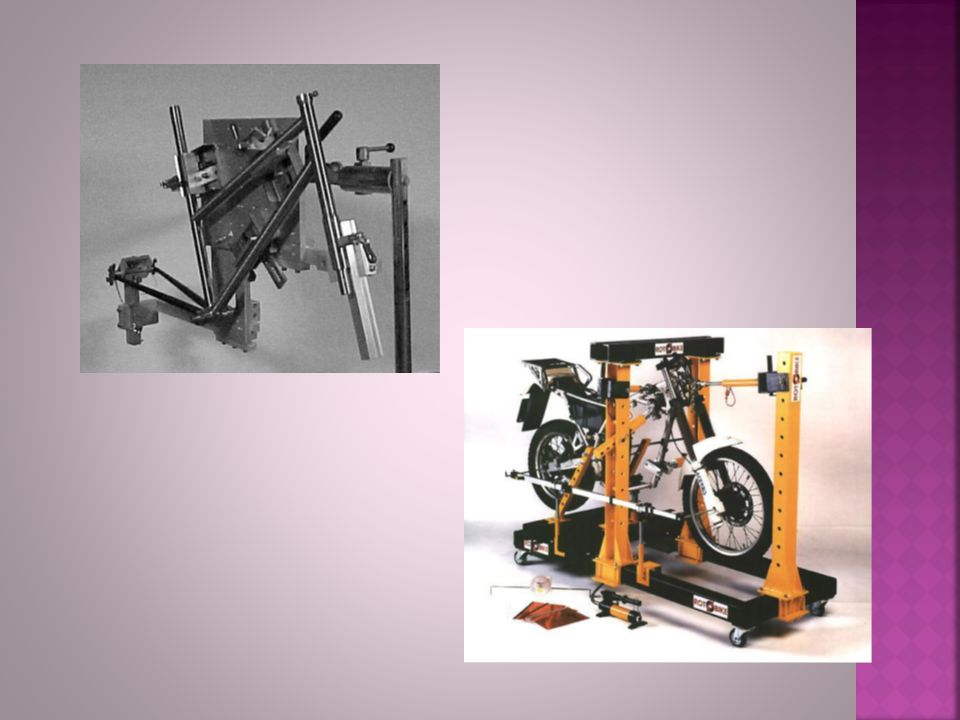
Seperti pada gambar dibawah
Fungsi utama dari fixture las adalah memegang benda yang akan dilas pada saatnya atau pun sebelumnya. Seperti pada gambar dibawah

98
Jig dan fixture pengelasan diklasifikasikan dalam 3 jenis:
Jig pelekat. Fixture las Fixture pemegang.

99
1. Jig pelekat. untuk menempatkan benda kerja yang akan dilas
1. Jig pelekat. untuk menempatkan benda kerja yang akan dilas pada posisi yang baik. 2. Fixture las untuk memegang benda kerja yang akan dilas secara menyeluruh. 3. Fixture pemegang untuk memegang benda hasil proses cantum sebelumnya untuk dirakit dan lalu dilas.

100
PERTIMBANGAN YANG UMUM DILAKUKAN 1. Pertimbangan gangguan 2
PERTIMBANGAN YANG UMUM DILAKUKAN 1. Pertimbangan gangguan 2. Pemasangan benda kerja 3. Pemasangan benda kerja 4. Benda kerja silinder 5. Pertimbangan pencekaman 6. Penyimpanan bersifat magnet 7. Fixture dari plastik

101
1. Pertimbangan gangguan
1. Pertimbangan gangguan Pencekam dan penepat yang dibutuhkan untuk menempatkan benda kerja juga harus tidak terganggu oleh peralatan las saat dioperasikan. 2. Pemasangan benda kerja Tidak seperti pada fixture untuk pemersinan lainnya, dimana ukurannya dibuat sesuai dengan benda kerja yang dikerjakan. Sedangkan benda kerja pada proses las terdiri dari beberapa bagian yang dijadikan satu. 3. Pemasangan benda kerja Pemuaian, penyusustan dan distorsi dari hasil pengelasan lebih jauh akan menyulitkan pelepasan dangan pengencangan karena penjepitan terhadap dudukan dan penahan oleh penepat

102
4. Benda kerja silinder Mandrel yang dapat diatur mungkin akan cocok untuk proses pengelasan pada bentuk silindris atau tabung yang berdiameter relatif kecil 5. Pertimbangan pencekaman Banyak jenis – jenis pencekam yang dapat digunakan pada fixture las misalkan and screw, cam, toogle, pneumatik dan hdrolik yang mana pilihan tergantung dari penggunaan .

103
6. Penyimpanan bersifat magnet
6. Penyimpanan bersifat magnet Pemanfaatan magnet baik magnet permanen atau elektromagnet ternyata dapat pula dilakukan, ekonomis serta mempersinkat waktu pencekaman 7. Fixture dari plastik Dengan dikembangkannya teknologi plastik khususnya teknologi resin plastik ternyata membawa manfaat yang besar dalam pembuatan badan fixture dari plastik

104
ADA BEBERAPA MACAM PRINSIP DASAR PERENCANAAN
1. Fixture merupakan suatu alat untuk menempatkan yang mana harus memungkinkan si operator untuk mengambil posisi las yang baik. 2. Fixture harus mudah dan cepat dalam penggunaannya (jika mungkin dengan tangan). 3. Disain harus mudah dan murah. Toleransi harus memenuhi persyaratan yang berlaku.
. 3. Disain harus mudah dan murah. Toleransi harus memenuhi persyaratan yang berlaku.")
105
Fixture untuk las gas Untuk perencanaan umum harus dimasukkan permasalahan akibat proses pemanasan dan pendinginan. Yang diharapkan adalah kehilangan panas yang minimum. Karena apabila terlalu cepat akan mengakibatkan keretakan. Kehilangan panas karena material khususnya tembaga dan alumunium harus benar – benar diperhatikan.

106
Fixture untuk las listrik
Panas yang terjadi pada pengelasan listrik akan lebih besar dibandingkan dengan pengelasan gas. Oleh karenanya fixture harus dilengkapi dengan dudukan, penyebaris (alignment) dan penahan juga harus disispkan pula dapat menghilangkan panas.
 dan penahan juga harus disispkan pula dapat menghilangkan panas.")
107
pertimbangan yang perlu diberikan dalam membantu penepatan dan pencekaman proses pengelasan
fixture harus dapat menahan gerakan akibat tekanan dan tegangan yang terjadi akibat pengelasan Pendukung ini terletak paralel dengan garis pengelasan. 3. Pendukung harus dapat meningkatkan penurunan panas 4. Pendukung harus dapat mendukung / menahan pencairan akibat pengelasan, menentukan jenis permukaan dan melindungi bagian pengelasan dari atmosfir

108
CUKUP SEKIAN DAN TERIMA KASIH

Presentasi serupa














>")




,>")
