Upload presentasi
Presentasi sedang didownload. Silahkan tunggu

1
PENGENDALIAN KUALITAS
JURUSAN TEKNIK INDUSTRI UNIVERSITAS GUNADARMA JAKARTA

2
SEJARAH KUALITAS REVOLUSI INDUSTRI Quality : - kepemimpinan - komitmen Quality : - performance - kebanggaan WALTER A SHEWHART Pionir Penggunaan teknik statistik

3
Quality : - objectif ~ performance - subjectif ~ konsumen simultan Quality : ongkos pemeriksaan ongkos penolakan keuntungan ( jumlah produksi ) keseragaman kualitas sebaran toleransi
 keseragaman kualitas. sebaran toleransi.")
4
Konsep PDCA W EDWARDS DEMING Mengaitkan : kepuasan konsumen SQC “respect” terhadap SDM ~ skill

5
RANTAI REAKSI DEMING Q Biaya : - pekerjaan diulang - keterlambatan - penggunaan mesin Produktivitas Pangsa pasar ( Q , Price ) Stay in business Jobs opportunity
 Stay in business. Jobs opportunity ")
6
JOSEPH M JURAN TRILOGI : Q planning Q control Q improvement Q planning : menentukan konsumen menentukan kebutuhan konsumen mengembangkan produk = f (kebutuhan) mengembangkan proses = f ( produk)
 mengembangkan proses = f ( produk)")
7
Q control : evaluasi produk membandingkan dengan tujuan perbaikan Q improvement infrastruktur melihat kemajuan yang dicapai motivasi tim

8
PHILIP B CROSBY Manajemen kualitas : uncertainty awakening enlightment wisdom certainty 4 filosofi : Q ~ kebutuhan Q ~ pencegahan

9
“zero defect” pengukuran kualitas ketidaksamaan kebutuhan ARMAND V FEIGENBAUM Tujuan industri ~ persaingan produk/jasa berkualitas economical cost (desain, produksi, market) kebutuhan konsumen berubah
 kebutuhan konsumen berubah.")
10
TQC Sistem efektif untuk integrasi usaha Q development, Q maintenance dan Q improvement Memasukkan “pendekatan sistem” dalam kajian kualitas ~ KESATUAN ANTAR BAGIAN KAORU ISHIKAWA Mengubah “image” produk Jepang ( murah dan cepat rusak)
")
11
Orang Jepang : - pekerja keras - tidak cepat putus asa - saling menolong - rasa kebangsaan tinggi faktor pembeda dengan QC barat : - partisipasi seluruh anggota - pendidikan dan latihan aktif - QC circle aktif dan QC audit - penggunaan SQC - diterima secara nasional

12
GENICHI TAGUCHI Memasukkan faktor engineering untuk menurunkan gangguan proses sehingga dapat meningkatkan keuntungan SHIGEO SINGO “ zero defect”

13
action Check and feedback cause defects Error, check, action

14
PENGGUNAAN 7 OLD TOOLS : (KAORU ISHIKAWA) check sheet, histogram, cause - effect diagram, scaterred diagram, stratification, pareto diagram, Control chart

15
SAMURAI WITH SEVEN PORTABLE WEAPONS

16
7 Hoyo (Hood) Kabuto (Helmet) Gusoku (armor) Tachi (long sword)
Yumi (bow) Katana (sword) 7 Ya (arrow)
 Katana (sword) 7. Ya (arrow)")
17
CHECK SHEET Fungsi Menyajikan data yang berhubungan dgn :
Distribusi proses produksi Defective item Defective location Defective cause Check up confirmation

18
CHECK SHEET Plant : Dept. : Inspector : Lot No. : Date : Product :
Usage : Dept : Specification : Inspector : Inspection number : Lot No. : Lot Size : Supplier : Measurement unit : Weight (g) Tally Frequency Total
 Tally. Frequency. Total.")
19
HISTOGRAM 1. Guna : menyajikan data secara visual sehingga lebih mudah dilihat oleh pelaksanan 2. Mekanisme : Kumpulkan data pengamatan (N) data : minimum rumus statistik tentukan Pilih harga maksimum & minimum Susun data dalam baris & kolom Pilih angka max. Tiap baris Pilih angka min. tiap baris Tentukan max & min dari keseluruhan Hitung range ( R ) = max min Tentukan jumlah kelas ( K ) K = f(R) = log R Atau K = atau K = 10 ~ tentukan
 data : minimum rumus statistik. tentukan. Pilih harga maksimum & minimum. Susun data dalam baris & kolom. Pilih angka max. Tiap baris. Pilih angka min. tiap baris. Tentukan max & min dari keseluruhan. Hitung range ( R ) = max min. Tentukan jumlah kelas ( K ) K = f(R) = log R. Atau. K = atau. K = 10 ~ tentukan.")
20
Tentukan kelas interval ( KI) KI = R/K
Tentukan batas bawah KI terendah BB = min – KI/2 Tentukan BB, batas atas dan setiap nilai kelas 8. Kelompok data setiap kelas = f(data) nyatakan “tally – mark” Hitung f ( frekwensi ) X (minus, 0, plus) Hitung rata-rata & tandar deviasi KI K ? NT max min
 nyatakan tally – mark Hitung f ( frekwensi ) X (minus, 0, plus) Hitung rata-rata & tandar deviasi. KI. K NT. max. min.")
21
Gambarkan histogram dari data berikut ini :
10 12 11.5 11 13.5 17 16 15 14 13 9 10.5 9.5 14.5 18 19 12.5 min max Data R = max min = 19 9 (19 – 9 = 10) K = = 50/7 7,…. 8 ~ 10 KI = R/K = 10/7 = 13/7 ~ 1 BB = 9 – 1.5/2 = ~ 8.5 BA = dst untuk setiap kelas. ~ 9.5
 K = = 50/7 7,…. 8 ~ 10. KI = R/K = 10/7 = 13/7 1.5 ~ 1. BB = 9 – 1.5/2 = 8.25 ~ 8.5. BA = 8.25 dst untuk setiap kelas. ~ 9.5.")
22
Batas Kelas NT Tallies 8.25 20.25 5 11 2 1 17 10 10 f
8.25 – 9.75 9 II 2 9.75 – 11.25 10.5 IIII IIII 10 11.25 – 12.75 12 …… 17 12.75 – 14.25 13.5 …… 11 14.25 – 15.75 15 …… 5 15.75 – 17.25 16,5 …… 2 17.25 – 18.75 18 …… 2 18.75 – 20.25 19.5 …… 1 50 8.25 20.25 5 11 2 1 17 10 10 f = , SD = 2.31

23
DIAGRAM PARETO ~ Petunjuk hierarki kepentingan persoalan cacat produk
~ Mekanisme Buat klasifikasi cacat Tentukan absis~ordinat Buat diagram % jumlah cacat a b c d e Kumulatif % cacat ~ manfaat membuat orang mau bekerja sama dampak perbaikan besar identifikasi tujuan terpilih

24
Per cent of Compodition
Pareto Diagram Catatan produk cacat Date : Jumlah yang diinspeksi N = 2160 Defective Item Number of Defectives Per cent Defective Per cent of Compodition Head defective (Hd) 99 4.6 % 47.4 % Material defectives (Md) 13 0.6 % 6.2 % Bolt defectives (Bd) 52 2.4 % 24.9 % Corner defectives (Cd) 9 0.4 % 4.3 % Length defectives (Ld) 36 1.7 % 17.2 % 209 9.7 % 99.9 % (jumlah) 200 100 (%) 75 Jumlah cacat 100 50 25 Hd Bd Ld Md Cd
 % 47.4 % Material defectives (Md) % 6.2 % Bolt defectives (Bd) % 24.9 % Corner defectives (Cd) % 4.3 % Length defectives (Ld) % 17.2 % % 99.9 % (jumlah) (%) 75. Jumlah cacat Hd Bd Ld Md Cd.")
25
C.E. DIAGRAM ~ MANFAAT : mengarahkan diskusi faktor sebab dominan
petunjuk pengumpulan dan pencatatan data menunjukkan kemampuan pekerja Menggambarkan hubungan sebab~akibat ~ GUNA menganalisa kondisi aktual perbaikan mutu efisiensi sumber daya biaya eliminasi kondisi ~ cacat / keluhan konsumen standarisasi

26
TAHAPAN Kelompok analisa masalah Anak panah “tulang” penyebab sebelah kanan masalah mutu Identifikasi evaluasi

27
CONTOH “ Sangat sulit mengontrol kualitas pada saat proses berlangsung karena banyak sekali faktor yang mempengaruhi kualitas dan faktor-faktor tersebut saling terkait ” IDE Cari hubungan antar faktordengan cara mencari hubungan sebab akibatnya dengan tanda panah sbb : Moisture content (m) Steam pressure (P) Reaction Liquid temperature (t) Yield (y) Yield (y) dipengaruhi oleh moisture content ‘m’. The content ‘m’ dipengaruhi oleh reaction liquid temp. (t). The temperature ‘t’ dipengaruhi oleh steam pressure ‘P’.
 Steam pressure (P) Reaction Liquid temperature (t) Yield (y) Yield (y) dipengaruhi oleh moisture content ‘m’. The content ‘m’ dipengaruhi oleh reaction liquid temp. (t). The temperature ‘t’ dipengaruhi oleh steam pressure ‘P’.")
28
Cara membuat CE Diagram
Step 1. Tentukan karakteristik Step 2. Tuliskan pada sebelah kanan. Gambarkan panah dari arah kiri ke arah kanan. Step 3. Buatlah daftar semua faktor yang mempengaruhi karakteristik tersebut ( di lembar kertas lain) (Brain Storming) Step 4. Temukan hubungan sebab akibat antar faktor. (relation of perents-children). Ex. Temp. of solution effects reaction. Yield (y) Yield (y) Temp. of solution Crystalization hours Moisture content
 (Brain Storming) Step 4. Temukan hubungan sebab akibat antar faktor. (relation of perents-children). Ex. Temp. of solution effects reaction. Yield (y) Yield (y) Temp. of solution. Crystalization hours. Moisture content.")
29
Step 5. Tulis faktor utama yang menyebabkan terjadinya karakteristik tersebut. Biasanya per tahapan proses. Step 6. Pada setiap cabang tulis secara rinci faktor yang mempengaruhi terjadinya karakteristik tersebut. Raw material Raw material Raw material Raw material Yield (y) Catalyzer Transportation Moisture content Yield (y) Raw material Catalyzer Transportation Moisture content Temp. Steam Pressure
 Catalyzer. Transportation. Moisture content. Yield (y) Raw material. Catalyzer. Transportation. Moisture content. Temp. Steam Pressure.")
30
Step 7. Lanjutkan langkah 6 sampai semua sebab terjadinya karakteristik tersebut tergambar pada diagram Step 8. Lihat kembali dan tambahkan bila perlu faktor lain yang belum ada padadiagram

31
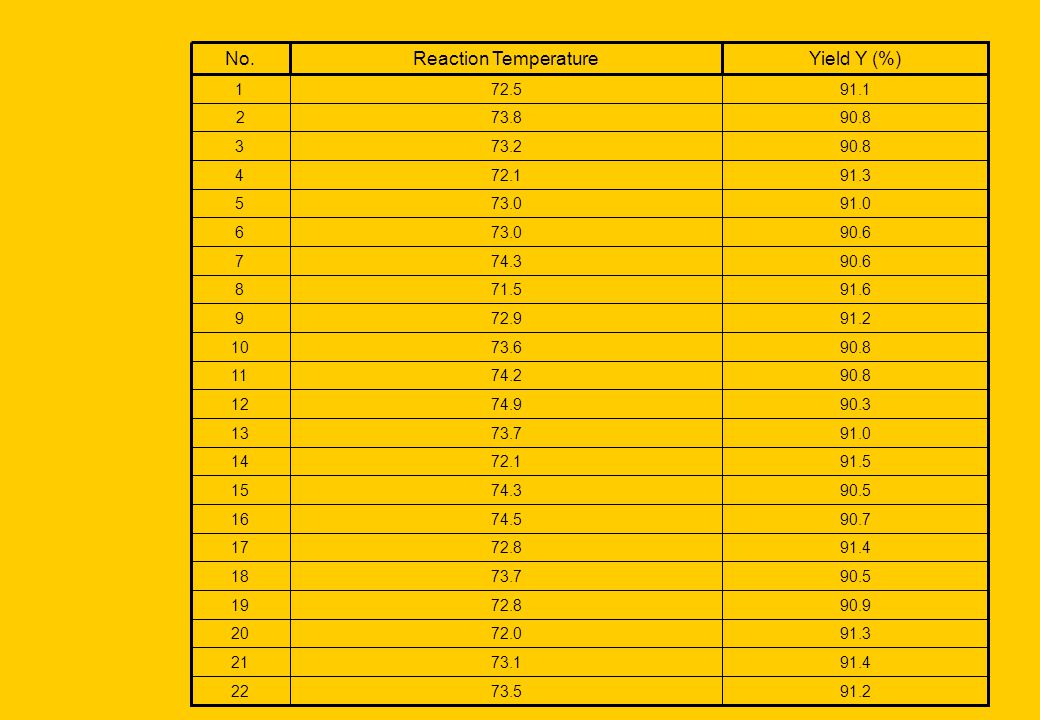
SCATTERED DIAGRAM Melihat hubungan antar faktor ~ MANFAAT :
mengarahkan diskusi faktor sebab dominan petunjuk pengumpulan dan pencatatan data menunjukkan kemampuan pekerja Melihat hubungan antar faktor

32
No. Reaction Temperature Yield Y (%) 1 72.5 91.1 2 73.8 90.8 3 73.2
4 72.1 91.3 5 73.0 91.0 6 73.0 90.6 7 74.3 90.6 8 71.5 91.6 9 72.9 91.2 10 73.6 90.8 11 74.2 90.8 12 74.9 90.3 13 73.7 91.0 14 72.1 91.5 15 74.3 90.5 16 74.5 90.7 17 72.8 91.4 18 73.7 90.5 19 72.8 90.9 20 72.0 91.3 21 73.1 91.4 22 73.5 91.2
33
LELUCON : Bagaimana bayi lahir ? Burung bangau yang
membawa bayi X X X X Population in Paris X X X The Number of Stork’s Nest in Paris

34
STRATIFIKASI ~ MANFAAT : mencari penyebab utama faktor kualitas
memisahkan data (kategorisasi) sesuai dengan kelompok datanya memudahkan pengambilan keputusan peta kontrol mempelajari secara menyeluruh masalah yang dihadapi
 sesuai dengan. kelompok datanya. memudahkan pengambilan keputusan peta kontrol. mempelajari secara menyeluruh masalah yang dihadapi.")
35
Mencari faktor penyebab utama
kategorisasi Stratifikasi Mencari faktor penyebab utama Ilustrasi : Mud stratum Sand stratum Stone stratum Rock

36
Contoh : analisa produk cacat distratifikasi berdasarkan penemuan operatornya.
Operators Production (in pieces) Defectives (Pieces) Defective Percentage Tanaka 75 20 26.7 % Sato 62 12 19.4 % Kohmo 63 8 12.7 % Total 200 40 20.0 % Statify the defectives by the material suppliers Suppliers Production (in pieces) Defectives (Pieces) Defective Percentage Asahi chemical Co. 124 26 21.0 % Yuhi Chemical Co 76 14 18.4 % Total 200 40 20.0 %
 Defectives (Pieces) Defective Percentage. Tanaka % Sato % Kohmo % Total % Statify the defectives by the material suppliers. Suppliers. Production (in pieces) Defectives (Pieces) Defective Percentage. Asahi chemical Co % Yuhi Chemical Co % Total %")
37
PETA KONTROL pH t ~ MANFAAT :
mengendalikan proses kecenderungan proses identifikasi kebutuhan konsumen pH t

38
GAFIK KENDALI Grafik yang dilengkapi garis-garis kendali
~garis kendali atas (UCL) ~garis pusat (CL) ~garis kendali bawah (LC) Grafik kendali X – R Grafik kendali P GRAFIK KENDALI ~ proses normal / tidak normal semua titik terkendali tidak ada bentuk ‘khas’ “RUN” “trend” “periodicity” “hugging of the control line
 ~garis pusat (CL) ~garis kendali bawah (LC) Grafik kendali X – R. Grafik kendali P. GRAFIK KENDALI ~ proses normal / tidak normal. semua titik terkendali. tidak ada bentuk ‘khas’ RUN trend periodicity hugging of the control line.")
39
PENGGUNAAN SEVEN NEW TOOLS: (MIZUNO DAN YOJI AKAO) - RELATION DIAGRAM - AFFINITY DIAGRAM - SYSTEMATIC DIAGRAM - MATRIX DIAGRAM - MATRIX DATA ANALYSIS - PROCESS DECISION PROGRAM CHART - ARROW DIAGRAM
 - RELATION DIAGRAM - AFFINITY DIAGRAM - SYSTEMATIC DIAGRAM - MATRIX DIAGRAM - MATRIX DATA ANALYSIS - PROCESS DECISION PROGRAM CHART - ARROW DIAGRAM")
40
KONSEP TQC : Q first consumer orientation
the next process is your customer using facts and data ( statistics) respect for humanity cross functional management
 respect for humanity. cross functional management.")
41
STATISTICAL PROCESS CONTROL (SPC)
Control chart (Peta kontrol): Metoda grafis untuk memonitor aktivitas dari suatu proses yang sedang berlangsung (Disebut juga ‘Peta Kontrol Shewart). Garis vertikal memuat karakteristik kualitas yang akan dimonitor Garis horizontal memuat sampel atau ukuran sampel (group) Garis sentral (center line) memuat nilai rata-rata dari karakteristik Garis batas atas (upper control limit) dan garis batas bawah (lower control limit) dibuat untuk membuat keputusan:
: Metoda grafis untuk memonitor aktivitas dari suatu proses yang sedang berlangsung (Disebut juga ‘Peta Kontrol Shewart). Garis vertikal memuat karakteristik kualitas yang akan dimonitor. Garis horizontal memuat sampel atau ukuran sampel (group) Garis sentral (center line) memuat nilai rata-rata dari karakteristik. Garis batas atas (upper control limit) dan garis batas bawah (lower control limit) dibuat untuk membuat keputusan:")
42
Rule 1: Suatu Proses diasumsikan keluar dari kontrol jika sebuah titik plot berada diluar batas kontrol atas dan kontrol bawah. Rule 2: Suatu proses diasumsikan akan keluar dari kontrol jika dari tiga t titik plot yang berurutan terdapat 2 titik plot berada di luar batas kontrol 2 (warning limit) pada sisi yang sama. Rule 3: Suatu proses diasuksikan akan keluar dari kontrol jika dari lima titik plot yang berurutan terdapat empat titik plot yang melewati batas kontrol 1 pada sisi yang sama. Rule 4: Suatu proses diasumsikan akan keluar dari kontrol jika delapan atau lebih titik plot yang berurutan berada di satu sisi dari center line. Rule 5: Suatu proses diasumsikan akan keluar dari kontrol jika delapan atau lebih titik plot yang berurutan berada di atas atau di bawah center line.
 pada sisi yang sama. Rule 3: Suatu proses diasuksikan akan keluar dari kontrol jika dari lima titik plot yang berurutan terdapat empat titik plot yang melewati batas kontrol 1 pada sisi yang sama. Rule 4: Suatu proses diasumsikan akan keluar dari kontrol jika delapan atau lebih titik plot yang berurutan berada di satu sisi dari center line. Rule 5: Suatu proses diasumsikan akan keluar dari kontrol jika delapan atau lebih titik plot yang berurutan berada di atas atau di bawah center line.")
43
Dasar Statistika Dalam Peta Kontrol
* Distribusi Normal * Populasi, sampel, mean, standar deviasi X bar = Σ Xi/√n xbar = /√n

44
θ merupakan karakter kualitas θ bar merupakan estimator θ
BATAS-BATAS KONTROL CL = E (θ bar) UCL = E (θ bar) + k SD (θ bar) LCL = E (θ bar) – k SD (θ bar) Dimana: θ merupakan karakter kualitas θ bar merupakan estimator θ SD = standar deviasi K = jumlah SD statistik sampel dari center line
 UCL = E (θ bar) + k SD (θ bar) LCL = E (θ bar) – k SD (θ bar) Dimana: θ merupakan karakter kualitas. θ bar merupakan estimator θ. SD = standar deviasi. K = jumlah SD statistik sampel dari center line.")
45
PETA KONTROL VARIABEL PETA X-Bar dan R-Bar
* Digunakan untuk memantau proses yang mempunyai karakteristik bersifat kontinyu (data variabel) berdasarkan rata-ratanya, dengan asumsi ukuran contoh (n) kecil. PETA X bar 3 CL = X double bar UCL = X double bar + A2 R bar LCL = X double bar – A2 R bar PETA R 3 CL = R bar UCL = D4. R bar LCL = D3. R bar
 berdasarkan rata-ratanya, dengan asumsi ukuran contoh (n) kecil. PETA X bar 3 CL = X double bar. UCL = X double bar + A2 R bar. LCL = X double bar – A2 R bar. PETA R 3 CL = R bar. UCL = D4. R bar. LCL = D3. R bar.")
46
PETA KONTROL X-Bar dan S
PETA KONTROL X-Bar dan S * Digunakan untuk memantau proses yang mempunyai karakteristik bersifat kontinyu (data variabel) berdasarkan rata-ratanya, dengan asumsi ukuran contoh (n) besar. PETA X Bar 3 CL = X double bar UCL = X double bar + A3 S bar LCL = X double bar – A3 S bar PETA S 3 CL = S bar UCL = B4 S bar LCL = B3 S bar
 berdasarkan rata-ratanya, dengan asumsi ukuran contoh (n) besar. PETA X Bar 3 CL = X double bar. UCL = X double bar + A3 S bar. LCL = X double bar – A3 S bar. PETA S 3 CL = S bar. UCL = B4 S bar. LCL = B3 S bar.")
47
PETA KONTROL X bar dan MR
* Digunakan untuk memantau proses yang mempunyai karakteristik bersifat kontinyu (data variabel) berdasarkan rata-ratanya, dengan asumsi ukuran contoh (n) = 1. PETA X bar 3 CL = X bar UCL = X bar + 2,66 MR bar LCL = X bar – 2,66 MR bar PETA MR 3 CL = MR bar UCL = D4 MR bar = 3,267 MR bar LCL = D3 MR bar = 0
 berdasarkan rata-ratanya, dengan asumsi ukuran contoh (n) = 1. PETA X bar 3 CL = X bar. UCL = X bar + 2,66 MR bar. LCL = X bar – 2,66 MR bar. PETA MR 3 CL = MR bar. UCL = D4 MR bar = 3,267 MR bar. LCL = D3 MR bar = 0.")
48
PETA KONTROL ATRIBUT PETA P 3
* Digunakan untuk mengukur proporsi ketidak sesuaian dari iyem-item dalam kelompok yang sedang diinspeksi, untuk n konstan atau berubah (variable). CL = P bar UCL = P bar + 3Sp LCL = P bar – 3 Sp Sp = √{P bar (100 – P bar) /n} ATAU Sp = √ {P bar (1 - P bar} /n}
. CL = P bar. UCL = P bar + 3Sp. LCL = P bar – 3 Sp. Sp = √{P bar (100 – P bar) /n} ATAU. Sp = √ {P bar (1 - P bar} /n}")
49
PETA np 3 * Digunakan untuk mengukur proporsi ketidak sesuaian dari iyem-item dalam kelompok yang sedang diinspeksi, untuk n konstan. CL = np bar UCL = np bar + 3Snp LCL = np bar – 3 Snp Sp = √ {np bar (1 - P bar)}
}")
50
PETA c * Digunakan untuk mengukur cacat terhadap spesifikasi-spesifikasi dari suatu item dengan ukuran contoh (n) yang konstan CL = c bar UCL = c bar + 3 Sc LCL = c bar – 3 Sc Sc = √c bar

51
PETA u * Digunakan untuk mengukur cacat terhadap spesifikasi-spesifikasi dari suatu item dengan ukuran contoh (n) > 1, baik konstan atau berubah (variable). CL = u bar UCL = u bar + 3 Su LCL = u bar – 3 Su Su = √u bar/n
 > 1, baik konstan atau berubah (variable). CL = u bar. UCL = u bar + 3 Su. LCL = u bar – 3 Su. Su = √u bar/n.")
52
ACCEPTANCE SAMPLING PLAN
MANFAAT SAMPLING: - Meminimasi kerugian, untuk inspeksi yang merusak - Lebih ekonomis untuk inspeksi dengan biaya tinggi, waktu yang lama dan sumberdaya yang terbatas - Dapat mengurangi kesalahan inspeksi oleh inspektor - Memperkuat motivasi untuk meningkatkan kualitas, karena setiap anggota lot/batch mungkin ditolak

53
KELEMAHAN SAMPLING Adanya resiko menolak lot-lot yang sebenarnya baik (the producer’s risk) atau menerima lot-lot yang sebenarnya jelek (the consumer’s risk). Berkurangnya informasi tentang produk secara keseluruhan. Seleksi dan pelaksanaan rencana sampling membutuhkan lebih banyak waktu dan usaha untuk perencanaan dan dokumentasi
 atau menerima lot-lot yang sebenarnya jelek (the consumer’s risk). Berkurangnya informasi tentang produk secara keseluruhan. Seleksi dan pelaksanaan rencana sampling membutuhkan lebih banyak waktu dan usaha untuk perencanaan dan dokumentasi.")
54
TIPE RENCANA SAMPLING SINGLE SAMPLING PLAN 2. DOUBLE SAMPLING PLAN
3. MULTIPLE SAMPLING PLAN

55
Satu sample yang digunakan untuk memutuskan menerima atau menolak lot.
SINGLE SAMPLING PLAN Satu sample yang digunakan untuk memutuskan menerima atau menolak lot. Terdiri dari parameter n (ukuran sampel) dan c (jumlah item cacat yang menjadi dasar penerimaan) Contoh: N = 4000 n = 100 c = 2
 dan c (jumlah item cacat yang menjadi dasar penerimaan) Contoh: N = n = 100. c = 2.")
56
Artinya: Suatu sampel acak berukuran 100 diambil dari populasi. Jika jumlah item cacat kurang dari atau sama dengan 2 maka lot diterima, tetapi kalau lebih dari 2 maka lot ditolak.

57
DOUBLE SAMPLING PLAN Meliputi pembuatan keputusan menerima lot, menolak lot, atau mengambil sampling kedua. Jika hasil sampling pertama dianggap ‘bagus’ maka lot diterima, jika hasil sampling pertama ‘jelek’ maka lot tersebut ditolak, dan jika berada diantara dua kondisi itu maka dilakukan sampling kedua. Kesimpulan double samping plan diambil berdasarkan kombinasi jumlah item cacat pada kedua sampling. Parameter yang digunakan: n1 (ukuran sampel perta-ma), n2 (ukuran sampel kedua), c1 (jumlah penerima-an sampel pertama, c2 (jumlah penerimaan sampel ke-dua), r1 ( jumlah penolakan sampel pertama, r2 (jumlah penolakan sampel kedua).
, n2 (ukuran sampel kedua), c1 (jumlah penerima-an sampel pertama, c2 (jumlah penerimaan sampel ke-dua), r1 ( jumlah penolakan sampel pertama, r2 (jumlah penolakan sampel kedua).")
58
Contoh: N = n1 = n2 = 60 c1 = c2 = 5 r1 = r2 = 6 Artinya: Pertama dipilih 100 unit sampel dari populasi secara acak, jika terdapat ≤ 1 item cacat maka lot diterima, jika terdapat ≥ 4 item cacat maka lot ditolak, jika cacat 2 atau 3 item maka dilakukan sampling kedua, diambil 60 sampel. Jika kombinasi item cacat sampling 1 dan 2 ≤5 maka lot diterima, jika ≥ 6 maka lot ditolak.

59
MULTIPLE SAMPLING PLAN
Tiga, empat, lima, atau lebih sampel yang digunakan untuk memutuskan menerima atau menolak lot. Biasanya memiliki nilai ni yang sama dan cenderung kecil. Jika sampel pertama ‘bagus’ maka lot diterima, jika ‘jelek’ maka ditolak, jika diantarannya maka diambil sampel kedua. Jika kombinasi sampel 1 dan 2 ‘bagus’ maka lot diterima dan jika ‘jelek’ maka ditolak, jika diantaranya diambil sampel ketiga, dan seterusnya.

60
Contoh: N = n1 = n2 = 20 n3 = 20 c1 = c2 = 1 c3 = 4 r1 = r2 = r3 = 5 Artinya: Pertama dipilih 20 unit sampel dari populasi secara acak, jika tidak item cacat maka lot diterima, jika terdapat ≥ 3 item cacat maka lot ditolak, jika cacat 1 atau 2 item maka dilakukan sampling kedua, diambil 20 sampel. Jika kombinasi item cacat sampling 1 dan 2 ≤1 maka lot diterima, jika ≥ 4 maka lot ditolak, jika item cacat 2 atau 3 dilakukan sampling ketiga. Jika kombinasi cacat sampling 1,2,3 ≤ 4 maka lot diterima, jika ≥ 5 maka lot ditolak

Presentasi serupa





>")



>")








 Andang Fazri>")
