Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
Hazard Analysis & Critical Control Point
HACCP Hazard Analysis & Critical Control Point Riska Rian Fauziah, SPt., MP. Manajemen Mutu & Keamanan Pangan Hasil Pertanian

2
Standar Kompetensi Menjelaskan pengertian HACCP
Menjelaskan tujuan penerapan HACCP Menjelaskan manfaat penerapan HACCP Menyebutkan tujuh prinsip HACCP Menjelaskan isi dari rencana HACCP Melakukan Identifikasi bahaya pada satu contoh produk makanan Menetapkan CCP pada satu contoh makanan Menetapkan batas / limit kritis untuk CCP yang telah diidentifikasi pada satu contoh makanan Menetapkan langkah pemantauan untuk CCP sesuai batas limit yang telah ditentukan Menetapkan tindakan koreksi jika ditemukan CCP yang melebihi batas kritisdari hasil pemantauan Menetapkan langkah-langkah verifikasi dari hasil tindakan koreksi CCP Menjelaskan kegiatan dokumentasi yang diperlukan untuk penerapan HACCP satu produk makanan

3
HACCP Penerapan persyaratan titik-titik pengendalian kritis
CAC/RCP1-1969, Rev SNI Pedoman BSN 1004

4
Apa itu HACCP ? Sistem jaminan mutu keamanan pangan/produk
Mendasarkan pada kesadaran bahwa bahaya dapat timbul pada setiap titik atau tahap produksi Namun dapat dilakukan pencegahan melalui pengendalian titik-titik kritis

5
HAZARD ANANLYSIS AND CRITICAL CONTROL POINT (HACCP)
HACCP adalah sistem jaminan keamanan pangan yang mendasarkan pada kesadaran bahwa bahaya dapat timbul pada setiap titik atau tahap produksi namun dapat dilakukan pencegahan melalui pengendalian titik-titik kritis (CCP) Prasyarat penerapan sistem HACCP penerapan Program Persyaratan Dasar (PPD) : Good Manufacturing Practices dan SSOP (Sanitation Standard Operating Procedures Kontaminasi/ Kerusakan Potensial ANALISA BAHAYA Biological Chemical Physical 5
 Prasyarat penerapan sistem HACCP penerapan Program Persyaratan Dasar (PPD) : Good Manufacturing Practices dan SSOP (Sanitation Standard Operating Procedures. Kontaminasi/ Kerusakan Potensial. ANALISA BAHAYA. Biological Chemical Physical. 5.")
6
LATAR BELAKANG HACCP

7
LATAR BELAKANG HACCP 1973 : Peraturan federal U.S. Mandat penggunaan prinsip HACCP untuk makanan kaleng Berasam Rendah. awal 1980 : HACCP diadopsi oleh industri besar segmen diluar manufacturing Rekomendasi U.S.NAS (National Academy of Sciences) : 1985 : HACCP dalam industri pangan diperluas : HACCP dalam Inspeksi Daging dan ternak. 1987 : Membentuk NACMCF (Nat. Advisory Committee on Microbiological Criteria for Foods) dari 3 prinsip dikembangkan 7 prinsip. 1998 Diadopsi menjadi SNI 1999 CAC/RCP Rev , Amd (1999) 2003 CAC/RCP1-1969, Rev
 : 1985 : HACCP dalam industri pangan diperluas : HACCP dalam Inspeksi Daging dan ternak : Membentuk NACMCF (Nat. Advisory Committee on Microbiological Criteria for Foods) dari 3 prinsip dikembangkan 7 prinsip Diadopsi menjadi SNI CAC/RCP Rev , Amd (1999) 2003 CAC/RCP1-1969, Rev")
8
Alasan dikembangkannya sistem HACCP

9
Alasan dikembangkannya sistem HACCP

10
Tujuan HACCP Umum Meningkatkan kesehatan masyarakat dengan cara mencegah atau mengurangi kasus keracunan dan penyakit melalui makanan (“Food born disease”). Khusus Mengevaluasi cara produksi mkn bahaya ? Memperbaiki cara produksi mkn critical process Memantau & mengevaluasi penanganan, pengolahan, sanitasi Meningkatkan inspeksi mandiri
. Khusus. Mengevaluasi cara produksi mkn bahaya Memperbaiki cara produksi mkn critical process. Memantau & mengevaluasi penanganan, pengolahan, sanitasi. Meningkatkan inspeksi mandiri.")
11
Kegunaan HACCP Mencegah penarikan makanan
Meningkatkan jaminan Food Safety Pembenahan & “pembersihan” unit pengolahan (produksi) Mencegah kehilangan konsumen / menurunnya pasien Meningkatkan kepercayaan konsumen / pasien Mencegah pemborosan biaya
 Mencegah kehilangan konsumen / menurunnya pasien. Meningkatkan kepercayaan konsumen / pasien. Mencegah pemborosan biaya.")
12
7 Prinsip HACCP Analisa Bahaya Penentuan titik-titik kritis
Penetapan batas kritis Menetapkan prosedur monitoring Menetapkan tindakan koreksi Menetapkan prosedur verifikasi Mengembangkan sistem rekaman

13
12 TAHAP APLIKASI HACCP

14
12 TAHAP APLIKASI HACCP

15
Tahap 1: Menyusun Tim HACCP
Sasaran: Keputusan Tim Keputusan Manajemen TIM MULTI DISIPLINER ( >1 orang) TERLATIH HACCP DARI BAGIAN ATAU DEPARTEMEN YANG BERLAINAN BISA MENGGUNAKAN BANTUAN TENAGA AHLI (trade and Industry Association, Independence expert, regulatory authorities)
 TERLATIH HACCP. DARI BAGIAN ATAU DEPARTEMEN YANG BERLAINAN. BISA MENGGUNAKAN BANTUAN TENAGA AHLI (trade and Industry Association, Independence expert, regulatory authorities)")
16
Tahap 2: DESKRIPSI PRODUK
Kategori Proses Nama produk Komposisi Physical/chemical structure (including Aw, pH etc) Microcidal/static treatment (heat treatment, freezing, brining, smoking, etc) Tujuan dan cara penggunaan Kemasan Masa Simpan dan storage condition Method of distribution Label Instruksi apa yang diperlukan Cara penanganan Standar SNI Persyaratan pelanggan Persyaratan yang direncanakan Bisnis multiple products: dapat mengelompokkan produk berdasar karekteristik sejenis (catering operations)
 Microcidal/static treatment (heat treatment, freezing, brining, smoking, etc) Tujuan dan cara penggunaan. Kemasan. Masa Simpan dan storage condition. Method of distribution. Label Instruksi apa yang diperlukan. Cara penanganan. Standar SNI. Persyaratan pelanggan. Persyaratan yang direncanakan. Bisnis multiple products: dapat mengelompokkan produk berdasar karekteristik sejenis (catering operations)")
17
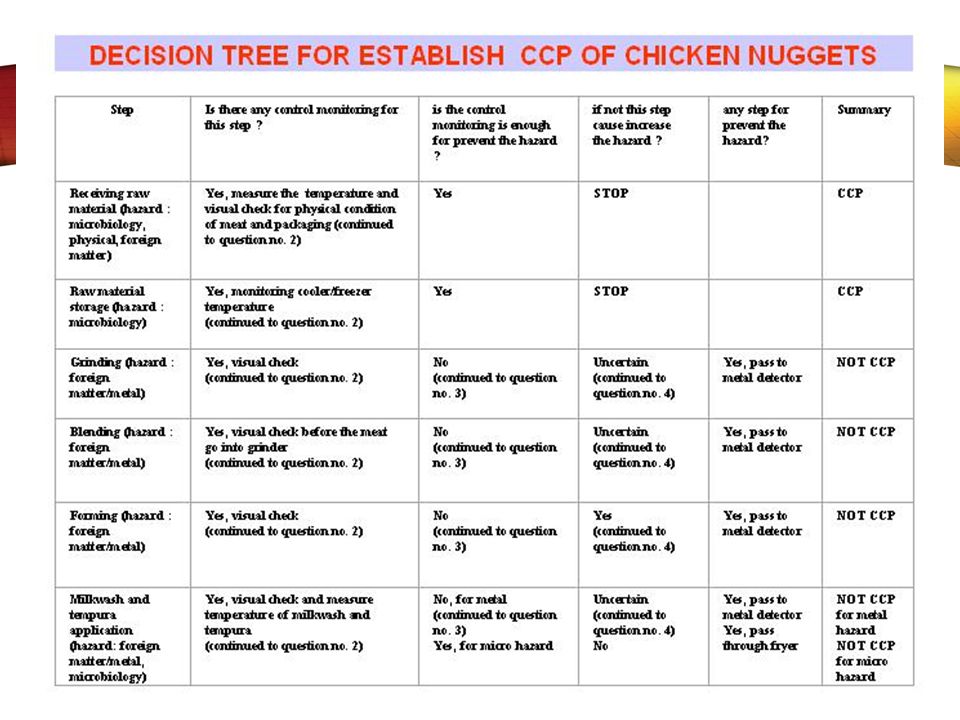
Example for Product’s Description
Description of product Batter / breadered chicken portions are packaged into polyethylene bags and shipped in corrugated box, 15 bags per master box and 51 pieces per bag. Product shelf life is 90 days if kept < 0oF or < -18oC. After shipment to a distribution centre, the product is delivered to. This product is kept frozen with temperature < 0oF or < -18oC until 3 weeks. Nuggets are cooked by deep frying on palm oil at 360oF 5 minutes 15 seconds to reach internal temperature at least 165oF. It is served as Chicken McNuggets with special sauce and has a 30 minutes holding time.

18
Tahap 3: Identifikasi Pengguna Produk
Identifikasi pengguna produk yang ditujukan, konsumen sasarannya dengan referensi populasi yang peka (sensitif). Sebutkan apakah produk ditujukan untuk konsumsi umum atau apakah dipasarkan untuk kelompok populasi yang peka. Lima kelompok populasi yang peka : • Manula; • Bayi; • Wanita hamil; • Orang sakit; • Orang dengan daya tahan terbatas ( immunocompromised)
. Sebutkan apakah produk ditujukan untuk konsumsi umum atau apakah dipasarkan untuk kelompok populasi yang peka. Lima kelompok populasi yang peka : • Manula; • Bayi; • Wanita hamil; • Orang sakit; • Orang dengan daya tahan terbatas. ( immunocompromised)")
19
Tahap 4: MENYUSUN DIAGRAM ALIR
Seharusnya disiapkan oleh tim HACCP Dibuat untuk setiap spesifik produk, Meliputi semua langkah dalam proses, Satu diagram alir dapat digunakan untuk beberapa item dengan kategori proses sejenis Memungkinkan analisa bahaya pada setiap langkah, Dapat menggunakan simbol dan nomor.

20
SIMBOL-SIMBOL UMUM

21
Contoh Diagram Alir Pross Produksi
Penerimaan BB gula Penerimaan BB susu penyimpanan penimbangan susu penimbangan mixing gula pembotolan Distribusi pasteurisasi Pengepakan dalam karton

22
Tahap 5: Verifikasi Diagram Alir Ditempat
• Dikonfirmasi oleh personel yang mempunyai pengetahuan tentang proses produksi • Tim HACCP harus mengkonfirmasi operasi pengolahan terhadap diagram alir selama seluruh tahap dan jam-jam operasi dan mengubah diagram alir bilamana diperlukan • Diagram alir proses yang harus divalidasi : – Mengamati aliran proses – Kegiatan pengambilan sampel – Wawancara – Operasi rutin/non-rutin

23
Apa yang DiVERIVIKASI? Diperiksa di tempat produksi dan ditelusuri secara berurutan. Akurasi Kelengkapan Pengelompokan kategori

24
TAHAP 6 – PRINSIP 1 ANALISIS BAHAYA
Mengidentifikasikan semua potensi-potensi bahaya Identifikasi penyebab Menilai tingkat keakutan (risk) Determinasi peluang kejadiannya (severity) Menetapkan signifikansinya Menentukan tindakan-tindakan yang diperlukan untuk mencegah bahaya yang signifikan
 Determinasi peluang kejadiannya (severity) Menetapkan signifikansinya. Menentukan tindakan-tindakan yang diperlukan untuk mencegah bahaya yang signifikan.")
26
Identifikasi Bahaya Titik Perhatian Bahaya: Mikrobiologi Kimia Fisik
Allergen Nutrisional

27
Microbiological Hazards ( Bahaya Mikrobiologi )
Bakteri : Coliform, Virus : Virus Influenza Mould / Yeast : Candida Non Pathogenik Mikrobia yang tidak menyebabkan penyakit contoh : Lactobacillus bulgaricus Pathogenik Mikrobia yang menyebabkan penyakit contoh : Eschericia coli Salmonella thypii Stapylococcus aureus TPC ? Coliform ? Mould /Yeast ?

28
Microbiological Hazards ( Bahaya Mikrobiologi )
Parah Cukup mematikan C. botulinum E. coli 0157:H7 Salmonella typhi Hepatitis A Sedang Langsung menyebar luas Salmonella spp Shigella spp E. coli pathogen (enterotoxigenic) Ringan Tidak langsung Coliform Merupakan indicator: yang menunjukkan adanya pencemaran , yang merupakan sumber Salmonella spp dan E. coli pathogen
 Ringan. Tidak langsung. Coliform. Merupakan indicator: yang menunjukkan adanya pencemaran , yang merupakan sumber Salmonella spp dan E. coli pathogen.")
29
Chemical Hazard ( Bahaya Kimiawi )
Tiga Jenis Zat Kimia yang berbahaya : Zat Kimia yang penggunaanya terkendali ( nitrit, fosfat ): - Ada ketentuan minimum dan maksimumnya - Tercantum pada label dan harus zat kimia yang diijinkan Zat Pembersih, Sanitasi, Pelumas - Hanya zat yang diijinkan dan boleh dipakai - Dilaksanakan oleh orang yang terlatih - Pelumas Food Grade - Pembilasan yang kurang sempurna berakibat pada pencemaran produk
: - Ada ketentuan minimum dan maksimumnya. - Tercantum pada label dan harus zat kimia yang diijinkan. Zat Pembersih, Sanitasi, Pelumas. - Hanya zat yang diijinkan dan boleh dipakai. - Dilaksanakan oleh orang yang terlatih. - Pelumas Food Grade. - Pembilasan yang kurang sempurna berakibat pada pencemaran produk.")
30
Zat yang digunakan secara Insidentil - Terbawa oleh bahan mentah
Bahaya Kimiawi Zat yang digunakan secara Insidentil - Terbawa oleh bahan mentah - Antibiotik, hormon pertumbuhan, pestisida

31
Contoh Bahaya Kimiawi :
Racun Alami : Racun Jamur, misalnya Aflatoxin Logam Berat : Pb, Cu, Hg, Cd, As, Zn Sisa Obat : Tetracylines, Sulfonamides Sisa Zat Sanitasi : Chlorine, Iodophors Sisa Pestisida : Obat pembasmi hama Zat –zat allergen : Vetsin/ MSG, Histamin Food additives : Antioksidan /BHA, Pewarna Makanan Akibat Kebocoran : Bahan Pelumas, Boiler Additives

32
Physical Hazard ( Bahaya Fisik )
Metal : Serpihan bagian mesin / peralatan Kaca : Pecahan bola lampu, thermometer Serangga dan Tikus Kotoran / sampah : tanah, debu, kertas Potongan kayu: serpihan pallet Plastik : bulu sikat, potongan bahan pengemasan Barang pribadi : cincin, kancing baju, kalung, rambut, kuku

33
TAHAP 6 – PRINSIP 1 IDENTIFIKASI BAHAYA
Spesifikasi Standar (SNI, CAC, ISO, dll) Persyaratan regulasi (Depkes, Deptan, FDA, POM) Persyaratan pelanggan Pengalaman Perusahaan Literatur
 Persyaratan regulasi (Depkes, Deptan, FDA, POM) Persyaratan pelanggan. Pengalaman Perusahaan. Literatur.")
34
TAHAP 6 – PRINSIP 1 IDENTIFIKASI BAHAYA
Kontaminasi : Pekerja, Bahan lain, lingkungan, metode penanganan. Tumbuh dan berkembang dari produk: pertumbuhan bakteri, reaksi kimia.

35
TAHAP 6 – PRINSIP 1 IDENTIFIKASI BAHAYA
Tingkat keseriusan bahaya (Severity) keseriusan bahaya dapat ditetapkan dengan melihat dampaknya terhadap kesehatan konsumen, dan juga dampak terhadap reputasi bisnis keseriusan bahaya juga dapat dinilai : rendah, sedang atau tinggi
 keseriusan bahaya dapat ditetapkan dengan melihat dampaknya terhadap kesehatan konsumen, dan juga dampak terhadap reputasi bisnis. keseriusan bahaya juga dapat dinilai : rendah, sedang atau tinggi.")
36
TAHAP 6 – PRINSIP 1 IDENTIFIKASI BAHAYA
Tingkat keseriusan bahaya (Severity)
")
37
TAHAP 6 – PRINSIP 1 IDENTIFIKASI BAHAYA
Pengujian Resiko Definisi : peluang kemungkinan suatu bahaya akan terjadi Dalam keamanan pangan makanan ditetapkan berdasarkan kategori risiko Pendekatan yang sederhana adalah dengan mengelompokkan produk menjadi suatu kategori risiko : tinggi, sedang (medium) atau rendah Suatu alternatif adalah dengan membuat matriks risiko berdasarkan pada suatu kisaran faktor Suatu pendekatan yang sederhana pada kategorisasi risiko makanan disajikan berikut ini
 atau rendah. Suatu alternatif adalah dengan membuat matriks risiko berdasarkan pada suatu kisaran faktor. Suatu pendekatan yang sederhana pada kategorisasi risiko makanan disajikan berikut ini.")
38
TAHAP 6 – PRINSIP 1 IDENTIFIKASI BAHAYA

39
TAHAP 6 – PRINSIP 1 IDENTIFIKASI BAHAYA

40
TAHAP 6 – PRINSIP 1 IDENTIFIKASI BAHAYA
Matriks pengujian risiko High Risk LIKELY Low Risk Low Hazard Severity High Hazard Severity Significant: ≥ SEVERITY

41
TABEL : ANALISA BAHAYA

42
TINDAKAN PENCEGAHAN Adalah kegiatan untuk mencegah, menghilangkan atau mengurangi bahaya samapai ke tingkat yang dapat diterima Tindakan pencegahan berkaitan dengan sumber bahaya dan tingkat teknologi yang cukup untuk mencapai tujuan tersebut

43
Contoh-contoh tindakan pencegahan
Pelatihan karyawan Terdapat CoA/CoQ/CoC Menggunakan pemasok yang bersertifikat HACCP Kontrol suhu secara periodik Sediakan tempat mencuci tangan bagi karyawan

44
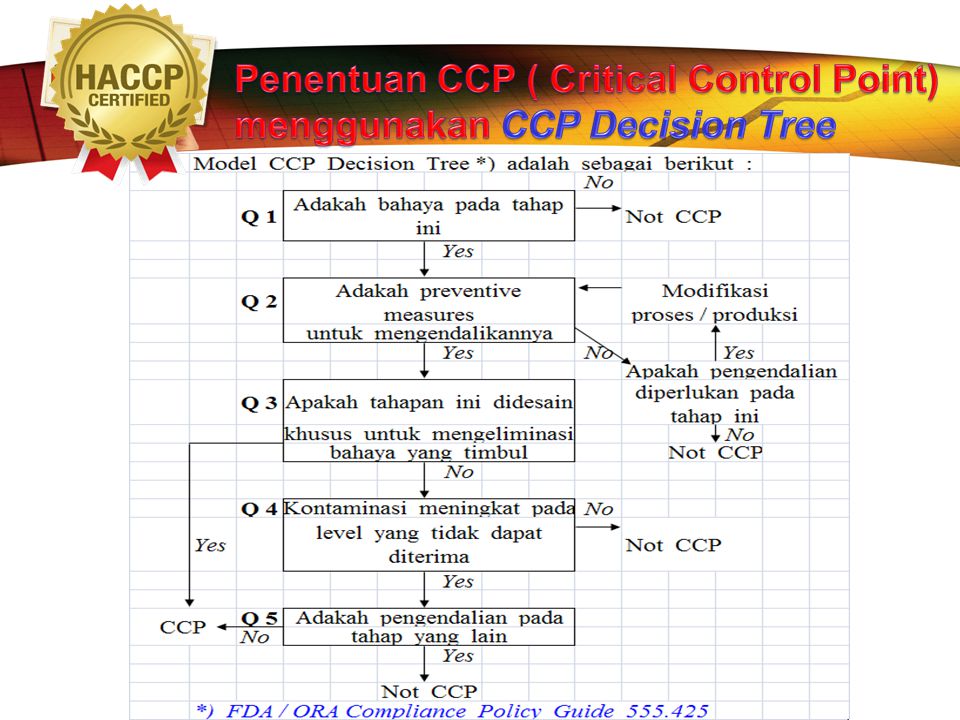
TAHAP 7 – PRINSIP 2 PENETAPAN TITIK KENDALI KRITIS (CCP)
")
46
Matriks Diagram Keputusan

48
PENETAPAN BATAS KRITIS(CONTROL LIMIT)
TAHAP TAHAP 8 – PRINSIP 3 PENETAPAN BATAS KRITIS(CONTROL LIMIT) BATAS KRITIS : Batas kritis : satu atau lebih toleransi yang harus dipenuhi untuk menjamin bahwa suatu CCP secara efektif mengendalikan bahaya mikrobiologis, kimia dan fisik Semua faktor yang terkait dengan keamanan harus diidentifikasi Tingkat dimana setiap faktor menjadi batas aman dan tidak aman Batas kritis Memisahkan kondisi yang dapat diterima dan yang tidak; Harus spesifik dan jelas: Batas maksimum, minimum atau keduanya; Harus berkaitan dengan tindakan pengendalian dan mudah dipantau
 BATAS KRITIS : Batas kritis : satu atau lebih toleransi yang harus dipenuhi untuk menjamin bahwa suatu CCP secara efektif mengendalikan bahaya mikrobiologis, kimia dan fisik. Semua faktor yang terkait dengan keamanan harus diidentifikasi. Tingkat dimana setiap faktor menjadi batas aman dan tidak aman Batas kritis. Memisahkan kondisi yang dapat diterima dan yang tidak; Harus spesifik dan jelas: Batas maksimum, minimum atau keduanya; Harus berkaitan dengan tindakan pengendalian dan mudah dipantau.")
49
Apabila HACCP disusun oleh tenaga ahli
TAHAP TAHAP 8 – PRINSIP 3 PENETAPAN BATAS KRITIS(CONTROL LIMIT) Apabila HACCP disusun oleh tenaga ahli • Perusahaan harus memastikan bahwa CL dapat diaplikasikan pada operasi, produk atau kelompok produk secara spesifik • Terukur
 Apabila HACCP disusun oleh tenaga ahli. • Perusahaan harus memastikan bahwa CL dapat diaplikasikan pada operasi, produk atau kelompok produk secara spesifik. • Terukur.")
50
Tipe-tipe CL (Critical Limit)
TAHAP TAHAP 8 – PRINSIP 3 PENETAPAN BATAS KRITIS(CONTROL LIMIT) Tipe-tipe CL (Critical Limit) • Chemical limits: pH, garam, aw, bahan allergens. Utk beberapa parameter dikonversikan pada cara pengukuran yang mudah dan cepat • Physical limits: metal, intact sieve, filth, benda asing dll. • Microbiological limits: dikonversikan dalam batas yang mudah dan cepat cara monitoringnya
 Tipe-tipe CL (Critical Limit) • Chemical limits: pH, garam, aw, bahan allergens. Utk beberapa parameter dikonversikan pada cara pengukuran yang mudah dan cepat. • Physical limits: metal, intact sieve, filth, benda asing dll. • Microbiological limits: dikonversikan dalam batas yang mudah dan cepat cara monitoringnya.")
51
CONTOH CONTROL LIMIT SUHU = 1O - 4O C PH = 6 - 7
TAHAP TAHAP 8 – PRINSIP 3 PENETAPAN BATAS KRITIS(CONTROL LIMIT) CONTOH CONTROL LIMIT SUHU = 1O - 4O C PH = 6 - 7 WAKTU = KURANG DARI 2 JAM CHLORINE = PPM BERAT = Kg SPESIFIKASI = - WARNA - UKURAN
 CONTOH CONTROL LIMIT. SUHU = 1O - 4O C. PH = WAKTU = KURANG DARI 2 JAM. CHLORINE = PPM. BERAT = Kg. SPESIFIKASI = - WARNA. - UKURAN.")
52
TAHAP 9 - PRINSIP 4. MONITORING BATAS KRITIS (CL) dari CCP Pengukuran/observasi terjadwal terhadap CL setiap CCP Prosedur monitoring harus bisa mendeteksi tidak terkendalinya CCP Monitoring seharusnya memberi informasi segera untuk dilakukan penyesuaian untuk mencegah terjadinya penyimpangan CL. Apabila ada tren

53
TAHAP 9 - PRINSIP 4. MONITORING BATAS KRITIS (CL) dari CCP MONITORING ...adalah aktivitas melaksanakan suatu urutan terencana observasi atau pengukuran suatu parameter untuk mengetahui apakah CCP terkendali

54
1H + 4W TAHAP 9 - PRINSIP 4. MONITORING BATAS KRITIS (CL) dari CCP
Komponen Sistem Monitoring 1H + 4W • Apa yang akan dimonitor, pengukuran atau observasi? • Dimana dilakukan monitoring? • Bagaimana cara memonitor, pengecekan dan/atau pengukuran? • Kapan akan dilakukan monitoring, pengecekan dan atau pengukuran? • Siapa yang akan melaksanakan monitoring, pengecekan dan atau pengukuran

55
Batas Kritis TAHAP 9 - PRINSIP 4.
MONITORING BATAS KRITIS (CL) dari CCP Apa yang akan di monitor? Batas Kritis • Pengukuran suhu cold storage, • Pengukuran waktu proses, • Pengukuran seam overlap pada kaleng, • Observasi sertifikat pemasok bahan baku, dll
 dari CCP. Apa yang akan di monitor Batas Kritis. • Pengukuran suhu cold storage, • Pengukuran waktu proses, • Pengukuran seam overlap pada kaleng, • Observasi sertifikat pemasok bahan baku, dll.")
56
MONITORING BATAS KRITIS (CL) dari CCP
TAHAP 9 - PRINSIP 4. MONITORING BATAS KRITIS (CL) dari CCP Bagaimana cara memonitor • Cepat • Tidak sulit/tidak merupakan analisa laboratorium, • Pengujian fisik atau sensori lebih diutamakan. • Alat-alat monitoring: thermometer, stop watch, jam, timbangan, pH meter, dll.
 dari CCP. Bagaimana cara memonitor. • Cepat. • Tidak sulit/tidak merupakan analisa laboratorium, • Pengujian fisik atau sensori lebih diutamakan. • Alat-alat monitoring: thermometer, stop watch, jam, timbangan, pH meter, dll.")
57
MONITORING BATAS KRITIS (CL) dari CCP
TAHAP 9 - PRINSIP 4. MONITORING BATAS KRITIS (CL) dari CCP Kapan dilakukan monitoring Monitoring terus menerus • Waktu/suhu suatu proses retort atau cold storage, • metal detector, • inspeksi manual untuk bahaya fisika 2. Monitoring tidak terus menerus •frekuensi harus cukup
 dari CCP. Kapan dilakukan monitoring. Monitoring terus menerus. • Waktu/suhu suatu proses retort atau cold storage, • metal detector, • inspeksi manual untuk bahaya fisika. 2. Monitoring tidak terus menerus. •frekuensi harus cukup.")
58
MONITORING BATAS KRITIS (CL) dari CCP
TAHAP 9 - PRINSIP 4. MONITORING BATAS KRITIS (CL) dari CCP Bagaimana menentukan frekuensi monitoring terus menerus • Seberapa jauh variasi data selama proses, semakin besar variasi frekuensi semakin dekat, • Seberapa dekat antara nilai normal dengan CL, semakin dekat nilai normal dengan CL semakin sering dilakukan monitoring.
 dari CCP. Bagaimana menentukan frekuensi monitoring terus menerus. • Seberapa jauh variasi data selama proses, semakin besar variasi frekuensi semakin dekat, • Seberapa dekat antara nilai normal dengan CL, semakin dekat nilai normal dengan CL semakin sering dilakukan monitoring.")
59
MONITORING BATAS KRITIS (CL) dari CCP
TAHAP 9 - PRINSIP 4. MONITORING BATAS KRITIS (CL) dari CCP Siapa yang akan memonitor • Line worker/ Operator peralatan/ Personel pemeliharaan/ Personil QC/ Supervisor • Semua rekaman dan dokumen harus ditandatangani oleh personil monitoring dan petugas yang mereview • Data dari monitoring harus di evaluasi oleh personil yang sesuai dengan pengetahuan dan kewenangan utk melakukan tindakan koreksi.
 dari CCP. Siapa yang akan memonitor. • Line worker/ Operator peralatan/ Personel pemeliharaan/ Personil QC/ Supervisor. • Semua rekaman dan dokumen harus ditandatangani oleh personil monitoring dan petugas yang mereview. • Data dari monitoring harus di evaluasi oleh personil yang sesuai dengan pengetahuan dan kewenangan utk melakukan tindakan koreksi.")
60
Pengembangan Prosedur Tindakan Koreksi (Corrective Action/CA)
TAHAP 10 - PRINSIP 5. Pengembangan Prosedur Tindakan Koreksi (Corrective Action/CA) Apa itu? ... adalah tindakan yang diambil ketika hasil dari monitoring pada CCP terdapat deviasi yang mengindikasikan CCP tidak terkendali.
 Apa itu ... adalah tindakan yang diambil ketika hasil dari monitoring pada CCP terdapat deviasi yang mengindikasikan CCP tidak terkendali.")
61
Pengembangan Prosedur Tindakan Koreksi (Corrective Action/CA)
TAHAP 10 - PRINSIP 5. Pengembangan Prosedur Tindakan Koreksi (Corrective Action/CA) Tujuan menjamin eliminasi potensi bahaya, mempunyai rencana pasti tindakan pada setiap CCP, tindakan koreksi diperlukan untuk mengendalikan proses
 Tujuan. menjamin eliminasi potensi bahaya, mempunyai rencana pasti tindakan pada setiap CCP, tindakan koreksi diperlukan untuk mengendalikan proses.")
62
Pengembangan Prosedur Tindakan Koreksi (Corrective Action/CA)
TAHAP 10 - PRINSIP 5. Pengembangan Prosedur Tindakan Koreksi (Corrective Action/CA) Tindakan Koreksi harus dalam perencanaan HACCP, harus tetap dalam arsip sampai batas daya tahan produk dilakukan bila terjadi deviasi pada CL meliputi yang dilakukan thd produk yang terkena rekaman pemantauan dapat juga menunjukan CA yang diambil
 Tindakan Koreksi. harus dalam perencanaan HACCP, harus tetap dalam arsip sampai batas daya tahan produk. dilakukan bila terjadi deviasi pada CL. meliputi yang dilakukan thd produk yang terkena. rekaman pemantauan dapat juga menunjukan CA yang diambil.")
63
Rencana Tindakan Koreksi (CA) harus mencakup:
TAHAP 10 - PRINSIP 5. Pengembangan Prosedur Tindakan Koreksi (Corrective Action/CA) Rencana Tindakan Koreksi (CA) harus mencakup: • CA spesifik tiap CCP, • Siapa yang bertanggung jawab melaksanakan CA, • Tindakan apa yang akan dilakukan, • Bagaimana pencatatan/rekaman CA dan disposisi dilakukan dan disimpan.
 Rencana Tindakan Koreksi (CA) harus mencakup: • CA spesifik tiap CCP, • Siapa yang bertanggung jawab melaksanakan CA, • Tindakan apa yang akan dilakukan, • Bagaimana pencatatan/rekaman CA dan disposisi dilakukan dan disimpan.")
64
Dua level Tindakan koreksi (CA)
TAHAP 10 - PRINSIP 5. Pengembangan Prosedur Tindakan Koreksi (Corrective Action/CA) Dua level Tindakan koreksi (CA) 1. CA untuk hasil monitoring mempunyai trend keluar dari CL, 2. CA untuk hasil monitoring melampaui batas kritis.
 Dua level Tindakan koreksi (CA) 1. CA untuk hasil monitoring mempunyai trend keluar dari CL, 2. CA untuk hasil monitoring melampaui batas kritis.")
65
Disposisi produk tidak sesuai
TAHAP 10 - PRINSIP 5. Pengembangan Prosedur Tindakan Koreksi (Corrective Action/CA) Disposisi produk tidak sesuai 1. Tahan produk 2. Determinasi apakah produk membawa efek bahaya keamanan produk: – Berdasarkan evaluasi tenaga ahli, – berdasarkan pengujian fisika, kimia, mikrobiologi 3. Disposisikan produk: – Reproses menjadi produk baru, – Diproses menjadi produk lain yang kurang sensitif, – Musnahkan produk tidak sesuai, – Dilepas
 Disposisi produk tidak sesuai. 1. Tahan produk. 2. Determinasi apakah produk membawa efek. bahaya keamanan produk: – Berdasarkan evaluasi tenaga ahli, – berdasarkan pengujian fisika, kimia, mikrobiologi. 3. Disposisikan produk: – Reproses menjadi produk baru, – Diproses menjadi produk lain yang kurang sensitif, – Musnahkan produk tidak sesuai, – Dilepas.")
66
Informasi Rekaman Tindakan Koreksi (CA):
TAHAP 10 - PRINSIP 5. Pengembangan Prosedur Tindakan Koreksi (Corrective Action/CA) Informasi Rekaman Tindakan Koreksi (CA): • Informasi produk (diskripsi produk, jumlah produk yang ditahan), • Diskripsi deviasi, • CA yang diambil dan disposisi, • Personil yang melakukan CA, • Hasil evaluasi (bila diperlukan).
 Informasi Rekaman Tindakan Koreksi (CA): • Informasi produk (diskripsi produk, jumlah produk yang ditahan), • Diskripsi deviasi, • CA yang diambil dan disposisi, • Personil yang melakukan CA, • Hasil evaluasi (bila diperlukan).")
67
CONTOH : TAHAP 10 - PRINSIP 5. Pengembangan Prosedur Tindakan
Koreksi (Corrective Action/CA) CONTOH : Pada CL suhu chilling: 0-4oC terlampaui Tindakan Koreksi: Hold check/evaluasi produk • Release • Reject • Rework • Disposisi ke produk lain
 CONTOH : Pada CL suhu chilling: 0-4oC terlampaui. Tindakan Koreksi: Hold check/evaluasi produk. • Release. • Reject. • Rework. • Disposisi ke produk lain.")
68
TAHAP 11 – PRINSIP 6 PROSEDUR VERIFIKASI Apa itu Verifikasi ?
• adalah metode, prosedur, dan pengujian-pengujian yang digunakan untuk mengembalikan suatu proses kerja/sistem normal sesuai sistem atau proses yang ditetapkan 1. Verifikasi pada CCP ditujukan untuk mengembalikan sistem pada CCP berjalan normal kembali 2. Verifikasi Sistem HACCP pada suatu unit usaha adalah valid dan sesuai dengan persyaratan.

69
TAHAP 11 – PRINSIP 6 PROSEDUR VERIFIKASI Verifikasi pada CCP
Melakukan perbaikan sistem/sarana kembali normal Verifikasi spesifik tiap CCP, Siapa yang bertanggung jawab melaksanakan verifikasi: Harus dilakukan oleh orang yang bukan pelaksana monitoring dan tindakan koreksi Langkah apa yang akan dilakukan, Bagaimana pencatatan/rekaman .

70
Pengembangan Rekaman dan dokumentasi
TAHAP12 - PRINSIP 7 Pengembangan Rekaman dan dokumentasi • Rekaman: – Rekaman Monitoring CCP – Rekaman Deviasi dan Tindakan Koreksi – Rekaman Verifikasi (CCP dan sistem) – Modifikasi HACCP Plan • Dokumentasi: – SSOP & RKJM – Hazard analysis – CCP determination – CL determination
 – Modifikasi HACCP Plan. • Dokumentasi: – SSOP & RKJM. – Hazard analysis. – CCP determination. – CL determination.")
71
Dokumen HACCP Plan/RKJM + SOP
• Kebijakan mutu • Organisasi dan team HACCP Training • Identitas unit usaha dan bidang kegiatan • Diskripsi produk • Persyaratan dasar • Diagram alur proses • Analisa bahaya • Lembar kerja pengendalian mutu • Sistem penyimpanan catatan • Prosedur verifikasi • Prosedur pengaduan konsumen • Prosedur recall • Perubahan Dokumen/Revisi/Amandemen • SOP-SOP

72
Sekian kasih terima RISKA RIAN FAUZIAH

Presentasi serupa


 INDUSTRI MAKANAN, HASIL LAUT DAN PERIKANAN Direktorat Jenderal Industri Agro.>")




>")
>")











